Download presentation
Presentation is loading. Please wait.

2
1st Year Apprenticeship

3
Metal Work In this block you will learn about: Metals and their properties Deformation effects after impact Tools used for effective repair Stretching and shrinking Paintless dent removal

4
Body Steels Hot rolled –thickness ranges 2-8 mm –generally used for full frames, sub frames (unibody) and crossmembers Cold rolled –hot rolled, acid rinsed, cold rolled thin, then annealed –better surface quality –good workability –most unibody panels are cold rolled steel –stamping process increases strength
 and crossmembers Cold rolled –hot rolled, acid rinsed, cold rolled thin, then annealed –better surface quality –good workability –most unibody panels are cold rolled steel –stamping process increases strength")
6
Cold Rolling Mill to Stampings

7
Grain Structures of Steel HSLA Mild Steel

8
Properties of Steel Mild Steel HSS HSLA UHSS AHSS up to 30,000 psi yield strength 30 - 70,000 psi yield strength 75 - 100,000 psi yield strength 100- 160,000 psi yield strength 110 – 180,000 psi yield strength

9
HSS Gets its initial strength during the heating/cooling treatment from the steel manufacturer Is used mainly for load bearing components in the body structure, however more commonplace today throughout entire body structure May be repaired cold or with controlled heat More difficult to repair than mild steel Yield strength of up to 70,000 psi. Lack of available identification for HSS means treat all steel as HSS!

10
HSLA Like HSS except varying alloying elements (chemicals) are added during the manufacturing process to increase its strength (yield and tensile) May be reworked cold or with controlled heat application Found in areas such as: –Door intrusion beams –Bumper reinforcements –Lock pillars –Front and rear frame rails –Hinge pillars (A,B,C) Yield strength up to 110,000 psi.
 are added during the manufacturing process to increase its strength (yield and tensile) May be reworked cold or with controlled heat application Found in areas such as: –Door intrusion beams –Bumper reinforcements –Lock pillars –Front and rear frame rails –Hinge pillars (A,B,C) Yield strength up to 110,000 psi.")
11
UHSS/AHSS The strongest of the structural steels found in today's automobiles Often referred to as Boron, Martensitic, Dual phase steels Found in these areas: –Front and rear bumper reinforcements –intrusion beams –A,B,C pillars (some vehicles) No heat whatsoever is to be applied to any component of this designation!No heat whatsoever is to be applied to any component of this designation! These steels are generally not repairable Require special considerations when removing/sectioning

13
Identification of Steels Location and application of HSS steels vary widely from manufacturer to manufacturer Sources of information include: –OEM body repair manuals –Internet sources (OEM approved)Internet sources –Mitchell manuals (estimating manuals) If you cannot positively identify the makeup of a component, you must treat it as HSS!If you cannot positively identify the makeup of a component, you must treat it as HSS!
Internet sources –Mitchell manuals (estimating manuals) If you cannot positively identify the makeup of a component, you must treat it as HSS!If you cannot positively identify the makeup of a component, you must treat it as HSS!")
14
HSS Locations

15
Part Loading Tension: a load that tries to pull parts straight apart Compression a load that forces parts straight into one another Shear A load that pulls sideways Cleavage a load that pulls parts away from each other at an angle Peel a load that pulls parts straight away from one another

16
Loads present during a collision

17
Terminology Yield strength: –The minimum amount of force any piece of metal can resist without bending or deforming permanently Yield Point: –The amount of force that a piece of metal can resist without tearing or breaking Tensile strength –is measured as the maximum force per unit of area that causes a complete fracture of break

18
Terminology Work Hardening –Is the upper limit of plastic deformation, causing the metal to become hard in the bent area Malleability –is the property which allows deformation under compression or upsetting (shrinking) Elasticity –is the ability of the metal to be bent or stretched and spring back to its original shape
 Elasticity –is the ability of the metal to be bent or stretched and spring back to its original shape")
19
Terminology Plasticity : –The property that permits metal to change shape when sufficient force is applied to it Plastic Deformation : –The ability of the metal to be bent or formed into different shapes ( bent beyond its elastic limit) Elastic Deformation: –The ability of the metal to be stretched or bent and return to its original state
 Elastic Deformation: –The ability of the metal to be stretched or bent and return to its original state")
20
Terminology Torsional strength is the property of a material to withstand a twisting force Shear Strength is a measure of how well a material can withstand forces acting to cut or slice it apart Compressive Strength is the property of a material to withstand being crushed

