Download presentation
Presentation is loading. Please wait.

1
Under The Guidance OF Mrs.N.SudhaRani By B. Rajasekhar Ch.Madhubabu M. Ramya N.Ganesh varma Department of chemical engineering:BEC

2
Project statement Introduction of the product History of the product Properties Applications Advantages over other oxygenates Literature survey: comparison and selection of processes Flow sheet Material balances references

3
The purpose of this project is to determine the feasibility of constructing a chemical plant to manufacture 1,00,000 ton/y of MTBE by liquid phase catalysis of methanol and isobutylene using sulfuric acid catalyst. Both methanol and isobutylene are pure and available from natural gas and refinery cuts respectively. This project includes Simulation of flowsheet using chemcad- Simulation of PFR using MATLAB (or) spreadsheet. Specific equipment design for Heatexchanger Preliminary cost estimation and Plant design &layout.
 spreadsheet. Specific equipment design for Heatexchanger Preliminary cost estimation and Plant design &layout..")
4
MTBE(methyl tertiary butyl ether) belongs to oxygenates family eg: ethers, alcohols. It is a gasoline additive that boosts the oxygen content of gasoline which is also called as “an octane enhancer”. Results in significant reduction in air pollution from vehicle exhausts as it replaces TEL and TML. Can be used in concentrations on average of 8-10 weight % in gasoline.

5
MTBE production started and shooted up between 1970 - 1999 in US since the phase out of ‘lead’ in1970. US EPA ordered to stop its production in 1999 due to ground water contamination and to replace with ethanol. But EU of MTBE,Europe studies concluded that It does not pose danger to human health but tight controls are required on handling and storage. US EPA studies might be faulty. In Europe production approximately equals the demand and firmly stable in next few years. 8 Asian countries like Japan, China etc already phased out lead and started MTBE production. INDIA is in progress

6
Chemical Name: 2-methoxy-2- methyl-propane (IUPAC) Chemical Family: Alkyl ethers Form: At room temperature it is a highly volatile, flammable and colorless liquid. Common Names: MTBE Methyl tert-butyl ether tert-Butyl methyl ether CAS# : 1634-04-4 Formula: C 5 H 12 O Chemical Structure:

7
Molecular weight : 88.15 Elemental analysis Carbon content, wt% : 68.1 Hydrogen content, wt% :13.7 Oxygen content, wt% :18.2 C/H ratio :5.0 Density, g/cc at 25° :0.7352 at 30°C :0.7299 Reid vapor pressure at 25°C, psi- : 7.8 Boiling point, °C :55.0 Freezing point, °C : -108.6 Critical properties: temperature(Tc),°K: : 510 pressure (Pc),Pa :3.31*e5 volume(Vc),m3\kmol :0.329
,°K: : 510 pressure (Pc),Pa :3.31*e5 volume(Vc),m3\kmol :0.329")
8
Solubility of MTBE in water at 25°C, wt%: :<5 Viscosity at 37.8°C, cSt :11.7 Refractive index at 20°C :1.3694 Surface tension, din/sqrcm :19.4 Latent heat of vaporization at 25°C, Cal/g :81.7 Specific heat at 25°C, Cal/g°C :0.51 Flammability limits in air Lower limit, vol% :1.5 Upper limit, vol% :8.5 Auto ignition temperature, °C :425 Flash point, °C : -30 Blending octane number RON :117 MON :101 (RON+MON)/2 :110
/2 :110")
9
90% of total production of MTBE is used as an antiknocking agent. Remaining 10% To produce highly reactive polyisobutylene, butylrubber, methylmethacrylate. As a solvent replaced with diethyl ethers to improve the miscibility of other solvents. In clinical medicine to dissolve the cholesterol gall stones.

10
Other oxygenates are Ethers: TAME,TAEE,ETBE, Alcohols: ethanol, methanol. Ethers have comparatively: low RVP low vaporization temperature low flame temperature and high octane number. Among ethers MTBE is proven to be economically effective as its physical, chemical properties are compatible with gasoline especially its boiling range. Higher octane number than other ethers.

11
There are three types of MTBE production plants: Refinery/Petrochemical plants: uses Isobutylene, produced as a byproduct in refinery catalytic crackers. Merchant plants: Merchant plants uses normal butane to isobutane, dehydrogenate isobutane to isobutylene TBA plants: TBA plants uses tertiary butyl alcohol (TBA) as a byproduct of the propylene oxide production process. Another raw material is methanol for all plants
 as a byproduct of the propylene oxide production process. Another raw material is methanol for all plants.")
12
Type of plantProduction cost per daily barrel of capacity Yield of MTBEconclusions Refinery chemical plants $6,000 - $10,000 99.5%Smallest and least expensive Merchant plants $20,000- $28,000 83.5-93.5%Large area and highly expensive TBA plantsLess than $15,000 98%Only two plants are available out of the world as availability of TBA is low.

