Download presentation
Presentation is loading. Please wait.

1
CO 2 Capture by Aqueous Absorption/Stripping Presented at MIT Carbon Sequestration Forum VII By Gary T. Rochelle Department of Chemical Engineering The University of Texas at Austin October 31, 2006 rochelle@che.utexas.edu

2
Outline Absorption/Stripping: THE technology MEA: not a bad solvent alternative –Stripper Energy favored by greater H abs –Mass Transfer Requires Fast Kinetics –MEA Makeup and Corrosion Manageable Optimized systems approach 1.5 x ideal W Critical Opportunities & Needs for R, D, D, & D Now the time to plan Demo and Deployment

3
Capture by Aqueous Absorption The Critical Technology For Coal Combustion in “existing” power plants that are an important, growing source of CO 2. Aqueous Absorption/Stripping is preferred because it is tail-end technology

5
TXU: an extreme example Current TXU CO 2 emissions –60 MM ton/y from 16 plants 11 x 800 MW fossil plants in the next 5 years –100 million ton CO2/y Good for Texas and TXU –Capacity for growth –Replace expensive gas-fired capacity –TXU capital from deregulation Inconceivable in the next 5 years –IGCC, Oxycombustion –CO 2 Capture by absorption/stripping The prime market for retrofit CO 2 capture

6
Absorption/stripping = The technology Near Commercial Tail End Technology for Existing Plants –Oxycombustion and gasification are not. Expensive in $$ and energy By analogy to limestone slurry scrubbing –Expect significant evolutionary improvements –Do not expect major cost & energy reductions –Do not waste resources on step change R&D

7
System for CO 2 Sequestration BoilerESP Flyash FGD CaSO 4 CaCO 3 Abs/Str Disposal Well Turbines 3 atm stm 150 atm CO 2 Coal Net Power 10 atm stm

8
Absorb 40°C 1 atm Steam 3 atm CO 2 Strip 117°C 2 atm SO 2, HCl, NO 12% CO 2 5% O 2 7% H 2 O 40 o C 30% MEA (Monoethanolamine) Lean Rich H2OH2O Purge to Reclaim MEA Absorption/Simple Stripping C
 Lean Rich H2OH2O Purge to Reclaim MEA Absorption/Simple Stripping C")
9
Aqueous Abs/Str: Near commercial –100’s of plants for treating H 2 & natural gas MEA and other amine solvents No oxygen –10’s of plants with combustion of natural gas Variable oxygen, little SO 2 Fluor, 30% MEA, 80 MW gas, 15% O 2 MHI, KS-1, 30 MW, <2% O 2 –A few plants with coal combustion Abb-Lummus, 20% MEA, 40 MW Fluor, 30% MEA, 3 small pilots CASTOR, 30% MEA, 2.5 MW pilot MHI, KS-1, <1 MW pilot

10
Tail End Technology Ideal for Development, Demonstration, & Deployment Low risk –Independent, separable, add-on systems –Allows reliable operation of the existing plant Failures impact only Capture and Sequestration Low cost & less calendar time –Develop and demonstrate with add-on systems –Not integrated power systems as with IGCC Reduced capital cost and time –Resolve problems in small pilots with real gas –Demo Full-scale absorbers with 100 MW gas Ultimately 500 MW absorbers

11
Other Solutions for Existing Coal Plants Oxy-Combustion –O 2 plant gives equivalent energy consumption –Gas recycle, boiler modification for high CO 2 –Gas cleanup, compression including air leaks Coal Gasification –Remove CO 2 and burn H 2 in existing boiler –O 2 plant, complex gasifier, cleanup, CO 2 removal –H 2 more valuable in new combined cycle Neither is Tail end –Require higher development cost, time, and risk