21
Metal Strength Terminology

22
Elastic DeformationPlastic Deformation

23
Terminology Rigidity: –Opposite of plasticity. example: Cast iron will not bend or deform, it will only break under load Ductility: –ability of a metal to plastically deform without breaking or fracturing, with the cohesion between the molecules remaining sufficient to hold them together

24
Heat and Sheet Metal The point at which Steel melts is 2600 Degrees F We should know the effects of the temperature change between 400 - 1600 degrees F. Three Effects: scaling changes in grain structure expansion and contraction

25
Temperature and Colour Change Light film of scale (iron oxide) 430 F Light film of scale (iron oxide) 430 F Pale yellow / Straw / Brown / Purple / Light Blue Pale yellow / Straw / Brown / Purple / Light Blue Dark Blue / 600 degrees F Dark Blue / 600 degrees F Reddish Glow / 900 degrees F Reddish Glow / 900 degrees F Blood Red / Dark Cherry 1200 F Blood Red / Dark Cherry 1200 F Cherry Red 1550 degrees F Cherry Red 1550 degrees F Critical Point 1600 degrees F Critical Point 1600 degrees F Temperature and Colour Change Light film of scale (iron oxide) 430 F Light film of scale (iron oxide) 430 F Pale yellow / Straw / Brown / Purple / Light Blue Pale yellow / Straw / Brown / Purple / Light Blue Dark Blue / 600 degrees F Dark Blue / 600 degrees F Reddish Glow / 900 degrees F Reddish Glow / 900 degrees F Blood Red / Dark Cherry 1200 F Blood Red / Dark Cherry 1200 F Cherry Red 1550 degrees F Cherry Red 1550 degrees F Critical Point 1600 degrees F Critical Point 1600 degrees F
 430 F Light film of scale (iron oxide) 430 F Pale yellow / Straw / Brown / Purple / Light Blue Pale yellow / Straw / Brown / Purple / Light Blue Dark Blue / 600 degrees F Dark Blue / 600 degrees F Reddish Glow / 900 degrees F Reddish Glow / 900 degrees F Blood Red / Dark Cherry 1200 F Blood Red / Dark Cherry 1200 F Cherry Red 1550 degrees F Cherry Red 1550 degrees F Critical Point 1600 degrees F Critical Point 1600 degrees F Temperature and Colour Change Light film of scale (iron oxide) 430 F Light film of scale (iron oxide) 430 F Pale yellow / Straw / Brown / Purple / Light Blue Pale yellow / Straw / Brown / Purple / Light Blue Dark Blue / 600 degrees F Dark Blue / 600 degrees F Reddish Glow / 900 degrees F Reddish Glow / 900 degrees F Blood Red / Dark Cherry 1200 F Blood Red / Dark Cherry 1200 F Cherry Red 1550 degrees F Cherry Red 1550 degrees F Critical Point 1600 degrees F Critical Point 1600 degrees F")
27
Low Crown High Crown Reverse Crown

28
Buckles Buckles occur when metal has been bent past it’s elastic limit Work hardening has occurred and a new shape is formed The buckles found in indirect damage are as follows: –simple hinge –collapsed hinge –simple rolled –collapsed rolled

29
Direct and Indirect Damage

30
Impact effect on a High Crown

31
Effect of damage on a Low Crown Panel

32
Effect of impact on a combination High / Low Crowned Panel Tension can only be removed by “unlocking” the pressure areas

33
Combination of Buckles simple hinge buckle two types of rolled buckles Collapsed hinge buckle

34
Steps in Unlocking Damage First in last out

35
“Collapsed Roll Buckle”