13
Refinery plants are proven to be least expensive which can also work on less purity raw materials. Operated in only liquid phase with either solid or liquid phase acid catalysts. Solid phase catalysed process Liquid phase catalysed process Acidified ion exchange catalysts eg: zeolites, amberlyst etc. Available at low cost Main disadvantage is regeneration cost is too high. Acids such as H 2 SO 4, HCL etc. Also available at low cost Catalyst can be recovered as pure can be reused.

17
Basis :100,000 ton/y of MTBE with on-stream factor of 0.9. Reactants mole ratio (CH 3 OH to C 4 H 8 ):- 1.1 Product in kmol/h : 100,000*1000/(328*24*88.15)=144.1 Feed requirements to produce 144.1kmol/h of mtbe: C 4 H 8 == 162.46 kmol/h (144.1/0.895) CH 3 OH == 178.7 kmol/h (1.1*162.46) Sulfuric acid== 7.57 kmol/h (5wt% of reaction mixture) Molecular weights(kg/kmol): C 4 H 8: 56.1 CH 3 OH:32.04 Sulfuric acid:98 MTBE:88.15
:- 1.1 Product in kmol/h : 100,000*1000/(328*24*88.15)=144.1 Feed requirements to produce 144.1kmol/h of mtbe: C 4 H 8 == kmol/h (144.1/0.895) CH 3 OH == kmol/h (1.1*162.46) Sulfuric acid== 7.57 kmol/h (5wt% of reaction mixture) Molecular weights(kg/kmol): C 4 H 8: 56.1 CH 3 OH:32.04 Sulfuric acid:98 MTBE:")
18
Reactor Separator 1 Washer Separator 2 Distillation column 1 Distillation column 2 Mixers-1,2,3

