Download presentation
Presentation is loading. Please wait.

1
Sinker: Sinker is a thin metal plate which placed in the middle position of each two needle. These sinkers are parrallely attached in 1″ lead. Sinker acts in holding down, knocking over and supporting the fabric. When the needle is moved downwards then sinker throat holds down the fabric and belly knocks over. Guides and guide bar: Guides are mounted on guide bar. The threads are passed into the guides of the guide bar. Guide bar gets shogging and swinging movements from main shaft and pattern chain.0,1, 2, 3, or 4 guide bars are used in tricot m/c. tricot m/c with two guide bat are mostly used but tricot m/c with more number of guide bar are less used.

2
FeatureRachel warp knitting m/c:
1. Rachel m/cs used latch needles together with a wire or blade 2. It has a gauge expressed in needles per 2inches (5cm) so that for example a 36 gauge Rachel m/c will have 18npi 3. Their chain links are usually numbered in even numbers 0, 2, 4, ….etc generally with 2 links/course 4. Rachel sinkers only performs the function of holding down the loops whilst the needles rise 5. Rachel sinkers are not joined together by a lead across their ends nearest to the needle bars so they can move away clear of the needles towards the back of the m/c for the rest of the knitting cycle 6. The fabric is drawn downwards from the needles, almost parallel to the needle bar at an angle of 120°-160° by a series of take-down rollers.
 so that for example a 36 gauge Rachel m/c will have 18npi. 3. Their chain links are usually numbered in even numbers 0, 2, 4, ….etc generally with 2 links/course. 4. Rachel sinkers only performs the function of holding down the loops whilst the needles rise. 5. Rachel sinkers are not joined together by a lead across their ends nearest to the needle bars so they can move away clear of the needles towards the back of the m/c for the rest of the knitting cycle. 6. The fabric is drawn downwards from the needles, almost parallel to the needle bar at an angle of 120°-160° by a series of take-down rollers.")
3
7. The warp beams are arranged above the needle bar, centered over the rocker shaft, so that the warp sheets pass down to the guide bars on either side of it 8. The beams are placed above the m/cs so that it is accessible at the front for the fabric inspection 9. At least four 32″ diameter beams or large numbers of small diameter pattern bars 10. The guide bars are threaded, connecting with the middle bars and working outwards from the eitherside of the rockershaft 11. The guide bars are numbered from the front of the m/c 12. The needle trick plate acts as a fabric support ledge and knockover surface.

5
Knitting elements of Rachel m/c:
Needle: Most of the modern Rachel knitting m/cs built today use compound needle. Many m/cs, however, are still equipped with latch needles. Compound needles are set as in Tricot m/cs into trick which are cut into the needle bar and both main parts and closing elements are driven separately to open and close the hook. Trick plate: The loop formation in a Rachel m/c takes place on the upper edge of the trick plate. This bar can be considered as a needle bed, since the needles are placed in tricks cut into it.

6
The sinker: The sinker like the latch needles are cust in units 1″ long placed in the spaces between the needles. They are used to ensure that the fabric stays bowl while the needle rise to form their next knitting cycles. The sinker of Rachel m/cs are therefore only of secondary importance

7
The latch guard: A steel wire which are extended from one ends to the others parallel to the needle. During loop formation, the fabric loops open needle latch but sometimes closed the needle hook. As a result a closed hook cannot feed the new yarn. This latch guard placed needle hook side. So that the latch cannot close the hook and helps to open the needle hook. Guide & Guide bar: The number of guide bar in Rachel m/c is more. Sometimes are of more than 70. Two types of guide bar are used- Fully threaded guide bar: Used to produce ground fabric and yarn pass to each guide. Partially threaded guide bar: According to the design. One yarn is passed in each bar for each pattern repeat. Thread pass where design placed.