37
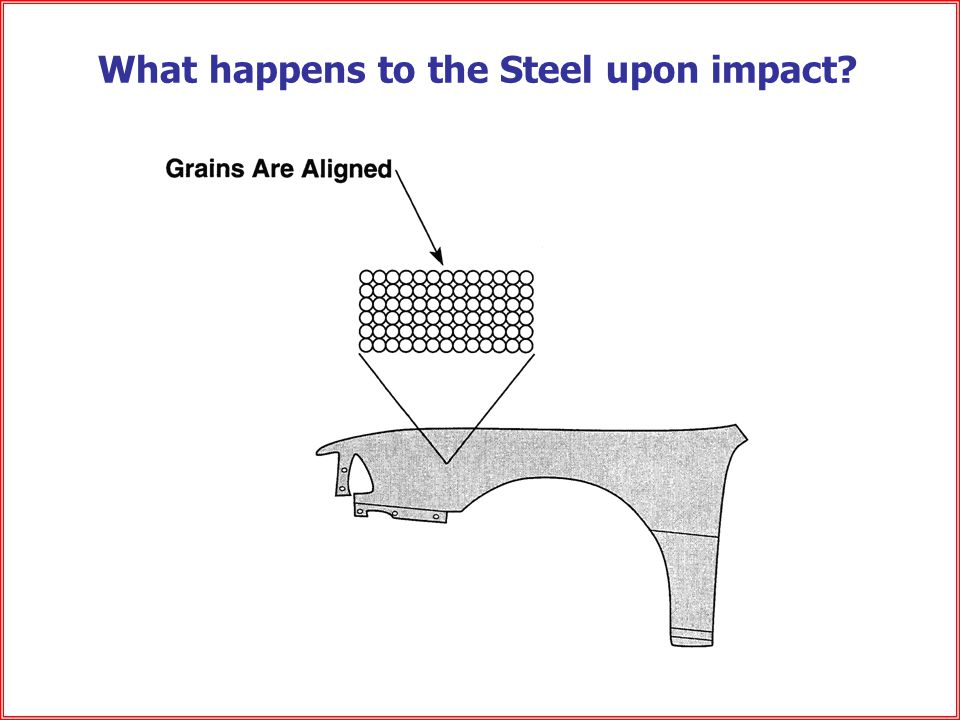
What happens to the Steel upon impact?

38
In this case, the damage (Hinged Buckle) has caused severe damage to the molecular structure
 has caused severe damage to the molecular structure")
41
Hammering helps the atoms to ‘vibrate’ back into shape, or order

42
Tools Hammers Dollies Spoons Dent pullers Body picks Oxy-Acetylene Body files

43
Body Hammers

44
Hammers

45
Holding the Body Hammer

46
Dollies

47
Holding the Dolly

48
Using the Corner of the Dolly

49
Using the Edge of the Dolly

50
Using the Dolly as a tool for bumping

51
Spoons

52
Uses of the Body Spoon Can be used as a dolly in hard to reach areas When used with due care, can be used for leverage Great tool for dispersing the force of a hammer blow

53
Body Picks

54
Body Puller Set (Slide Hammer)
")
55
Pull Rods

56
Other Body Working Tools Pry Bars Suction Cups Stud Welders Porta-spot Dent Pullers Body Files Slap Files Hydraulic Porta-Power

57
Dent Removal Tools

58
Dent Removal Systems Dent Removal Systems

59
Hammer Maintenance

60
Depending on the condition of your hammer, several steps may need to be taken to restore the ‘mirror’ finish to the surface on the face of the hammer. From filing to wet sanding and polishing.

61
Locating Damage Visually Physically Mechanically

62
Use your sense of sight and the reflection of a light source as a means of damage identification If a visual reference is not possible, feeling for damage will be more than satisfactory

63
Mechanical Methods

64
Hammer and Dolly Variables: Force of hammer blow Force of Dolly rebound Shape of Dolly Working distance Hammer on Dolly

65
Hammer off Dolly

66
Metal Fundamentals Properties of steel Working the metal Heat Shrinking

67
Detecting an ‘Oil Can’ or stretched area Time to Shrink!

68
Shrinking Shrinking Procedure - Hold torch at right angle to panel - heat metal to desired degree - place dolly behind area to be shrunk - hammer area from centre out - quench immediately with wet sponge

70
Cold Shrinking

71
Using a Carbon Rod for heat shrinking

72
Repair Plan Determine the extent of the damage Removal of moulding, emblems, or sound deadening materials from behind panels Roughing out dents with hammer, puller, or pry bar Metal finishing with hammer, dolly and body file Panel shrinking Removal of small dents and bulges Filling with body filler Filing, sanding, and priming the fill area Rustproofing the back side of panels Completion of repairs

73
End of Metal Repair Fundamentals

Similar presentations