Download presentation
Presentation is loading. Please wait.

1
CONVEYORS OVER VIEW Presented by, B. Shiva Shankar Dy. Manager(Mech) UEC D2622 Screening Plant
 UEC D2622 Screening Plant")
2
A mechanical conveying system composed of suitable Head Pulley Tail pulley Bend pulleys and Belt idlers or a slider bed to handle bulk materials, packages or other objects placed directly upon it.

3
Bulk Material Handling Uninterrupted & continuous material flow Automation Safety Easy to maintain Less skill for operating the system Long distance transmission irrespective of Geographical location. Eco-friendly Most economical

5
Based on Drive Mechanism Single Drive Dual or Tandem drive

6
Based on Discharge Fixed Point Discharge Conveyors Multiple point Discharge Conveyors Trolley mounted Tripper Car

7
Based on Belt Tensioning Screw take-up Gravity Take-up Horizontal Vertical Power Take UP

8
Typical conveyor profile

9
Pulleys Drive mechanism Tensioning mechanism Conveyor Belt Idlers Belt & Pulley cleaning system Discharge system Safety Devices Supporting structure VARIOUS COMPONENTS

10
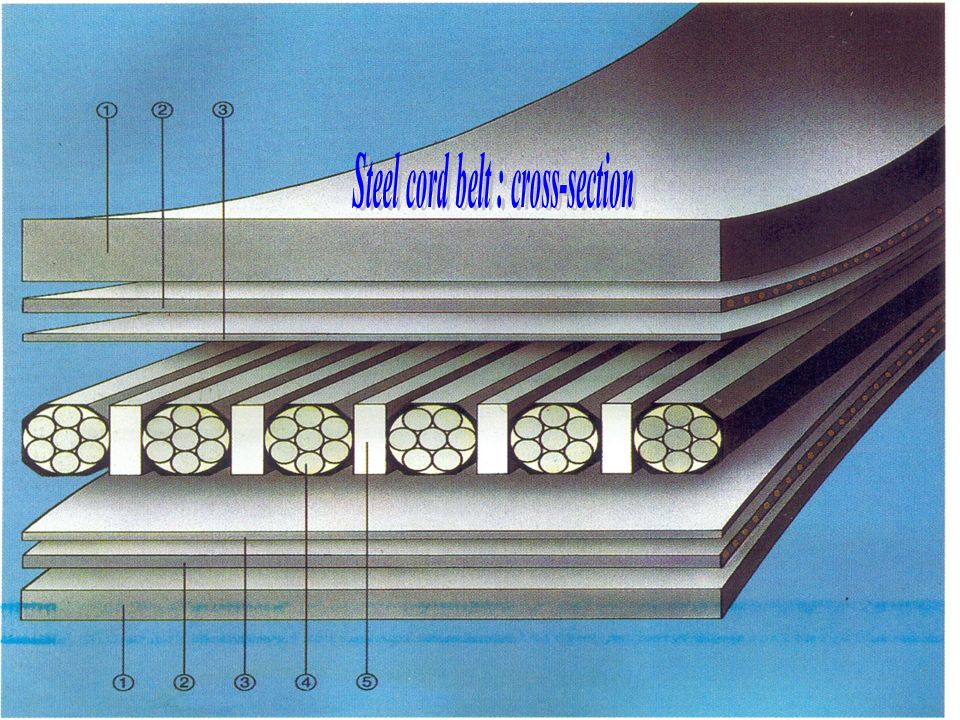
Top cover Bottom cover Carcass (5 ply construction) Skim cover Nomenclature
 Skim cover Nomenclature")
11
1200 NN - 2000/6 - 10/4 - M24 -cct 1 Grade of cover rubber Top / bottom cover thickness in mm No.of plies Rating (Strength) in N/mm Type of fabric Width in mm. Carcass thickness in mm Specification

