Download presentation
Presentation is loading. Please wait.

1
Prepared by MetalKraft Industries Powdered Metallurgy : The Basics

2
Prepared by MetalKraft Industries Basics of P/M Highly developed method of manufacturing precision metal parts Made by mixing elemental or alloy powders then compacting the mixture in a die. The resulting shape is sintered in an atmosphere controlled furnace to convert mechanical bonds into metallurgical bonds. Basically a ”chip-less” process, P/M uses roughly 97% of the starting material in the finished part.

3
Prepared by MetalKraft Industries Advantages of P/M Versatile in numerous industries Eliminates or minimizes machining Minimizes scrap Maintains close dimensional tolerances Permits a wide variety of alloy systems Facilitates manufacture of complex shapes which would be impractical with other processes Provides excellent part to part repeatability Cost Effective Energy and environmentally efficient

4
Prepared by MetalKraft Industries Basic P/M Steps Raw Material Mixing Forming Sintering Optional Operations Finished Products

5
Prepared by MetalKraft Industries Mixing Elemental, partially alloyed or pre-alloyed metal powders are first blended with lubricants to produce a homogeneous mixture.

6
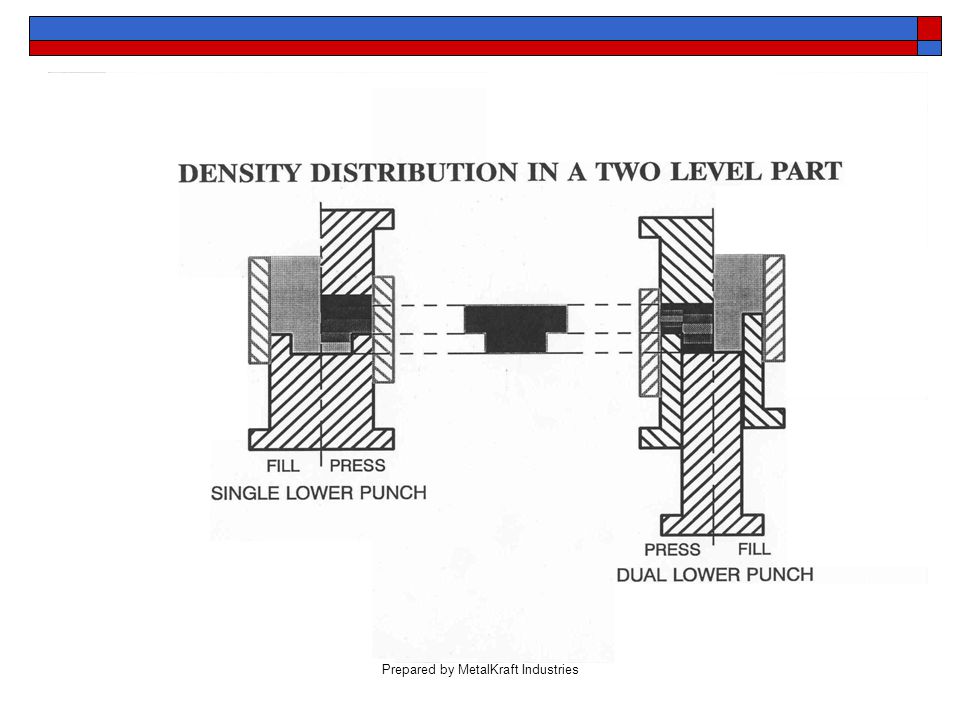
Prepared by MetalKraft Industries Compaction A controlled amount of a mixed powder is gravity fed into a precision die and then compacted. Compaction occurs at room temperature, at a pressure range of 25-50 tons per sq. in. Compacting the loose powder produces a “green compact” which, with conventional pressing techniques, has the size and shape of the finished part when ejected from the press. Green compacts have sufficient strength for in-process handling. Typical compaction techniques use rigid dies, set into mechanical or hydraulic presses.

