Download presentation
Presentation is loading. Please wait.

1
Heat Treatment of metals
Damian Keenan Summerhill College March 2013

2
Fundamental Metallurgy Terms
Cementite - Iron carbide Fe3C chemical compound of iron and carbon

4
Fundamental Metallurgy Terms
Ferrite - Pure iron Cementite - Iron carbide Fe3C chemical compound of iron and carbon Pearlite - Grain structure resulting from a mechanical combination of ferrite and cementite in layer formation.

5
Terms cont. Austenite will dissolve carbon and alloying elements.
Austenite - grains of ferrite and pearlite change when steel is heated to transformation temperature. Austenite will dissolve carbon and alloying elements. Martensite - Formed when carbon steel is rapidly cooled by quenching. Untempered martensite is the hardest and most brittle of the microstructures.

7
Heat Treatment An operation, or series of operations, involving the heating and cooling of steel in the solid state to develop the required properties. Related to the crystalline structure of carbon and iron.

8
Heat Treatment Low carbon steels are generally used as rolled and in most cases do not respond well to heat treating High carbon steels and alloys use heat treatment as the means of achieving the ultimate property capabilities on the metals

9
Four Types Stress Relieving Normalizing Annealing
Hardening and Tempering

10
Stress Relieving Reduces internal stresses that may have been caused by machining, cold working or welding. Heat the metal to a temperature below the critical range (1100ºF) Hold until temperature is reached throughout the piece. Allow to cool slowly
 Hold until temperature is reached throughout the piece. Allow to cool slowly.")
11
Normalizing Promotes uniformity of the structure and alters mechanical properties. The steel is heated to a determined temperature above the critical range ( º F) Cooled to below that range in still air. Molecular structure changes Results in higher strength, hardness, and less ductility Cools faster than stress relieving or annealing
 Cooled to below that range in still air. Molecular structure changes. Results in higher strength, hardness, and less ductility. Cools faster than stress relieving or annealing.")
12
Annealing May be used for the following: To soften steel
To develop a structure like lamellar pearlite or spheroidized carbide. To improve machinability or facilitate cold shaping To prepare the steel for additional heat treatment

13
Annealing cont. to reduce stress to improve or restore ductility
to modify other properties Steel is heated to a point at or near the critical range ( ºF) Cooled slowly at a predetermined rate.
 Cooled slowly at a predetermined rate.")
14
Hardening and Tempering
Hardens the metal and tempering reheats to relieve internal stress. Uses 3 operations: Heating the steel above the critical range, so it approaches a uniform solid solution Hardening the steel by quenching in oil, water, brine or fused salt bath Tempering by reheating to a point below the critical range to get the proper combination of strength and ductility

15
Hardening and Tempering
Molecular structure changes to small grain Austenite Quenching locks in hard structure Reheating and tempering to relieve brittleness and make the steel tough

16
Fundamental Metallurgy
Metal structures determined by molecular shapes Body centered cube 9 atoms: 8 at cube corners and 1 in the center Can be worked cold

17
Fundamental Metallurgy
Metal structures determined by molecular shapes Face centered cube 14 atoms: 8 at cube corners and 1 each on the six faces Not plastic and cannot be worked cold