13
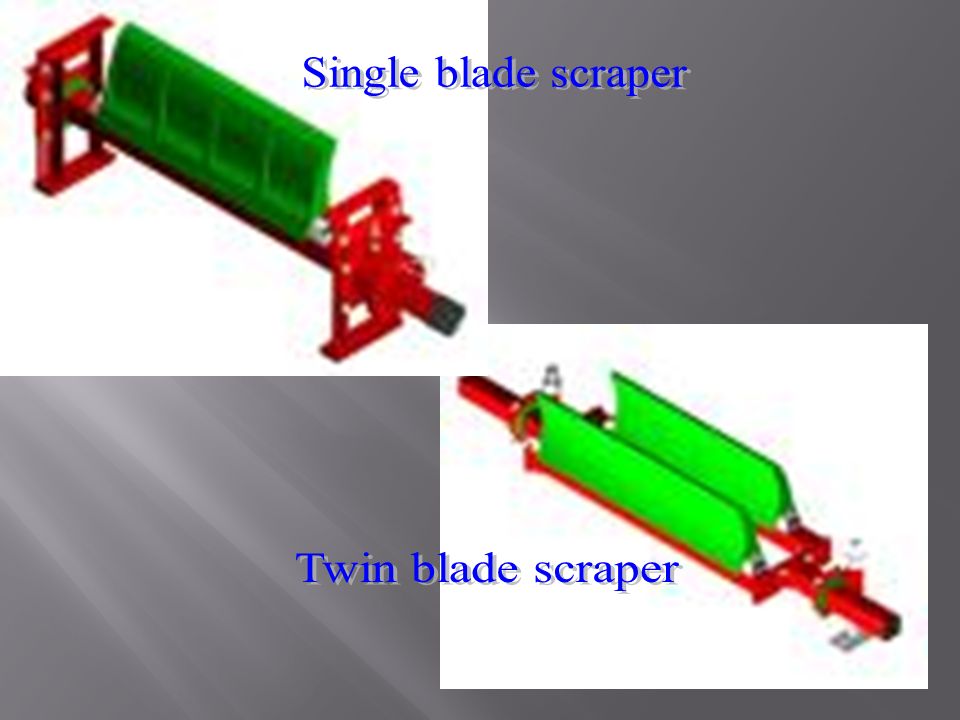
External Belt Cleaner (near discharge pulley) Internal Belt Cleaner (near tail pulley)
 Internal Belt Cleaner (near tail pulley)")
15
Conveyor belt replacement Pulley bearing changing Pulley lagging Pulley replacement Idlers replacement Mechanical maint. of drive mechanism and other accessories Structural repairs

16
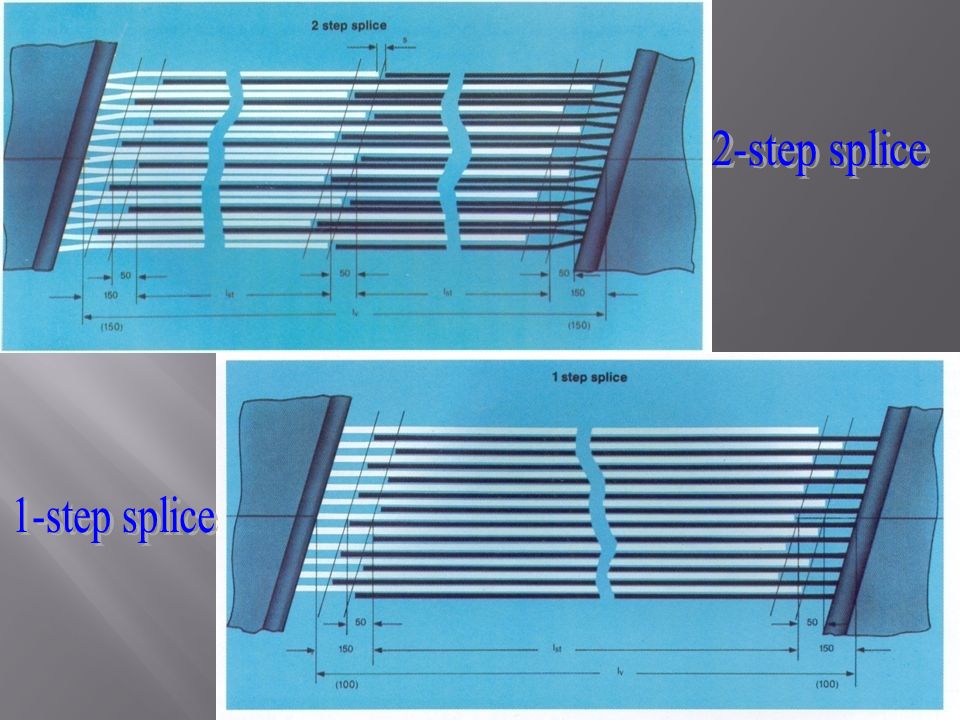
Mechanical fasteners Vulcanizing - Cold vulcanizing - Hot vulcanizing