12
Practical Problems Energy = 25-35% of power plant output –22.5%, Low P stm, 30-50% of stm flow –7%, CO 2 Compression –3.5%, Gas pressure drop –$42/tonne CO 2 (0.7 MWh/CO 2 x $60/MWhr) Capital Cost $500/kw –Absorbers same diameter as FGD, 50 ft packing –Strippers somewhat smaller –Compressors –$20/tonne CO 2 for capital charges & maint Amine degradation/environmental impact –$1-5/tonne CO 2
 Capital Cost $500/kw –Absorbers same diameter as FGD, 50 ft packing –Strippers somewhat smaller –Compressors –$20/tonne CO 2 for capital charges & maint Amine degradation/environmental impact –$1-5/tonne CO 2")
13
Analogy to CaCO 3 slurry scrubbing 1970 “Commercial” starting point –Only process “immediately” available –“Inappropriate” for government support Starting point was “too expensive” –Environmentally messy, solid waste unattractive –Initial applications even more expensive –Cost decreased with experience Alternative developments heavily funded –Regenerable FGD processes – too complex –Coal gasif/combined cycle – not tail end –Fluidized bed combustion – not tail end 2006 Commercial Generic Process

14
Aqueous Solvent Alternatives MEA is hard to beat Stripper Energy Requirement Mass Transfer Rates Makeup and Corrosion

15
Carbonate & Tertiary/Hindered Amines HO-CH 2 -CH 2 -N-CH 2 -CH 2 -OH ↔ MDEAH + + HCO - 3 ׀ CH 3 60 kJ/gmol, slow Methyldiethanolamine (MDEA) CH 3 ׀ HO-CH 2 -CH 2- NH 2 + CO 2 ↔ AMPH + + HCO - 3 ׀ CH 3 60 kJ/gmol, slow 2-Aminomethylpropanolamine (AMP, KS-1(?)) CO 3 = + CO 2 + H 2 O ↔ 2 HCO - 3 20 kJ/gmol Carbonate Bicarbonate very slow
