Download presentation
Presentation is loading. Please wait.

1
Efficient Uses of Steam Energy in Textiles to Reduce Cost & Improve Productivity
2nd International Conference on Textile & Apparel, ICTA-2012

2
What We Do? Forbes Marshall is an ISO 9001 company specializing in the Field of Steam Engineering & Control Instrumentation We are working with steam for last 106 years and have our manufacturing facility in India and others in joint venture with Spirax Sarco, ARCA, Krohne, Codel & Vynce. We manufacture Steam Boiler (NG/Diesel/Solid fuel fired), Exhaust Gas Boiler and almost all the steam system accessories.
, Exhaust Gas Boiler and almost all the steam system accessories.")
5
Energy Audit Forbes Marshall has an Energy Audit division having expertise in specific fields. Forbes Marshall has conducted over 100 detailed energy audits across the industry covering each and every process including dyeing units, washing units, denim plants etc. In each of our audits we identified the opportunity for savings ranging from 20% to 30%. Successful implementation of our audit recommendations of these plants has yielded significant improvements in Specific Fuel Consumption (SFC).
.")
6
Why Steam? Fuel used for generating steam accounts for about 50% of total utility cost. Scarcity of Natural Gas, increase in cost of fuel and hence the steam costs Effective steam management plays a role in Fuel Savings - which can be leveraged for cost competitiveness . Reducing fuel cost is the only route to cut costs substantially. Product Quality – Maintaining proper steam parameters ensures product quality, e.g. uniform colour, print, brightness etc. Productivity -Improving batch timings on equipment.

7
Benchmarking where do we stand ?
Forbes Marshall studies of over 60 textile plants reveal differences in fuel consumption within the industry. 39% difference in Specific Fuel Consumption (SFC) between the best and average plants. The worst plant consumes more than 3 times the amount of fuel as compared to the best plant.
 between the best and average plants. The worst plant consumes more than 3 times the amount of fuel as compared to the best plant.")
8
Why is the best plant the best ?
Differences in Specific Fuel Consumption (SFC) across plants on account of: Efficient steam generation Optimized steam distribution & utilization Recovering condensate & flash steam Proper steam trapping
 across plants on account of: Efficient steam generation. Optimized steam distribution & utilization. Recovering condensate & flash steam. Proper steam trapping.")
9
Comparative Study Capacity (Kg)
Ideal Steam Consumption with Right Steam and condensate loop (Without Heat Recovery/With Heat Recovery* (Kg/Batch) Actual Steam consumption (Kg/Batch) Required Steam Pressure (Barg) Actual Steam Pressure (Barg) Batch time (mins) Max Gradient (°C/min) Light Medium Dark 250 461/281 559/379 641/461 527 660 769 3.5 6-7 5 400 660/460 711/511 770/570 782 839 890 600 863/563 1227/927 1698/1398 907 1326 1950 750 1358/758 1817/1217 1922/1322 1585 1980 2160 1500 2227/1377 2490/1640 2769/1919 2531 2982 3187
 Actual Steam consumption (Kg/Batch) Required Steam Pressure (Barg) Actual Steam Pressure (Barg) Batch time (mins) Max Gradient (°C/min) Light. Medium. Dark / / / / / / / / / / / / / / /")
10
Not using PRV before Process machine
Common issues found because of not adopting right steam engineering practices- Not getting right pressure & temperature in the m/c Batch time goes high and product quality hampered Proper steam trapping is not in practice Running boiler at lower pressure Not using PRV before Process machine Not using temperature control Many of the time traps are bypassed Steam distribution system is not proper Steam mains are oversized or undersized Traps and valves leakage Insulation of Steam & Condensate line is not proper Not recovering condensate & flash steam Feed water temperature is ambient Boiler blowdown is manual

11
Valve Leakage A 1/8 inch hole in steam main can waste 15 tons of coal or 9 tons of fuel oil per year.

12
A leaking 25 NB Thermodynamic Trap on a 7 bar line will lose steam at the rate of 18 kg/hr. This translates to a loss of more than 150 Tons of steam annually.

