Download presentation
Presentation is loading. Please wait.

1
Ductile Iron Pipe & Fittings
CNBM International Corporation

2
Company Profile CNBM, China National Building Material Group Corporation, is the largest group company in China building material & equipment industry . It was incorporated in 1984 upon the approval from the State Council of China. It is one of the 143 large-scale groups under the administration of China State - owned Assets Supervision and Administration Commission. There are over 300 subsidiary factories and companies within our Group; 2 public listed companies in Hong Kong, 4 Public listed companies in China mainland; 11 publicly listed companies in which CNBM has a substantial percentage of shares.

3
Company Profile As the primary subsidiary company of CNBM Group, CNBM International Corporation has grown into a leading production base and renowned supplier of ductile iron water pipe & fittings of both potable and sewage water in China. Annual capacity: ,000 Metric tons Applied standard: ISO2531:1998 / EN545:2002 / EN598:1995 Manufacturing system: ISO9001:2000 Market: Europe, Middle East, Africa, South America Quality system: ISO9001 The foundry was founded and put into production since 1990’s.

4
Introduction of Ductile Iron Pipe
Ductile Iron Pipe, a product of advanced metallurgy, offers unique properties for conveying portable/sewage water under pressure. It combines the physical strength of mild steel and long life of gray cast iron, and has been widely adopted in worldwide range. CMAX® Pipeline products comply with and are tested according to relevant European and International standards. All of our products are manufactured under the quality management system ISO 9001.

5
Certificates ISO2531:1998& EN545:2002 (Part.1)
")
6
Push-on Joint Centrifugal Ductile Iron Pipe
DN (mm) Nominal Diameter DE (mm) Outside Wall Thickness (mm) Approximate Weight of Socket (kg) Weight of Straight Section (kg/m) Total Weight of Standard Working Length L=6m (kg) K8 K9 K10 K12 100 118 6.0 6.1 4.3 14.9 15.1 93.7 95 150 170 6.3 7.1 21.8 22.8 138 144 200 222 6.4 10.3 28.7 30.6 183 194 250 274 6.8 7.5 9.0 14.2 35.6 40.2 44.3 53 228 255 280 332 300 326 7.2 8.0 9.6 18.6 45.3 50.8 56.3 67.3 290 323 356 442 350 378 7.7 8.5 10.2 23.7 55.9 63.2 69.6 83.1 359 403 441 522 400 429 8.1 10.8 29.3 75.5 83.7 433 482 532 629 500 10.0 12.0 42.8 92.8 104.3 115.6 600 669 736 871 635 8.8 9.9 11.0 13.2 59.3 122.0 137.3 152.0 182 791 882 971 1151 700 738 14.4 79.1 155.0 173.9 193.0 231 1009 1123 1237 1465 800 842 10.4 11.7 13.0 15.6 102.6 192.0 215.2 239.0 286 1255 1394 1537 1819 900 945 11.2 12.6 14.0 16.8 129.9 232.0 260.2 289.0 345 1522 1619 1864 2200 1000 1048 13.5 15.0 18.0 161.3 275.0 309.3 343.2 411 1811 2017 2221 2627 1200 13.6 15.3 17.0 20.4 237.3 373.7 420.1 465.9 558 2480 2758 3033 3586
 Nominal. Diameter. DE (mm) Outside. Wall Thickness (mm) Approximate. Weight of Socket (kg) Weight of Straight Section (kg/m) Total Weight of Standard Working Length L=6m (kg) K8. K9. K10. K")
7
Flow Chart Spectral analysis Blast furnace Spheroidization
Furnace refining Electric furnace Testing Mechanical properties Polishing ends & Inside of pipe Zinc coating Annealing Centrifugal casting Polishing cement Coating of big size of pipe Drying cement coating Hydro test beveling Cement coating Drying bitumen painting Testing & packing Bitumen painting Increasing temperature Final product

8
Resultant of iron ore & carbon burned
Raw Materials Resultant of iron ore & carbon burned Iron ore & carbon

9
Testing Silicon, Manganese, Phosphor
Testing Process Testing Sulfur Testing Silicon, Manganese, Phosphor

10
Melting Equipment Blast Furnace
Temperature increases very quickly to ensure a high production efficiency. Waste gas of blast furnaces will be recycled to annealing process.

11
Melting Iron The temperature of melting iron should be above 1400℃。
The percentage of sulfur is up to 0.01%-0.025% after desulfurization.

12
Adjusting the composition of melting iron
Add suitable quantity of steel scrap & silicon-iron into electrical furnace according to the composition of melting iron to meet the requirement Sampling and testing the composition of melt iron after the adjustment, confirming the quantity of magnesium and silicon added. C+1/3Si=CE= 4.2% ~ 4.6% (water cooling)
")
13
Sampling& Analysis It should be sampled under
200mm of melt iron surface from ladle. It should be sampled on ½ place between the middle of melt iron surface and wall ladle. Spectral analysis after sampled again.

