Download presentation
Presentation is loading. Please wait.

1
FILES AND FILING

2
OBJECTIVES IDENTIFY VARIOUS SHAPES OF FILES,THEIR USES,CARE,AND
MAINTENANCE

3
INTRODUCTION THE FILE IS ONE OF THE VERY IMPORTANT TOOL
IN THE METALWORKING INDUSTRY IN SHAPING AND FINISHING MACHINE PARTS WHICH COULD NOT BE AS WELL AND AS PRACTICABLY DONE BY MACHINE TOOLS.MASTERY OF ITS USE IS ONE OF THE SKILLS DIFFICULT TO ACQUIRE THAT ONE WHO HAS MASTERED FILING COULD CONSIDER IT AN ART.

4
NOMENCLATURE OF A FILE /FACE POINT HEEL EDGE

5
DISTINGUISHING FEATURES OF A FILE
Their Length, which is always measured from the heel to the point. Lengths of files vary from 3 to 20 inches. Their Kind (or name), which has reference to the various shape or style and special use of files, as distinguished by such technical names as Flat, Mill, Half Round, etc. Their Cut, which has reference to the character and the relative degrees of coarseness of the teeth.
, which has reference to the various shape or style and special use of files, as distinguished by such technical names as Flat, Mill, Half Round, etc. Their Cut, which has reference to the character and the relative degrees of coarseness of the teeth.")
6
CUTS OF FILES WITH REFERENCE TO THE CHARACTER OF THE TEETH
The Single Cut file has a single series of teeth. It is generally used for finishing.

7
The Double Cut file has two series of diagonal teeth
The Double Cut file has two series of diagonal teeth. The first of the cut is the overcut, the second the upcut. They are usually used for fast metal removal and where a rougher finish is permissible.

8
The Rasp Cut is a series of individual teeth produced by a sharp, narrow, punch-like cutting chisel. It is an extremely rough cut and is used principally on wood, leather, hoofs, aluminum, lead and similarly soft substances for fast removal of material.

9
The Curved Tooth files are used on the flat surfaces of aluminum and sheet.

10
FILING ACTION Straight filing consists of pushing file lengthwise-straight ahead or slightly diagonally across the work.

11
Drawing consists of grasping the file and pushing and drawing it across the work. Since all files are primarily designed to cut a longitudinal forward stroke , a file with a short–angle cut should never used for drawfiling, because of scoring or scratching instead of shaving or shearing. When properly done, draw filing produce a somewhat finer finish than straight filing.

12
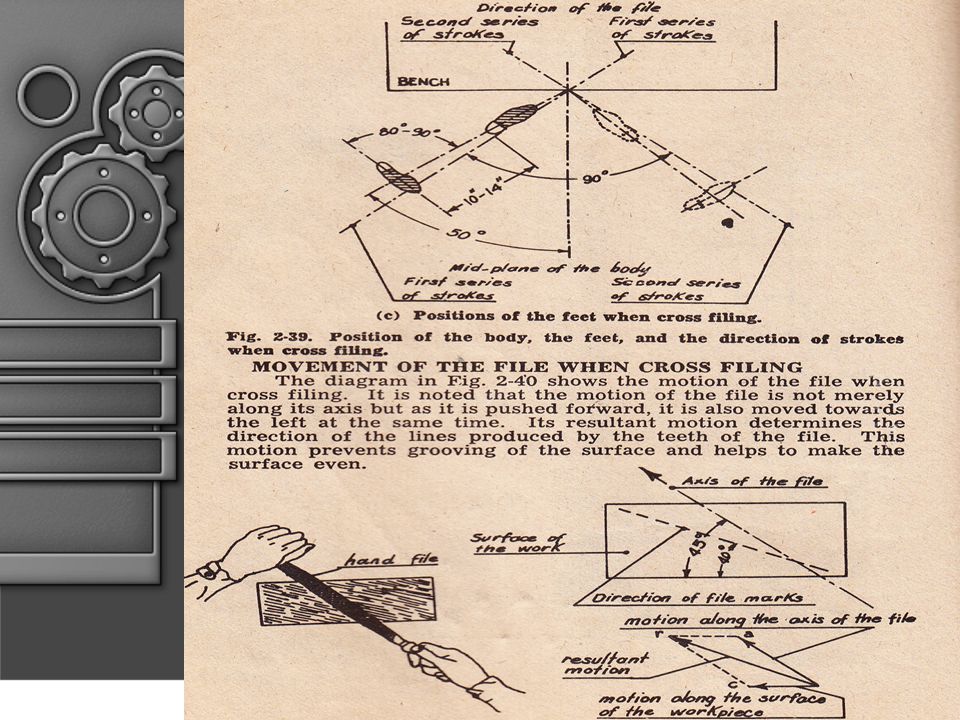
CROSS FILING IS A METHOD OF
FILING IN WHICH THERE ARE TWO SERIES OF STROKES CROSSING EACH OTHER AT AN ANGLE OF APPROXIMATELY 90 DEG.