13
Steam is venting to the atmosphere

14
No Steam Trap / Group Trapping in Vertical Cylinder Dryer

16
Over heated + excess dried cloth
General Practice in Vertical Dryers 4 bar(g) Over heated + excess dried cloth Group trapping
 Over heated + excess dried cloth. Group trapping.")
17
Recommended Hookup – Vertical Dryers

18
Existing Hookup – Soft Flow

19
Recommended Hookup –

20
Typical Steam Circuit:
Pan Boiler Feed Pump Feed Tank Make-up Water Vat Condensate Steam Process Vessel Space Heating System

21
The Steam and Condensate Loop
Distribution losses 5-7% 85% Boiler Process 100% Input 60% Process use Boiler losses % 20% Condensate So, for 1 Ton steam for process, fuel used equal to 1.67 Ton

22
Steam use in process – 60% Different losses – 40%

23
Steam Generation Two things are directly effect boiler steam generation – Boiler operating pressure & Feed water temperature Poor boiler efficiency due to- Fluctuating loads – improper loading on the boiler which can be addressed by proper boiler selection, capacity, burner turndown, etc. Absence of diagnostics to take corrective action – same can be addressed by steam and oil flow metering, stack monitoring with boiler load management and online efficiency check. Manual Blow down - because of over blow down losses of money and less blow down increases the risk of boiler life.

24
Cost of a Boiler – Oil/Gas fired

25
Steam to Fuel Ratio S:F is simply a ratio of Steam and Fuel Losses
Stack Enthalpy Un Burnt Draft Steam Flow Fuel Flow Burner Boiler Blow down Air Radiation BOILER HOUSE DIVISON

26
What affects Fuel Bill? Excess Air % Feed Water Temperature
Stack temperature Un burnt losses Number of On-Offs Scaling on tubes Soot Deposition Blow down TDS Moisture in Fuel

27
What to Monitor inside Boiler House ?
Steam Flow Steam Pressure Fuel Flow S: F ratio Stack Temp % O2 in Flue gas Feed Water Temp Blow down TDS Furnace Pressure

28
Factuals Deviation in 2% oxygen Results in 1.5 % Excess Fuel Consumption 10 % Excess Blowdown will amount to 2 % Excess Fuel Consumption

29
Boiler Efficiency Monitoring System

30
100 - { } Boiler Efficiency + + + = Losses In Direct Efficiency Draft
Stack Enthalpy Un Burnt In Direct Efficiency 100 - { Draft } Steam Flow = + Fuel Flow Burner Boiler + Blow down + Air Radiation

31
Conclusion Fuel Scope for savings (%) Gas 11.2 % Liquid 11.8 % Solid 17.1 % No Matter which fuel type you look at, the scope of savings is 10 % to 15 % at least. No boiler is an exception

32
Steam Distribution High distribution loss across plants on account of - Improper line sizing Improper insulation Improper line routing & condensate removal from steam lines These losses can be addressed by - Proper design of the distribution network, i.e.; proper line sizing without extra provisions for expansions Proper insulation and efficiency checking mechanism Proper condensate removal from steam lines Diagnostics – pressure and temperature gauges, steam flow meters, etc.

33
Distribute Steam at High Pressure
This will have the following advantages: Smaller bore steam pipes needed and therefore less heat (energy) loss due to the smaller surface area. Lower capital cost of steam mains, both materials such as pipes, flanges and support work and labour. Lower capital cost of insulation (lagging). The boiler can be operated at the higher pressure corresponding to its optimum operating condition, thereby operating more efficiently. The thermal storage capacity of the boiler is increased, helping it to cope more efficiently with fluctuating loads, and a reduced risk of priming and carryover
 loss due to the smaller surface area. Lower capital cost of steam mains, both materials such as pipes, flanges and support work and labour. Lower capital cost of insulation (lagging). The boiler can be operated at the higher pressure corresponding to its optimum operating condition, thereby operating more efficiently. The thermal storage capacity of the boiler is increased, helping it to cope more efficiently with fluctuating loads, and a reduced risk of priming and carryover.")
34
Pipe Sizing Greater Cost Greater Heat Loss
Greater Volume of Condensate Formed Lower Pressure to Steam Users Not Enough Volume of Steam Water Hammer and Erosion

35
Slug of water from condensate
Waterhammer Sagging Main Condensate Slug of water from condensate Vibration and noise caused by waterhammer

36
Relaying to Higher Level
Fall 1/250 Steam Relay to high level m Drain Points Steam Flow Flow

37
Proper Condensate Drain
Steam Flow Condensate Cross Section Correct Incorrect Pocket Steam Trap Set 25/30m Steam Flow Cross Section Steam Trap Set

38
Branch Connections Steam Steam Condensate ûIncorrect üCorrect

39
Drainage of Condensate from Steam Line
Steam Flow Separator

40
Importance of Moisture Separator
Fig. Temperature profile across a heat exchange surface

41
Steam Utilization Steam Trapping -
In most plants, trap selection is an issue on heating applications. Group trapping on equipment also needs to be addressed. Across textile plant audits and surveys we have conducted we find that only 50% of the installed traps are OK.