14
Spheroidization Process
Less fog, less pollutant; Less residue,clean melt iron; The absorptivity of magnesium is high, but the temperature of melt iron reduced is slowly. Economical energy source Easy to control the composition of melt iron, the percent of magnesium resided is nearly fixed. The speed and quantity of magnesium added are the basis of quality of melt iron spheroidization

15
Composition of melt iron after spheroidization
Better quality melt iron spheroidized 3.4%≤C≤3.7% 2.0%≤Si≤2.4% Mg≥0.04% Re<0.030% S<0.020% P<0.08% Mn<0.4% Qualified melt iron spheroidized C≥3.2% 1.8%≤Si≤2.6% Mg≥0.035% Re<0.030% S<0.020% P<0.08% Mn<0.4%

16
Pull out the pipe from pipe mould
Centrifugal Casting Centrifugal casting Pull out the pipe from pipe mould

17
Quality Control & Test Quality control and test Visible test

18
Annealing Process It is needed to be annealed under high temperature for ductile iron pipe made by water cooling centrifugal casted ( ℃)
")
19
Elongation Test If there is no any small crack of pipe after test , HBS≤230HB and elongation ≥10%

20
Zinc Coating The density is not less than 130g/m2.
The minimum density is not less than 110g/m2. Higher density can be applied.

21
Weight of Zinc coating measured

22
Polishing the socket and spigot Polishing inside of pipe

23
Dimension of socket measured
Dimension of spigot measured

24
Mechanical properties test
Metallography Tensile test Ring pressed test

25
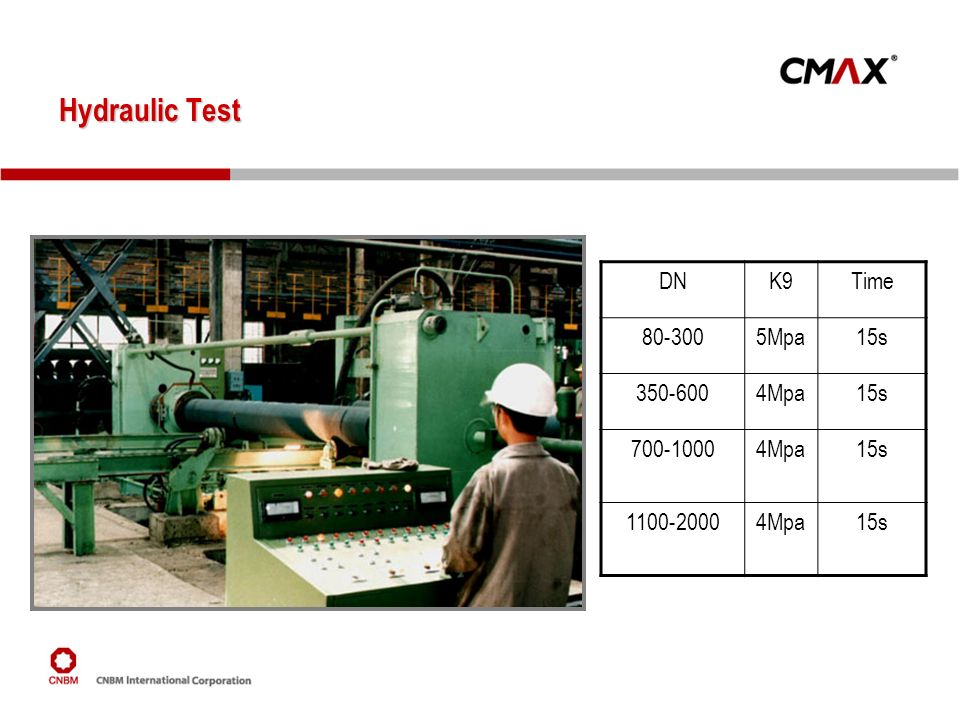
Hydraulic Test DN K9 Time 80-300 5Mpa 15s 350-600 4Mpa 700-1000
26
Wall thickness measured

27
Cement Coating Acc to ISO4179 standards and requirements Size
Thickness required DN80-300 3mm DN 5mm DN 6mm

28
Drying the cement Lining
The pipes should be put in drying pool after 15 min stayed in air which is steam press ≥0.1MPa,temperature>30℃-55 ℃ ,humidity≥85%,time>8 hours

29
Polishing the cement coating

30
Heat Treatment It should be painted bitumen when the temperature of pipe is up to 70-80℃.

31
Bitumen painted It is equal or more than 70um according to ISO2531 standard

32
Measure the thickness of bitumen coating

33
Drying The bitumen coating will be dry quickly under 60—70℃ when they are put in drying equipment.

34
Finished products in stock

35
Customers & Third party inspector

36
Pipes in truck

37
Pipes in containers

38
Pipes in bulk vessel

39
CNBM,CAST TODAY AND TOMORROW!

40
Look forward to having a prosperous future with you!
CNBM International Corporation Head Office: Tel: Fax: Mobil:

Similar presentations

 Co., LTD.>")









>")