8
Difference between Tricot & Rachel warp knitting m/c: Tricot Raschel
In the past, bearded needle was used but now a days compound needle used M/C gauge expressed in needle per inch Chain link numbering 0, 1, 2, 3, ….etc Function of sinker is holding down, knocking and supporting the fabric The fabric is drawn away towards the batching roller almost at right angles to the needle bar The warp beams are accommodated in an inclined towards the back of the m/c there the top The warp sheets pass over the top of the guide bar rockershaft to their tension Mechanical attention is carried out at the front of the m/c The guide bars are numbered from the back towards the front of the m/c High speed production Rachel m/c used latch needle together with a wire or blade M/C gauge expressed in needle/2inch Chain link numbered in even numbers 0, 2, 4, ….etc Sinker performs the function of holding down the loops whilst the needle rise The fabric is drawn downwards from the needles almost parallel to the bar at an angle of 120°-160° The warp beams are arranged above the needle bar centered over the rocker shaft The warp sheets pass down the guide bar Mechanical attention is carried out at the back of the m/c The guide bars are numbered from front of the m/c Low speed production Md.Ahashan Habib B.Sc in Textile Engr.(DU) Lecturer:Daffodil International University
 Lecturer:Daffodil International University.")
9
Tricot warp knitting M/C Rashel Warp knitting M/C

10
Features The crochert warp knitting m/c:
A single horizontal needle bar whose simple reciprocating action can be used to operate individually – tricked latch, carbine or embroidery needles. The patent or carbine bearded needle is used for fine structures and has a side ways crimped beard placed in a permanently-pressed position. Although warp threads can only be fed into the beard from the left, the old overlaps are automatically cleared and landed by the movement of the needle. The needles can be arranged for coarser gauges or for fancy set-outs, when the floating inlay threads may be cut to produce separated fringed edgings. 2. No sinkers; instead a fixed hold back bar is fitted in from of the knock over verge to prevent the fabric moving out with the needles 3. The closed lap pillar stitches and inlay threads controlled and supplied as separate warp and weft respectively

11
4. The weft yarn, often placed above and towards the back of the m/c, supplying the carrier tubes which are clipped to the spring loaded inlay bars. 5. Special arrangements/attachments are available for producing fancy effects such as cut or uncut fringe edges, pile, braiding and snail shell designs. 6. Gauge often expressed in needles per centimeter are between 2 and 10 (E5 to E24) 7. Knitting widths of crochet m/cs may vary between 16 and 122 inches. 8. M/C runs at speeds between 200 and 350 courses per minute 9. Crochet m/cs can process a range of filament yarn from 20dtex to 1000dtex 10. The warp yarn is often placed low at the front of the m/c.
 7. Knitting widths of crochet m/cs may vary between 16 and 122 inches. 8. M/C runs at speeds between 200 and 350 courses per minute. 9. Crochet m/cs can process a range of filament yarn from 20dtex to 1000dtex. 10. The warp yarn is often placed low at the front of the m/c.")
12
Fig: Crochert warp knitting m/c

15
WEFT KNITTING Types of weft knitting m/c:
According to the end product, the weft knitting m/c may be broadly classified as either: Fabric m/cs Garment length m/cs According to their frame design and needle bed arrangement, the weft knitting m/c may be broadly classified as either: Straight bar frame m/cs Flat knitting m/cs Circular knitting m/cs

16
Features of fabric m/cs:
Large diameter, circular, latch needle m/cs (also known as yarn goods or piece goods) knit fabric, at high speed. The fabric is manually cut away from the m/c usually in roll form after a convenient length has been knitted. Most fabric is knitted on circular m/cs either single-cylinder (single jersey) or cylinder and dial (double jersey) of the revolving needle cylinder type, because of their high speed and productive efficiency Sinker wheel and loop wheel frames could knit high quality specialty fabrics with bearded needles although circular m/cs employing bearded needles are now absolute, the production rates of these m/cs were uncompetitive
 knit fabric, at high speed. The fabric is manually cut away from the m/c usually in roll form after a convenient length has been knitted. Most fabric is knitted on circular m/cs either single-cylinder (single jersey) or cylinder and dial (double jersey) of the revolving needle cylinder type, because of their high speed and productive efficiency. Sinker wheel and loop wheel frames could knit high quality specialty fabrics with bearded needles although circular m/cs employing bearded needles are now absolute, the production rates of these m/cs were uncompetitive.")
17
Unless used in tubular body-width, the fabric tube requires splitting into open-width
The fabric is finished on continuous finishing equipment and is cut-and-sewn into garments or it is used for household and technical fabrics The productivity and patterning facilities of fabric m/cs vary considerably. Generally; cam settings and needle set-outs are not altered during the knitting of the fabric