42
TD Traps are used in Process, it should be float trap
Disadvantages of TD: -Intermittent discharge. -Condensates not removed properly, get water logged. Increase steam consumption by 8~10% Increase process time By 25~30%

43
Ball Float Trap: Ensures proper removal of condensate from the process as soon as it forms. Recommended for process application.

44
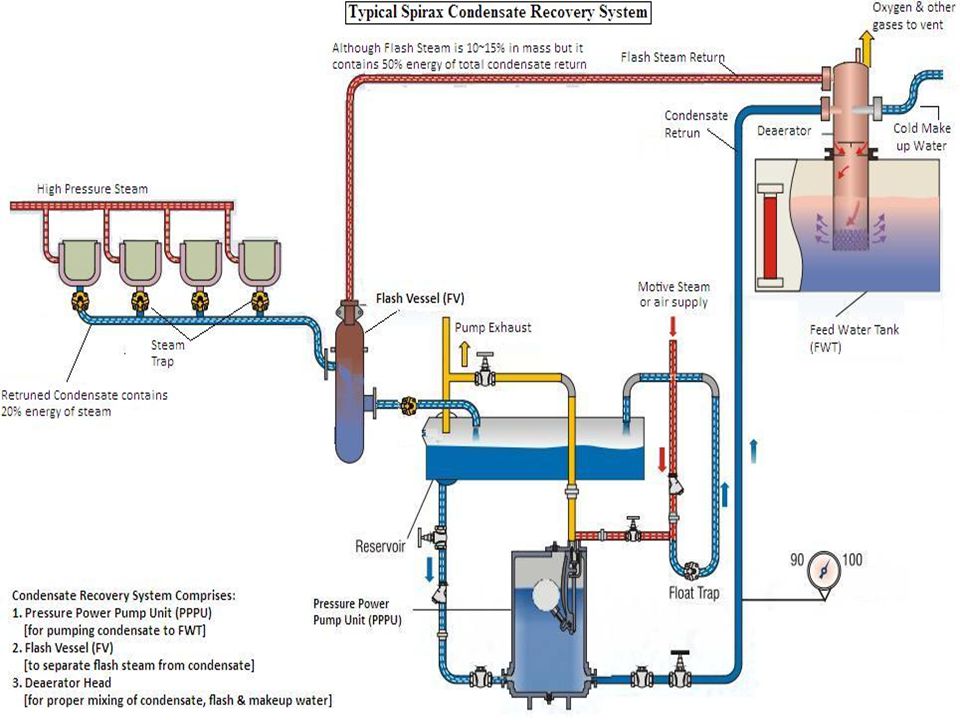
Condensate & Flash Steam Recovery
Huge gap between quantum of condensate being recovered and potential for recovery observed across all plants. Across many plants, boiler feed water temperature is ambient and condensate is being drained. In plants where condensate is recovered, it is doing using an electrical pump leading to loss of useful heat. Flash steam is normally not recovered and is vented. Flash steam can be recovered and used for feed water heating.

45
This calculation is made for diesel fired boiler
* This calculation is made for diesel fired boiler Similarly it can be done for gas fired boiler.

46
Multiple Benefits of Condensate Recovery
Condensate water contains 20% energy of steam. Returning condensate improves the feed water temperature and thus lowers fuel bill. Returning condensate to feed water tank cuts the makeup water requirements. The condensate returned does not need to undergo water treatment and thus saving treatment cost. It has no TDS. It reduces the requirement of blowdown thereby curtailing blowdown losses. Reduce the cost for oxygen scavenging chemicals, since the improved temperature will reduce the amount of dissolve oxygen almost 75%.

47
Multiple Benefits of Condensate Recovery
Higher feed water temperature by recovering condensate increases the boiler output with reduced fuel consumption. Recovering flash steam is as important as recovering condensate water. Flash steam contains 50% energy of the total recovered condensate, although it may be 10~15% in mass. [Please Note: Holding condensate in collection tanks reduces the condensate temperature via radiation losses. Condensate should be returned as soon as it formed. ] Every 60C rise in the feed water temperature by using condensate water & flash steam gives 1% saving in fuel.

48
Benefits of Condensate Recovery:

50
Energy Content in Dye Liquor
Not considering losses the Process Heat Recovery in Dyeing m/c 45 % 15 % Dye Bath Liquor Cooling Water Energy Content

51
Benefits of Dye Liquor Heat Recovery
Recover heat from dye liquor 60~80 deg C from the dyeing machine. Savings up to 15% in steam used for hot water preparation. Pre-heats process water to the dyeing machine. 1-2 extra batches per week possible. Facilities low temperature discharge to ETP. Helpful for effluent treatment. Eliminates pressure fluctuation of boiler.