19
Conversion= 89.5% 1 mole of isobutene requires 1mole of methanol to produce 1mole of product(from reaction stoichiometry) Mole flow inlet (kmol/hr) Mass flow inlet (kg/hr) Mole flow out (kmol/hr) Mass flow Out (kg/hr) Methanol178.70025725.91233.40781070.453 Isobutene162.46039115.15117.167963.24 Sulfuric acid 7.57742.45777.57742.45 MTBE0.436847738.508145.729212846.03 water0.066131.19130.066131.191373 Total349.23515623.37203.94415623.37
 Mole flow inlet (kmol/hr) Mass flow inlet (kg/hr) Mole flow out (kmol/hr) Mass flow Out (kg/hr) Methanol Isobutene Sulfuric acid MTBE water Total")
20
Total mass flow rate in = 15623.37kg/h Total mass flow rate out=741.59+14881.78 = 15623.78kg/hr IN RATE = OUT RATE Sulfuric acid recovery= 97% and methanol=2% from bottom Top and washer inlet(kg/hr) Bottom and mixer 3 inlet Methanol 1049.04421.040906 Iso-butylene 963.24110 sulfuricacid 22.2737720.184 MTBE 12846.030 water 1.1910 Total mass rate 14881.78741.59
 Bottom and mixer 3 inlet Methanol Iso-butylene sulfuricacid MTBE water Total mass rate")
21
Total mass flow rate in= seperator1 top+ fresh water in= = 14881.78+594.495=15476.28 kg/hr Total mass rate out= 15476.28 kg/hr ComponentsWasher outlet and Seperator 2 inlet(kg/hr) methanol 1049.044 Iso-butylene 963.2411 Sulfuric acid 22.27373 water 595.6864 mtbe 12846.03 total15476.28
 methanol Iso-butylene Sulfuric acid water mtbe total")
22
99.8% of MTBE 100% of isobutene is removed from the top. Water and methanol from the bottom. Total mass in =15476.28 kg/hr Total mass out = 13832.88+164.398=15476.28 kg/hr Sep 2 top and distillation 1 feed(kg/hr) Sep 2 bottom and distillation 2 Feed(kg/hr) methanol49.30505999.7386 Isobutylene963.24110 Sulfuric acid022.27 MTBE12820.3325.69173 Water0595.6864 total13832.881643.398
 Sep 2 bottom and distillation 2 Feed(kg/hr) methanol Isobutylene Sulfuric acid MTBE Water total")
23
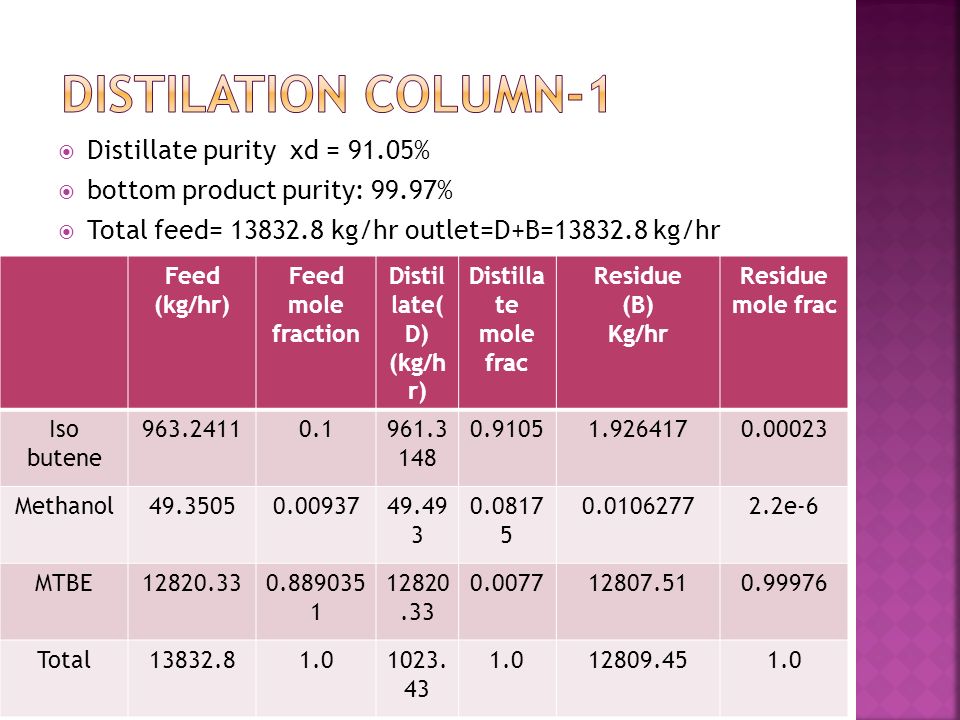
Distillate purity xd = 91.05% bottom product purity: 99.97% Total feed= 13832.8 kg/hr outlet=D+B=13832.8 kg/hr Feed (kg/hr) Feed mole fraction Distil late( D) (kg/h r) Distilla te mole frac Residue (B) Kg/hr Residue mole frac Iso butene 963.24110.1961.3 148 0.91051.9264170.00023 Methanol49.35050.0093749.49 3 0.0817 5 0.01062772.2e-6 MTBE12820.330.889035 1 12820.33 0.007712807.510.99976 Total13832.81.01023. 43 1.012809.451.0
24
Total feed (SEP 2 bottoms),F =1643.398 kg/hr Dstillate purity.x d= 0.9977, Feed F = 1643.398 kg/hr =(D+B)= (1024.618+618.772)kg/hr Feed (kg/hr) (F) Feed mole frac Distillate (kg/hr) (D) Distillate Mol frac Resdue (kg/hr) (B) Residue Mole frac Methanol999.73860.4816997.73920.988641.999490.00187 Water595.68640.51031.1913730.00209594.4950.991302 Sulfuric acid 22.270.0035050022.2730.00682 MTBE TOTAL 25.69173 1643.398 0.004498 1.0 25.68779 1024.618 0.009252 1.0 0.00394 618.772 0 1.0
,F = kg/hr Dstillate purity.x d= , Feed F = kg/hr =(D+B)= ( )kg/hr Feed (kg/hr) (F) Feed mole frac Distillate (kg/hr) (D) Distillate Mol frac Resdue (kg/hr) (B) Residue Mole frac Methanol Water Sulfuric acid MTBE TOTAL")
25
Mixer 1: Inlet streams: fresh methanol + recycle stream from distillation column 2: 4657.9468+1024.61 =5682.07 kg/hr Outlet stream flow rate =5682.07 kg/hr. Mixer 2: Inlet streams= mixer1 outlet +fresh isobutene+ recycle stream from distillation column 1: =5682.08+8153.845+1023.43 =14859.36 kg/hr Outlet flow rate =14859.36 kg/hr Mixer 3: inlet streams = mixer 2 outlet + fresh sulfuric acid + recycle stream from seperator 1 =22.27374+14859.36+741.5931 =15623.23kg/hr Outlet mass flow rate = 15623.23 kg/hr.

26
History,properties, applications: Hand book of MTBE by “Hamid and Ali” Literature survey; www.eia.doe.gov wikipedia.org Hand book of MTBE by “Hamid and Ali” Chemical reaction kinetics: “kinetics of MTBEcatalyzed by sulfuric acid ” an article By ADNANM.AL JARALLAH and A.K.K LEE. Mass balances: “chemical process principles” standard text books process flow sheet and description: “Economics of the new MTBE design ” an article By ADNANM.AL JARALLAH

27
Energy balances Simulation of PFR Specific equipment design Plant location and layout Health and safety factors Preliminary cost estimation etc

Similar presentations





>")

