 CH 3 ׀ HO-CH 2 -CH 2- NH 2 + CO 2 ↔ AMPH + + HCO - 3 ׀ CH 3 60 kJ/gmol, slow 2-Aminomethylpropanolamine (AMP, KS-1( )) CO 3 = + CO 2 + H 2 O ↔ 2 HCO kJ/gmol Carbonate Bicarbonate very slow")
16
+ CO 2 ↔ + HPZ-COO - Piperazine (PZ) Primary and Secondary Amines 60-85 kJ/gmol, fast CH 2 -CH 2 HN NH CH 2 -CH 2 2 HO-CH 2 -CH 2 -NH 2 + CO 2 ↔ HO-CH 2 -CH 2 -NH-COO - + MEAH + Monoethanolamine (MEA) MEA Carbamate (MEACOO - ) 2 NH 3 + CO 2 ↔ NH 2 -COO- + NH 4 + Ammonia
 Primary and Secondary Amines kJ/gmol, fast CH 2 -CH 2 HN NH CH 2 -CH 2 2 HO-CH 2 -CH 2 -NH 2 + CO 2 ↔ HO-CH 2 -CH 2 -NH-COO - + MEAH + Monoethanolamine (MEA) MEA Carbamate (MEACOO - ) 2 NH 3 + CO 2 ↔ NH 2 -COO- + NH 4 + Ammonia")
17
Components of Stripper Heat Duty (mol stm/mol CO 2 ) S rxn = H CO2 /H H2O
 S rxn = H CO2 /H H2O")
18
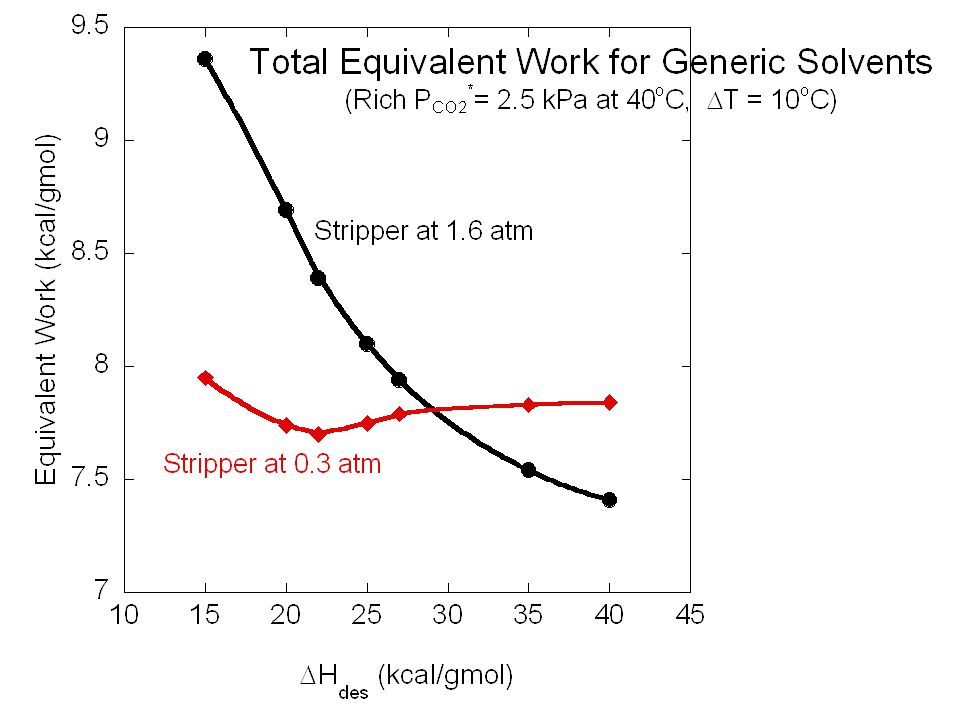
Total Equivalent Work W = W eq + W comp W comp = RT ln (100 atm/(P CO2 +P H2O )
")
20
Mass Transfer with Fast Reaction CO 2 + 2MEA = MEACOO - + MEAH + PGPG Gas FilmLiquid Film P i =H[CO2]i [CO 2 ] b [MEA] b [MEACOO-] b [CO 2 ]* i [MEA] i [MEACOO-] i Rxn Film P* b P* i
![Mass Transfer with Fast Reaction CO 2 + 2MEA = MEACOO - + MEAH + PGPG Gas FilmLiquid Film P i =H[CO2]i [CO 2 ] b [MEA] b [MEACOO-] b [CO 2 ]* i [MEA] i [MEACOO-] i Rxn Film P* b P* i](http://images.slideplayer.com/13/3907760/slides/slide_20.jpg "Mass Transfer with Fast Reaction CO 2 + 2MEA = MEACOO - + MEAH + PGPG Gas FilmLiquid Film P i =H[CO2]i [CO 2 ] b [MEA] b [MEACOO-] b [CO 2 ]* i [MEA] i [MEACOO-] i Rxn Film P* b P* i")
21
Mass Transfer with Fast Reaction

