Download presentation
Presentation is loading. Please wait.

1
Cutting Tools

2
The study of metal cutting is complex, due to the number of possible variables. Differences in work piece materials and cutting-tool materials, whether or not a cutting fluid is used, the relative speed of the work and cutting tool, the depth of cut, and the condition of the machine all affect the cutting operation. However, certain basic rules apply, and when you know and can apply these you will be in a better position to carry out machining operations effectively.

3
Cutting-tool materials
1 Red hardness: It is obvious that a cutting tool must be harder than the material being cut, otherwise it will not cut. It is equally important that the cutting tool remains hard even when cutting at high temperatures. The ability of a cutting tool to retain its hardness at high cutting temperatures is known as red hardness. 2 Abrasion resistance: When cutting, the edge of a cutting tool operates under intense pressure and will wear due to abrasion by the material being cut. Basically, the harder the material the better its resistance to abrasion. 3 Toughness: A cutting-tool material which is extremely hard is unfortunately also brittle. This means that a cutting edge will chip on impact if, e.g. the component being machined has a series of slots and the cut is therefore intermittent. To prevent the cutting edge from chipping under such conditions, it is necessary that the material has a certain amount of toughness.

4
Cutting Tools One of most important components in machining process
Performance will determine efficiency of operation Two basic types (excluding abrasives) Single point and multiple point Must have rake and clearance angles ground or formed on them
 Single point and multiple point. Must have rake and clearance angles ground or formed on them.")
5
Cutting-Tool Materials
Toolbits generally made of seven materials High-speed steel Cast alloys (such as stellite) Cemented carbides Ceramics Cermets Cubic Boron Nitride Polycrystalline Diamond
 Cemented carbides. Ceramics. Cermets. Cubic Boron Nitride. Polycrystalline Diamond.")
6
Cutting Operation Never bring tool point against work that is stationary Always use heaviest depth of cut possible for machine and size of cutting tool Never stop machine while feed engaged Will break cutting edge Stop feed and allow tool to clear before stopping machine

7
Never continue to use dull cutting tool
Dull cutting tool recognized by Work produced oversize with glazed finish Rough and ragged finish Change in shape or color of chips Apply cutting fluid only if Can be applied under pressure Can be directed at point of cutting and kept there at all times

8
Drilling Machice

9
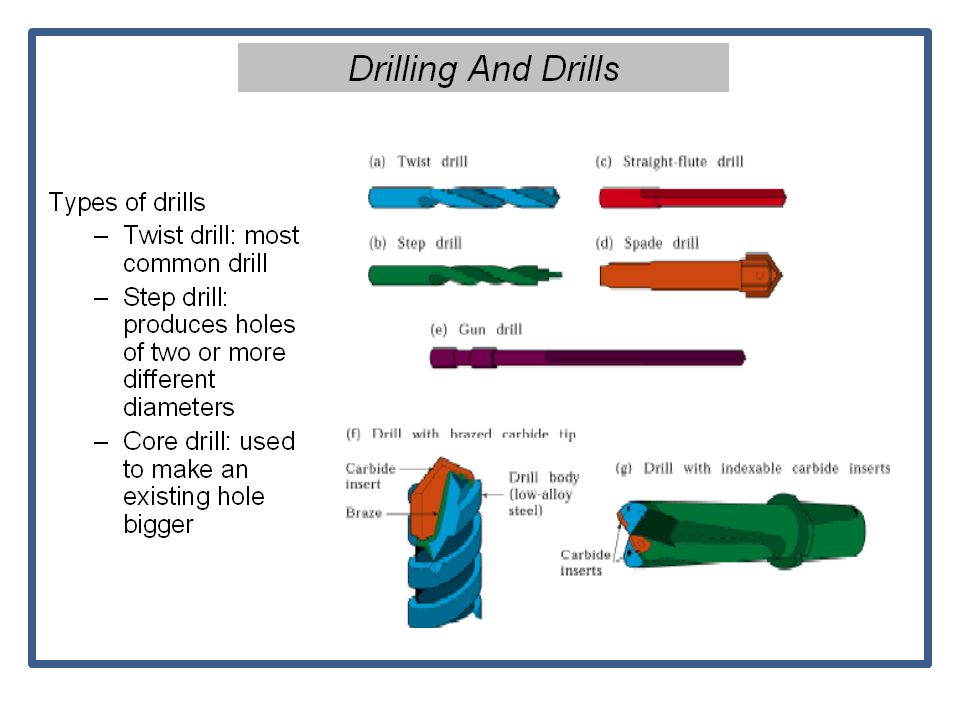
Drilling Drilling is the operation of producing circular hole in the work-piece by using a rotating cutter called DRILL. The machine used for drilling is called drilling machine. The drilling operation can also be accomplished in lathe, in which the drill is held in tailstock and the work is held by the chuck. The most common drill used is the twist drill.