18
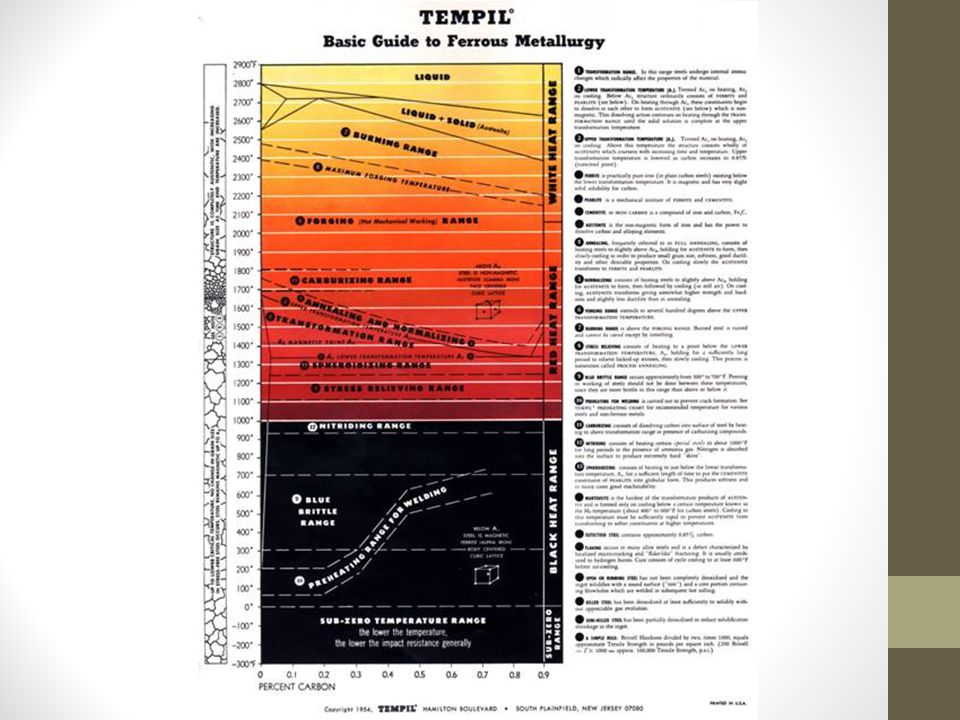
Basic Guide to Fundamental Metallurgy
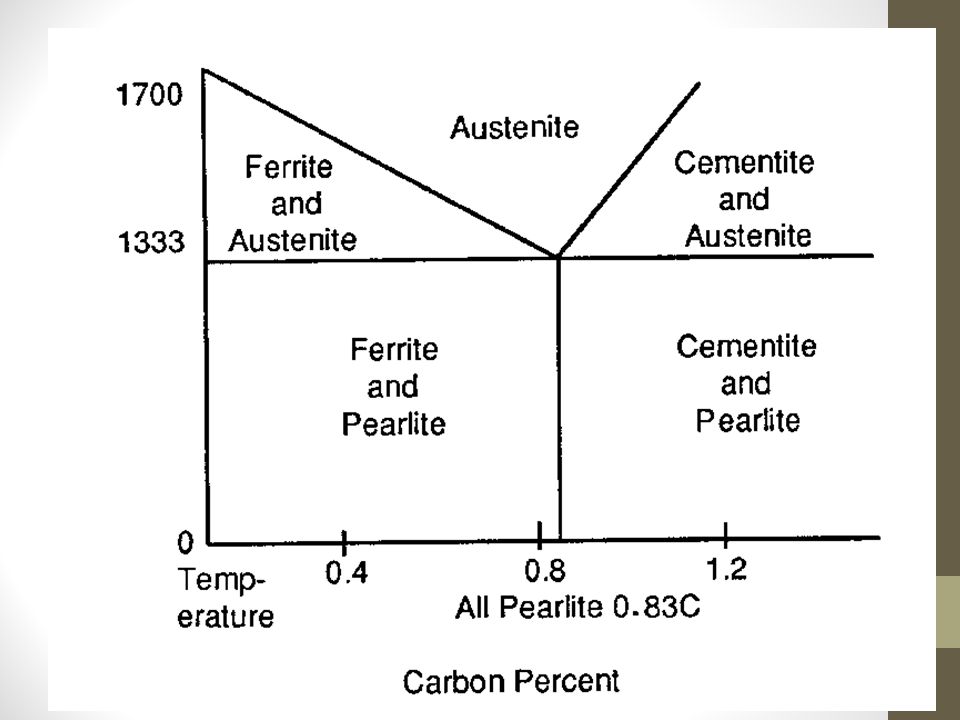
Grain size is unchanged as temperature increases from ambient (room temperature) up to transformation range At extremely low temperature, impact resistance is low In the transformation range, grain size becomes small as temperature increases Transformation (critical temperature) is the lowest at the 0.83% Carbon (Eutectoid steel) level
 up to transformation range. At extremely low temperature, impact resistance is low. In the transformation range, grain size becomes small as temperature increases. Transformation (critical temperature) is the lowest at the 0.83% Carbon (Eutectoid steel) level.")
19
Basic Guide to Fundamental Metallurgy
Lower carbon levels have a higher critical temperature Carbon steels are body centered cubic structures at room temperature and are a face centered cubic structure at the transformation temperature

21
Hardenability and Weldability are influenced by four factors
Carbon content – Weldable .35% C Hardenable Heating Cycle – maximum temperature Cooling Cycle – minimum temperature Speed of cooling

22
Methods of Hardening Steel
Quenching Brine – severe, fast Cold water – medium rate Warm Oil – slow rate Tempering – reheating and re-quenching at temperature desired Cold chisel – allow heat from upper end to reheat lower portion

23
Surface Hardening Benefits Resists wear and deformation
Two zones result, avoiding brittleness Surface hardness is increased without sacrificing desirable mechanical properties

24
Surface Hardening Flame Hardening
Heating steel to above the critical temperature by use of a flame Followed by quenching Can harden small areas (i.e., push rod ends)
")
25
Surface Hardening Induction Hardening
Heat is generated by electrical induction Frequency between 1000 to 3,000,000 cycles per second used Maximum hardness by these two processes is a function of the carbon content Used on: gears (teeth), shafts, cams, crankshafts, cylinders, and levers
, shafts, cams, crankshafts, cylinders, and levers.")
26
Surface Hardening Carburizing
Hardening the surface in the presence of a carbonaceous material as a gas, solid, or liquid Surface is hardened and the core remains as original material The depth of the case acquired is governed by temperature, time, activity of carburizing medium, and the analysis of the ferrous alloy used. Since hardness increases with carbon content, increasing the carbon content of the surface of a low carbon steel (by diffusion) results in high hardness at the surface and toughness at the core
 results in high hardness at the surface and toughness at the core.")
27
Surface Hardening Pack or Box Carburizing
Work is placed in a pack or box filled with a solid carburizing agent Heated to º F CO reacts with steel and dissolves into austenite Quench harden after heating, or let cool slowly and reheat and quench after working

28
Surface Hardening Liquid carburizing
Molten salts containing cyanides and chlorides Heat to º F and place work in cyanide salt solution Length of time determines thickness of surface hardened Quench in oil or brine after removing from salt solution No moisture can be on metal when placed in salt solution or an explosion could result

Similar presentations










>")





 depend on their: Structure Processing history and Composition Engr 241.>")