18
Vulcanising SPLICED ENDS – Fabric belt

19
Direction of Belt Cold Joint Area

22
Pull Cord Switch Belt sway Switch Zero Speed Switch Belt rupturing protection device Magnetic Separators Tramp Iron Separator Material level Sensors SAFETY DEVICE

24
Excessive Top cover wear The top cover quality is not adequate for the system/material being conveyed. Off center loading or improper loading on the belt. Material build-up on the pulley faces, return idlers, or on the conveyor structure itself. Frozen, dirty, or misaligned return idlers. Too much distance in between the idlers. Material accumulation on return side of belt.

25
Frozen idlers. Insufficient traction between belt and drive pulley. Material build-up on the pulley face or conveyor structure. Material is getting trapped between belt and pulleys. Belt heads from pulley lagging, if pulley lagging is worn out. A condition of tilted or over tilted toughing idlers exists.

26
Excessive edge wear. The belt is misaligned. Belt is coming in contact with the idler frames or structure Off center loading or improper loading on the belt. Material build-up on the pulley face or conveyor structure or on idlers. If the edge wear occurs in the splice area, the splice may have been installed crooked.

27
Belt runs off at the head pulley or Tail Pulley The pulleys or the idlers are out of square with the belt centerline. Pulley lagging is worn or not adequate to produce sufficient traction. Idler frames are not centered to the belt. Frozen, dirty or misaligned return idlers. Inadequate belt tension Caking in the return idlers.

28
Belt runs to one side for a considerable distance or entire conveyor. Build up of material on carrying or return idler. Off center loading or improper loading of the belt. The pulleys or the idlers are out of square with the belt centerline. Belt joint is not properly done. Idler frames are not centered to the belt. The conveyor frame is not square or the system is not properly supported.

29
Belt slips when conveyor is started Insufficient traction between belt and drive pulley. Inadequate belt tension is possible. Pulley lagging is worn or not adequate to produce sufficient traction. Counter weight touching bottom, not enough belt tension. Conveyor is overpowered.

30
The covers are hardening or cracking Heat or chemical damages to the belt. Compound degradation due to long term storage in sunlight. It is natural tendency for rubber to get harder as it ages.

31
Vulcanize splice failure Incorrect belt splice type or incorrect implementation of joint making procedure. One or more of the system pulleys are below the acceptable diameter.. The operating or start up tension is too great for the belt. Material is getting trapped between belt and pulley. One or more of the system pulleys are below the acceptable diameter. Sudden stopping of conveyor on load.

32
The top cover is grooved or the top cover is stripped off Improper skirt board/ skirt rubber, improper skirt board adjustment. Material is lodging in the chute. Material hanging up at the load point. Too great of impact on belt at the load point. Sharp edges on material, foreign material in the product. Improper top cover compound for the application.

33
Continual improvement in Screening Plant Provision of washing station in ROM conveyors to improve scrapping efficiency at HE for avoiding jamming on return side of conveyor. 206 conveyor – All receiving chutes modified by providing ore boxes to prevent conveyor belt side out, for proper material loading on belt, spillage of ore and scrapper rollers are fixed at HE causing no jam at return side. 208 conveyor – Discharge pulley lifted by 800 mm and scrapper rollers installed at HE to avoid return side jamming and also jamming at ‘D‘ room. 211 conveyor – Receiving chute modified, washing station provided near HE for effective belt cleaning on return side. Scrapper rollers provided at HE to facilitate scrapping and to discharge scraped material over tray on conveyor 400. 411 & 501 conveyor - Scrapper rollers installed at HE of return side after HS pulley just above muck tray. which is working very effectively resulting jamming of material on return side particularly at ground gallery is avoided to the maximum. Scrapper rollers are installed in conveyors 208, 210, 400. After installation material accumulation on the return side of conveyor is avoided to the maximum.