18
Flat knitting m/c: Feature:
2 stationary needle bed in flat knitting m/c arranged in an inverted V formation Latch needle is used Angular cam of a bi-directional cam system used There is a separate cam system for each needle bed The two cam systems linked together by a bridge, which passes across from one needle bed to the other Carriage with determined yarn carrier issued Cam system is attached to bottom side of carriage The flat m/c is the most versatile of the weft knitting m/c Fabric produce with finer to coarser yarn The operation and supervision of the m/c is simple The stitch length range is wide and possibly of changing the m/c gauge Trimmings, edging, collars, to shaped panels and integrally knitted complex garments and other articles

19
Classification of circular knitting m/c:
1. Circular bearded needle single-jersey fabric machine 2. Revolving cylinder latch needle machine 3. Circular garment length machine 1. Circular bearded needle single jersey fabric machine: Types of machines are divided into two types:- a) Sinker wheel machine or French/Terrot type m/c b) Loop wheel frame or English type m/c Both of them have the following common features:- Needles are fixed in a revolving circle on needle bed Knitting action is entirely achieved by ancillary elements moving yarn and loops along the needle stem Here tubular fabric is knitted with its technical back facing outward Low productivity but has an ability to produce unusual and super-quality knitted structures 2. Revolving cylinder latch needle machine: There ate two main types of revolving cylinder latch needle machine, namely- Open top or sinker top or single jersey m/c Cylinder & dial m/c or double-jersey mc/
 Sinker wheel machine or French/Terrot type m/c. b) Loop wheel frame or English type m/c. Both of them have the following common features:- Needles are fixed in a revolving circle on needle bed. Knitting action is entirely achieved by ancillary elements moving yarn and loops along the needle stem. Here tubular fabric is knitted with its technical back facing outward. Low productivity but has an ability to produce unusual and super-quality knitted structures. 2. Revolving cylinder latch needle machine: There ate two main types of revolving cylinder latch needle machine, namely- Open top or sinker top or single jersey m/c. Cylinder & dial m/c or double-jersey mc/")
20
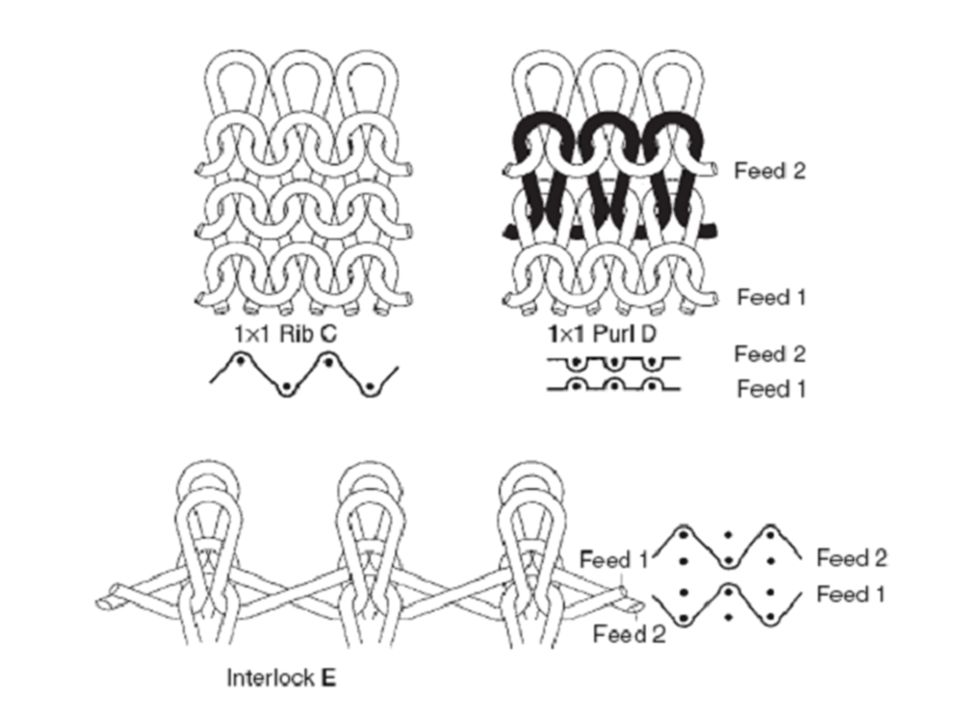
Knitted Loop Knit Loop Tuck Loop Miss Loop
Md.Ahashan Habib B.Sc in Textile Engineering(DU) 4/13/2017
 4/13/2017.")
21
Tuck stitch: A tuck stitch is composed of a held loop, one or more tuck loops and knitted loops. It is produced when a needle holding its loop also receives the new loop which becomes a tuck loop, because it is not intermeshed through the old loop. Miss/Float stitch: A float stitch is composed of a held loop, one or more float loops and knitted loops. It is produced when a needle holding its old loop fails to receive the new yarn that passes, as a float loop, to the back of the needle and to the reveres side of the resultant stitch. The miss stitch can occur accidentally as a fault due to incorrectly set yarn feeders.