13
CARE AND USES OF FILES File cuts only on the forward stroke, no pressure should be applied on the return stroke. It is best to make flatness checks often to easily determine where the high spots are, that have to be filed away. Files & their teeth are very hard & brittle; do not use them as a ply bar or as a hammer.

14
Files should be stored so that they are not in contact with any other file as this will lead one file to break the other. A dull file can be identified by its shiny, smooth teeth & by the way it slides over the work without cutting. A good filing speed is 40 to 50 strokes per minute,max.of 60 spm. The harder the material the slower the strokes should be; the softer the material the coarser the file should be.

15
Too much pressure on a new file may cause pinning (filings wedged in the teeth) w/c result scratches on the work surface. To remove pins use a file card, or piece of brass copper or mild steel & push it through the teeth. Do not use a scriber or other hard object to remove pins.

16
A file will not pin as much if some blackboard chalk is applied to the face.
To file a flat surface change the direction of the strokes frequently to produce a crosshatch pattern. A smooth finish is usually obtained by draw filing method using a single cut file.

17
FOUR CAUSES THAT MAKES OUR FILE DULL
Dulling of teeth is cause by the filing of the hard materials too fast. Not enough pressure is applied when filing causing only to rub the work piece.

18
There is too much pressure applied on return stroke.
When it deposits a thin coat of skin oil on the surface (work piece) during filing.
 during filing.")
19
DIFFERENT SHAPES OF FILES:
Mill File- is a single file, used mostly in smooth and second cut grades; it derives it s name from the fact that it was first used for filing mill saws.

20
Flat File- mostly are double cut and are preferred in bastard and second, cut grades, used when a first cutting file is needed, which produces comparatively rough finish.

21
Pillar File- is used for filing slot and key ways and for filing against shoulders

22
Square File – has a cross-section that is square and for filing against shoulders

23
Round File- has a cross-circular, cross-action, generally tapered
Round File- has a cross-circular, cross-action, generally tapered. It is used for enlarging round holes, for rounding irregular holes and for finishing fillets.

24
Three-Square File- Triangular in section with angle of 60°, it is generally used for filing internal angles that are less, than 90°, for clearing but squares corners and for filing taps, gutter and so forth.

25
Half-Round File- so named because one-half Is flat, other half rounded is a double cut file that is used when filing concave surface.

26
Knife File- is made of knife shape, tapered to the point is width and thickness used for finishing sharp corners of many kinds of slots and grooves.

27
Warding File- is rectangular in section, out tapers to a narrow point in the width, used mostly for locksmith for filing notches keys and locks

28
PLACING THE WORK AT PROPER HEIGHT
FOR GENERAL FILING,THE VISE SHOULD ABOUT ELBOW HEIGHT. FOR HEAVY FILING,IT IS WELL TO HAVE THE WORK LOWER. FOR FINE AND DELICATE IN NATURE,IT SHOULD BE RAISE NEAR TO THE EYE LEVEL.

29
HOLDING THE POINT OF THE FILE
FOR ROUGH FILING, WITH HEAVY PRESSURES,THE PALM OF THE HAND PRESSES ON TOP OF THE POINT OF FILE. FOR FINISH FILING, WITH HEAVY PRESSURE,THE THUMB IS PLACED PARALLEL WITH THE FILE POINTING TOWARDS THE HANDLE. FOR FINISH FILING, WITH LIGHT PRESSURE,THE THUMB IS PLACED AT RIGHT ANGLE WITH THE FILE.

31
POSITION OF THE FEET WHEN FILING
THE FEET SHOULD BE POSITIONED PROPERLY TO GIVE THE BODY THE NECESSARY BALANCE.WHEN FILING RIGHT HANDED,THE LEFT FOOT SHOULD POINT FORWARD IN THE DIRECTION OF THE POINT OF THE FILE.THE RIGHT FOOT SHOULD BE PLACED 10 TO 14 INCHES FROM THE HEEL OF THE LEFT FOOT AND AT RIGHT ANGLE WITH IT.

Similar presentations











 At. Post Pabal Dist. Pune 412403 www.vigyanashram.com www.techshala.com.>")







 being replaced by horiz band saws only cuts in one direction up to 24” x 24”>")