52
Dye Liquor Heat Recovery System

53
Enconomy opportunities
Trap Management Selection of right Trap Bypass Leakage Stop Leakages Insulation Condensate Recovery Flash Steam Recovery Stop Blowdown Losses Feedwater tank Management Stop Waste (12-15%)
")
54
Encon opportunities Steam Flowmetering Dye Liquore Heat Recovery
Efficiency Optimisation Liquor ratio control Steam Pressure Control Temperature Control Instant Hot water supply Dryness of Steam Capacity Utilisation Optimization ( 8-10%) Waste Management
 Waste Management.")
55
Encon Opportunities Boiler Efficiency Monitoring
Waste Heat Recovery Boiler from Generator Thermic Fluid Generator-Efficiency % optimisation Hot water from DG set Jacket Optimization Waste Management Heat Recovery (7-8%)
")
56
Our recommendations which included –
Optimized steam generation Improved steam distribution system Proper selection and sizing of steam traps Better management of the process like installing temprature & pressure controls Utilizing waste heat recovery Recovering condensate with flash steam to improve the boiler performance

57
Forbes Marshall has a Consultancy Division worked for the project design and consultancy for steam, water & air distribution system to make the industry energy efficient and sustainable. Forbes Marshall has done Consultancy in many industries of Bangladesh. Few of them are, Hameem Denim, DBL, Ecotex, GMS composite, Graphics Textils, etc. Copyright Forbes Marshall,

58
One of Many Successes in Bangladesh!!
Industry Knit Concern Location Narayangong Steam Usage Fabric Dyeing, Finishing & Garments Fuel Gas Cutting Costs Down Before Energy Audit - They have a requirement of 3~4 TPH boiler Their machine was starving for steam After Energy Audit & Implementing Recommendations – Till now they have no shortage of steam and no requirement of steam boiler Reason found : Wastage and leakage of steam in different points Condensate was not recovered Boiler was running under pressure Too much blowdown losses Live steam wastages from garments section. Copyright Forbes Marshall,

59
0.28 Kg Wood/ Mt Cloth (Rs0.58/MtCloth)!!
One of Many Successes! Industry Textile Processing Unit Location Madhya Pradesh Steam Usage In Process eqpt – Stenters, Back filling M/cs, Calendar M/c etc Fuel Wood Cutting Costs Down The objective - Improve SPFC from 0.33 kgs wood/mt cloth (Rs 0.66/ mt cloth). Energy conservation recommendations implemented by customer optimized fuel management – sizing. Optimized steam generation undertook better management of process like temp control. optimized waste heat recovery reduced losses on account of inappropriate / in-operational trapping The Results? The SPFC came down to 0.28 Kg Wood/ Mt Cloth (Rs0.58/MtCloth)!! Copyright Forbes Marshall,
. Energy conservation recommendations implemented by customer. optimized fuel management – sizing. Optimized steam generation. undertook better management of process like temp control. optimized waste heat recovery. reduced losses on account of inappropriate / in-operational trapping. The Results The SPFC came down to Kg Wood/ Mt Cloth (Rs0.58/MtCloth)!! Copyright Forbes Marshall,")
60
Customer Saves Rs 30 Lakhs/year!!
One of Many Successes! Industry Textile Processing Unit Location Gujarat Steam Usage Yarn Dyeing M/cs Fuel HSD Cutting Costs Down The objective – Reduce Fuel Consumption Energy conservation recommendations implemented by customer Optimized steam generation Reduced losses in steam distribution circuit undertook better management of process like temp control. optimized waste heat recovery – dye liquor, condensate & flash recovery. reduced losses on account of inappropriate / in-operational trapping The Results? Before After Audit Fuel Consumption (lts/day) 1,150 820 Costs (Rs/day) 17,250 9,020 Customer Saves Rs 30 Lakhs/year!!
 1, Costs (Rs/day) 17,250. 9,020. Customer Saves Rs 30 Lakhs/year!!")
61
One of Many Successes! Cutting Costs Down

62
One of Many Successes! Cutting Costs Down

63
Find out where you stand!!!
Fuel prices would continue to spiral upwards……. & so would your losses! The longer you wait….. The more your losses accumulate! Find out where you stand!!! Get a free scoping study done by FM Experts

66
Bangladesh Office Address:
3rd Floor, Rupsha Tower, Kamal Ataturk Avenue, Road -17, Banani C/A, Dhaka. Website:

67
Thank You

Similar presentations













 Processes by: Dr. Attia Saad El-Din Energy.>")