22
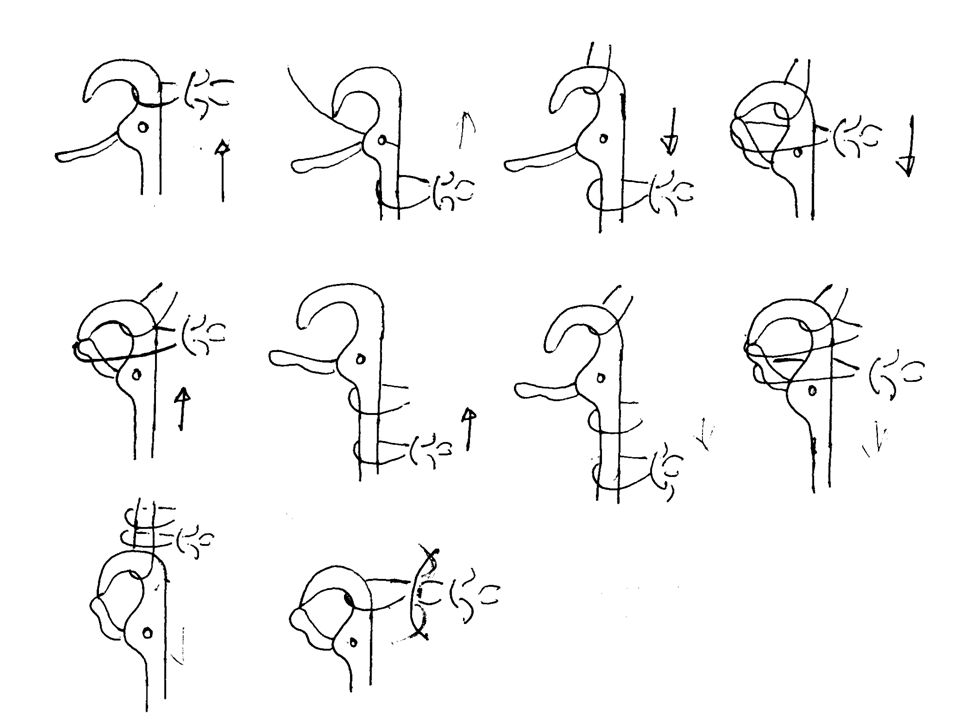
Methods to obtain Tuck/Held loops:
1. Without casting off operation in loop forming cycle , i.e. Tucking of the latch 2. Without clearing operation in loop forming cycle, i.e. Tucking in the hook 3. With switching a needle out of action from loop forming cycle Tucking on the latch: When tuck stitch formation is performed without casting-off and sinking are excluded from the loop formation cycle. In this case, the needles 4 and 7 knit the loops 3 and 6, while the needle 5 performs all the operations up to joining and stops. Then a new yarn 2 is fed in its hook and this will be the tuck loop, the old loop 1 remains on the closed latch and this will be the held loop. After the needle 5 is lifted for clearing, in the following loop formation cycle it receives a new yarn and knits a loop from it, casting-off upon it old held loop 1 and the tuck loop 2 Step of forming held loop in 5 needle:

25
Difference between Warp knitting & Weft knitting
Difference between Warp knitting & Weft knitting. Warp Knitting Weft Knitting The loops are produced to the length of fabric The threads runs in the vertical direction Each loop in the horizontal direction is made from a different thread It is elastic to the length It’s elasticity is less Yarns are supplied from beam At least one yarn is needed for each needle Less shrinkage The loops are produced to the width of the fabric The threads runs in the horizontal direction A horizontal row of loops can be made by using on thread It is elastic to the width Higher elasticity From cone Any number of needle are required for on e yarn More/Higher shrinkage

Similar presentations







>")