34
R R R Scrapping Rollers Press Roller

35
Conveyor Installed Expected Life LT Achieved Life LT 07.04.200783.81 25.12.200789.82 08.12.200888.50 13.05.201082.24 Case study of 501 and 411 conveyor. Item no.Installation Date Roller Replacement Before 3 months Roller Replacement After 3 months Result 50101.06.201047407 41118.05.2010674720

37
The Fosbucraa conveyor belt, the longest in the world, is in Western Sahara. It is 62.5 miles(100 Km) long and runs from the phosphate mines of Bu Craa to the coast south of Laayoune.
 long and runs from the phosphate mines of Bu Craa to the coast south of Laayoune..")
38
The Fosbucraa conveyor belt, the longest in the world, is in Western Sahara. It is 62.5 miles(100 Km) long and runs from the phosphate mines of Bu Craa to the coast south of Laayoune.
 long and runs from the phosphate mines of Bu Craa to the coast south of Laayoune..")
39
The steepest Overland Conveyor Belt worldwide 5,500 m St 4000 belt operating in the Pierina mine in the Andean Cordillera. This belt conveys gold ore at an angle of up to 18°. It is the steepest overland conveyor belt worldwide

40
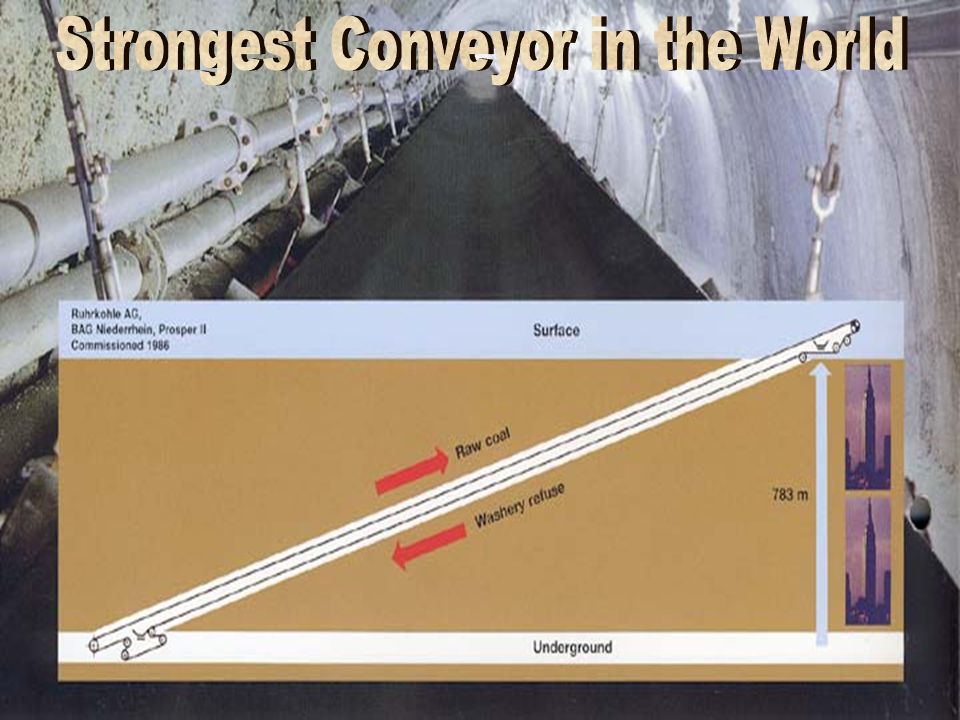
The slope conveyor belt at Prosper II mine in Germany carries raw coal from 800 meters underground to the surface while simultaneously on the bottom run washery refuse is brought back underground. The strongest underground Conveyor Belt in world

42
The highest capacity conveyor belts on earth carry up to 40,000 tons per hour. The belt is St 4500, 3200 mm wide and 45 mm thick. They are installed on the biggest bucket wheel excavators worldwide of Rheinbraun in German lignite mining having a capacity of 240,000 cbm per day. The highest Capacity Conveyor Belt in the world

44
24,000 m St 7800 was installed in the Los Pelambres mine in Chile in 1999. The effective belt breaking strength is 8,500 N/mm (48,500 piw). It is not only the strongest conveyor belt worldwide but it also has the longest and strongest splices. Aside from the static splice strength which is approximately equal to the belt breaking strength, the dynamic belt breaking strength as per DIN 22110 is 54%. The strongest Conveyor Belt in the world
. It is not only the strongest conveyor belt worldwide but it also has the longest and strongest splices. Aside from the static splice strength which is approximately equal to the belt breaking strength, the dynamic belt breaking strength as per DIN is 54%. The strongest Conveyor Belt in the world.")
46
THANK YOU FOR KIND ATTENTION

Similar presentations












 to 4400 TPH (Iron ore)>")








 (866) 300-6668 Guarding Belt Conveyors.>")