10
Drilling Machine Types :-
It is the simplest and accurate machine used in production shop. The work piece is held stationary i.e.. Clamped in position and the drill rotates to make a hole. Types :- a) Based on construction: Portable, Sensitive, Radial, up-right, Gang, Multi-spindle b)Based on Feed: Hand and Power driven
 Based on construction: Portable, Sensitive, Radial, up-right, Gang, Multi-spindle. b)Based on Feed: Hand and Power driven.")
11
Sensitive Drilling Machine
Drill holes from 1.5 to 15mm Operator senses the cutting action so sensitive drilling machine

12
Up-Right Drilling Machine
Drill holes upto 50mm Table can move vertically and radially

13
Radial Drilling Machine
It the largest and most versatile used fro drilling medium to large and heavy work pieces.

15
Drill Materials The two most common types are 1. HSS drill - Low cost
2. Carbide- tipped drills - high production and in CNC machines Other types are Solid Carbide drill, TiN coated drills, carbide coated masonry drills, parabolic drills, split point drill

17
Drill fixed to the spindle
Drilling operations Drilling Centre Hole Drilling Deep Holes Drilling Thin Material Drilling Pilot Hole

18
Tool Nomenclature

19
Tool Holding devices The different methods used for holding drill in a drill spindle are By directly fitting in the spindle hole. By using drill sleeve By using drill socket By using drill chuck

20
Work Holding Devices

21
Drilling operations… Operations that can be performed in a drillin g machine are Drilling Reaming Boring Counter boring Countersinking Tapping

22
Operations in drilling machine

23
Operations in drilling machine

24
Types of cutters Reamers :- Multi tooth cutting tool
Accurate way of sizing and finishing the pre-existing hole. Accuracy of 0.005mm can be achieved Boring Tool:- Single point cutting tool. Boring tool is held in the boring bar which has the shank. Accuracy of 0.005mm can be achieved.

25
Types of cutters Countersinks :-
Special angled cone shaped enlargement at the end of the hole Cutting edges at the end of conical surface. Cone angles of 60°, 82°, 90°, 100°, 110°, 120° Counter Bore Tool:- Special cutters uses a pilot to guide the cutting action . Accommodates the heads of bolts.

26
Types of cutters Combined Countersinks and central drill :-
Special drilling tool to start the hole accurately. At the end it makes countersinks in the work piece. Gun drill :- Machining of lengthy holes with less feed rates. To overcome the heating and short life of the normal drill tool

27
Types of cutters Tapping:- For cutting internal thread
Multi cutting edge tool. Tapping is performed either by hand or by machine. Minor dia of the thread is drilled and then tapping is done.

28
Work Holding Devices 1. Machine Table Vice

29
Work Holding Devices Step Blocks Clamps V-Blocks Angles Jigs
T- Slots Bolt

30
Precautions for Drilling machine
Lubrication is important to remove heat and friction. Machines should be cleaned after use Chips should be removed using brush. T-slots, grooves, spindles sleeves, belts, pulley should be cleaned. Machines should be lightly oiled to prevent from rusting

31
Safety Precautions Do not support the work piece by hand – use work holding device. Use brush to clean the chip No adjustments while the machine is operating Ensure for the cutting tools running straight before starting the operation. Never place tools on the drilling table Avoid loose clothing and protect the eyes. Ease the feed if drill breaks inside the work piece.

Similar presentations



 Drilling Dr. Ahmed Abou El-Wafa.>")
