7
Prepared by MetalKraft Industries Conventional Mechanical Press

8
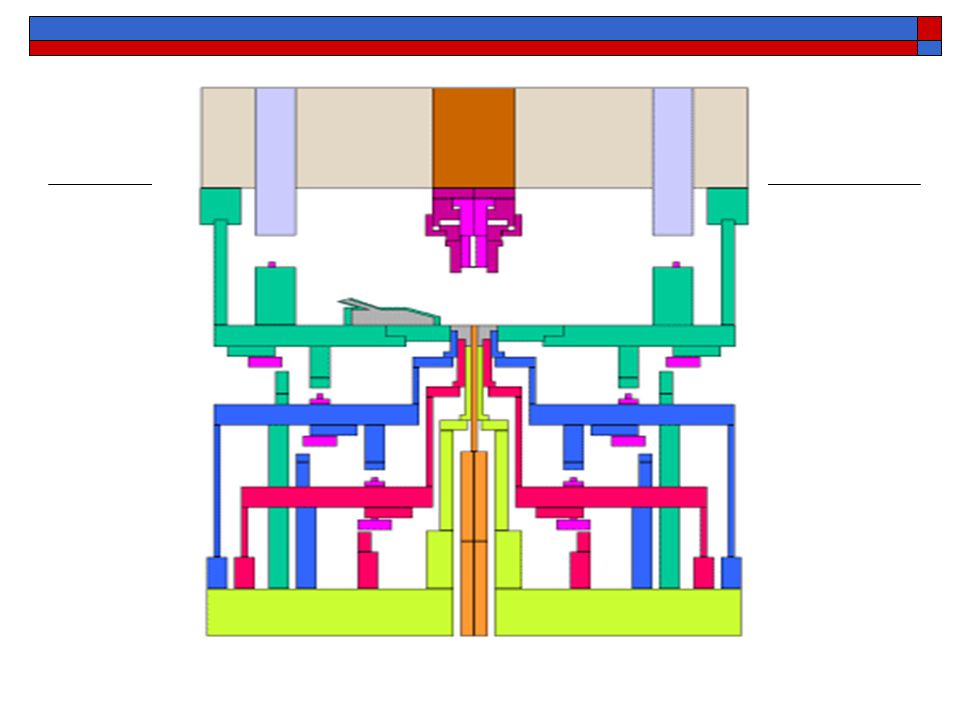
Prepared by MetalKraft Industries Compaction Tooling

9
Prepared by MetalKraft Industries Compaction Cycle 1. Cycle Start 2. Charge die w/powder 3. Compaction begins 4. Compaction complete 5. Ejection of compact 6. Recharging of die

10
Prepared by MetalKraft Industries

14
Sintering Typically, the “green compact” is placed on a mesh belt which then moves slowly through a controlled atmosphere furnace. The parts are heated below the melting point of the base metal, held at the sintering temperature, then cooled. Basically a solid state process, sintering transforms compacted mechanical bonds between powder particles into metallurgical bonds. Typical sintering temperatures for ferrous based metals range from 2050- 2100 degrees F. Standard cycle times range from 2-3 hours.

15
Prepared by MetalKraft Industries Conventional Furnace Profile

16
Prepared by MetalKraft Industries Optional Operations

17
Prepared by MetalKraft Industries Optional Operations

18
Prepared by MetalKraft Industries Powdered Metallurgy: Design Considerations

19
Prepared by MetalKraft Industries Material Selection

20
Prepared by MetalKraft Industries Design Considerations Dimensional accuracy depends upon: Control of powder composition Size of dimension Control of powder fed to the tools with each stroke Control of press and tooling variables Control of sintering variables

21
Prepared by MetalKraft Industries MPIF Reference Tolerance Guide Typical tolerances for ferrous P/M components up to 2.00 inches in dimension Tolerances, inch/inch CharacteristicPracticalPossible Length±.005±.003 Inside Diameter±.002±.001 Outside Diameter±.002±.001 Concentricity.006.004 Flatness on Ends±.002±.001 Parallel of Ends±.0015±.001

22
Prepared by MetalKraft Industries Design Details Fillets and Radii Tooling with such fillets are more economical, longer lasting Parts made with generous fillets are more economical Parts made with fillets have greater structural integrity

23
Prepared by MetalKraft Industries Design Details Holes in the pressing direction can be round, D- Shaped, keyways or splines Wall thickness is all important; walls thinner than.060 inches are avoided. Flatness depends on part thickness and surface area. Thin parts tend to distort more than thick parts Chamfers rather than radii are necessary on part edges

24
Prepared by MetalKraft Industries Questions:

Similar presentations




>")




>")



 Parts Produced From Water Atomized Powder With Properties Comparable To Wrought Steel Richard R. Phillips.>")

 - 1 Powder Metallurgy. MECH152-L22-1 (1.0) - 2 Typical Parts.>")




 Ceramics( 세라믹 ) Glasses( 유리 ) Associate Professor Su-Jin.>")