22
Mass Transfer with Reaction in Wetted Wall Column

23
Reagent Energy Properties H abs kJ/gmol k 2 at 25C M -1 s -1 Reagent m MEA846e37 NH 3 600.35e310 PZ84100e32 MDEA600.005e36 AMP600.6e36 K 2 CO 3 200.05e35

24
MEA Makeup & Corrosion Degradation –MEA Oxidizes to NH 3, aldehydes, etc –MEA Polymerizes at Stripper T –Optimize operating conditions, add inhibitors –Reclaim by evaporation to remove SO 4 =, NO 3 -, Cl -, etc. Volatility –Use Absorber Wash Section Corrosion –Minimize Degradation –Add Corrosion inhibitors such as Cu ++ –Use Stainless Steel, FRP

25
Reagent Properties Affecting Makeup Cost $/lbmol P amine, 40C atm x 10 3 DegradationCorrosion MEA400.1High NH 3 5200NoneHigh PZ3000.1ModerateHigh MDEA3000.003Moderate AMP500 0.03 Low K 2 CO 3 400NoneHigh

26
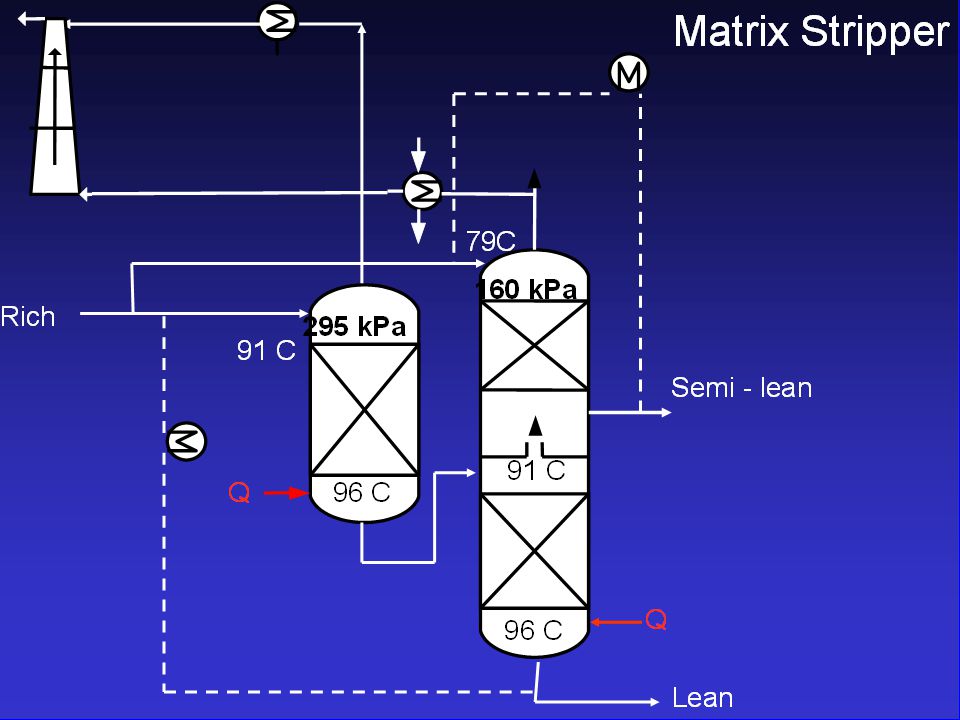
Flowsheet Enhancements Absorber –Direct Contact Cooling & Intercooling To get lower T –Split feed – to enhance reversibility Stripper –Minimum exchanger approach T –Internal Exchange –Multistage Flash, Multieffect Stripper –Multipressure, Matrix, –Vapor Recompression

29
Needs for Capture Deployment Large Absorbers: different from FGD –Countercurrent Gas/liquid Distribution 35 gal/mcf –Pressure drop –Capital cost of internals –Test and demonstrate at 100+MW Steam integration –Control systems for load following –Test at 100+MW Environmental impact & losses of solvent –Long term test at 1 MW

30
Opportunities for Capture R&D Better Solvents –Faster CO 2 Transfer: Blends with PZ, etc. –Greater Capacity – MEA/PZ, MDEA/PZ –Oxygen scavengers/Oxidation inhibitors Better Processes –Matrix, split feed –Reclaiming by CaSO 4 /K 2 SO 4 Precipitation Better contacting –Packing to get G/L area

31
Deployment Schedule –2007 - 0.5 MW pilot plant on real flue gas Demonstrate solvent stability & materials –2008 - 5 MW integrated pilot plant Compressor/stripper concepts –2010 – 100 MW Integrated module Energy integration and absorber design –2012 – 800 MW full-scale on CaCO 3 Energy, multitrain, operation –2015 – Deployment on all plants

32
Conclusions Absorption/stripping is THE technology for existing coal-fired power plants –Expect 15-30% reduction in cost and energy The solvent should evolve from MEA –High H, fast rate, high capacity, cheap reagent Process & contactor enhancements expected Now time to plan technology demonstrations

Similar presentations



 Power Plants and Geologic Carbon Sequestration Joe Chaisson.>")




 IGCC is basically the combination of the gasification unit and the combined cycle. It has high efficiency.>")






 燃料脫硫 (fuel desulfurization, removal of sulfur from fuel) 排煙脫硫 (flue gas desulfurization, FGD)>")






