Download presentation
Presentation is loading. Please wait.

1
Aaron Lapinski

2
To prove to Industry that using a temperature controlled mold helps improve cycle consistency and part dimensions

3
To determine how a temperature controlled aluminum mold and non-temperature controlled Ren Shape mold of the same dimensions will affect shrinkage of a thermoformed ABS part. To gain experience on the set up and operation of the industrial scale MAAC thermoformer To develop a thermoforming lab experiment on the MAAC thermoformer for student education in Pennsylvania College of Technologys BPS program. To demonstrate to the thermoforming industry that a temperature controlled mold is essential for maintaining consistency in the finished product.

4
MAAC Thermoformer REN Mold Aluminum temperature controlled mold Circulator Sterlco VISION 4410-C 250°F max temp HardnessDensity TensileCompressiveCompressive ModulusFlexural GlassCoefficient Color g/cclbs/ft. 3 Strength Elasticity (psi)StrengthModulusTrans.Thermal psi Temp (°F)Expansion (in/in/°F) Ren Shape 472810.88557,00010,900460,0009,540416,00024825.8 x 10 -6 Lt. Gray
StrengthModulusTrans.Thermal psi Temp (°F)Expansion (in/in/°F) Ren Shape ,00010,900460,0009,540416, x Lt. Gray.")
5
Spartech ABS Amorphous Terpolymer.125 x 40 (W) x 22.5 (L) inches Premium Grade Natural Polished Finish
 x 22.5 (L) inches Premium Grade Natural Polished Finish")
6
Sheet temperature 285-400 o f 340 o F Circulator settings 175-215 o F 200 o F De-molding temperature 180-190 o F

7
Dry ABS 180°F 24 hours Hang the Mold Placement Center Form parts Collect Dimensions Perform Mechanical Testing

8
Turn on Main Power Turn on Air Turn on Vacuum Turn on Fume Hood Enter MAAC software PC62 Log in Load or Build Program Choose set up Turn on Vacuum Pumps and Oven Index Clamps into Oven on Diagnostics screen

9
Remove preheated clamps from oven Open clamps Place sheet Start cycle

10
Ren Shape Mold Production Trial Aluminum Mold Production Trial DOE

11
Timers Ovens Encoders I.R. Eye MAACFlex

12
380°F 55 Second Forming Time

13
Aluminum Mold 144.447 Btu (IT) foot/hour/square foot/°F Ren Shape or Polyurethane 0.011556 Btu (IT) foot/hour/square foot/°F.
 foot/hour/square foot/°F Ren Shape or Polyurethane Btu (IT) foot/hour/square foot/°F.")
14
Humidity Room Temperature Mold Temperatures Front Back Top Clamp Temperature Sheet Temperature De-molding Molding

15
B 8(Y1)7(Y2)6(Y3) 9 (X2)5 (X2) 10 (X1)4 (X1) F 1(Y1)2(Y2)3(Y3) Jig Dimensions Y Direction (MD)15.875 X Direction (TD)33.500 Mold Dimensions Y Direction (MD)15.25 X Direction (TD)31.125
7(Y2)6(Y3) 9 (X2)5 (X2) 10 (X1)4 (X1) F 1(Y1)2(Y2)3(Y3) Jig Dimensions Y Direction (MD) X Direction (TD) Mold Dimensions Y Direction (MD)15.25 X Direction (TD)31.125")
16
Mold Dimensions Y Direction (MD)15.25 X Direction (TD)31.125
15.25 X Direction (TD)31.125")
17
Mold Dimensions Y Direction (MD)15.25 X Direction (TD)31.125
15.25 X Direction (TD)31.125")
21
RunCooling TimeCirculator TempI.R. Eye Temp 1--- 2--+ 3-+- 4-++ 5+-- 6++- 7+-+ 8+++ HighLow Cooling Time10040 Circulator Temp205170 I.R. Eye Temp400340

24
Holes Stuck to mold

25
cost/hr ($) # of hours Number of sheets cost per sheet Material Costn/a 75$40.00$3,000.00 Mentor5020n/a $1,000.00 Consultant5010n/a $500.00 Labor18100n/a $1,800.00 Thermoformer cost10085n/a $8,500.00 Testing Equipment10015n/a $1,500.00 REN Mold Costn/a $3,800.00 Aluminum Mold Costn/a $7,500.00 Total cost$27,600.00
 # of hours Number of sheets cost per sheet Material Costn/a 75$40.00$3, Mentor5020n/a $1, Consultant5010n/a $ Labor18100n/a $1, Thermoformer cost10085n/a $8, Testing Equipment10015n/a $1, REN Mold Costn/a $3, Aluminum Mold Costn/a $7, Total cost$27,600.00")
26
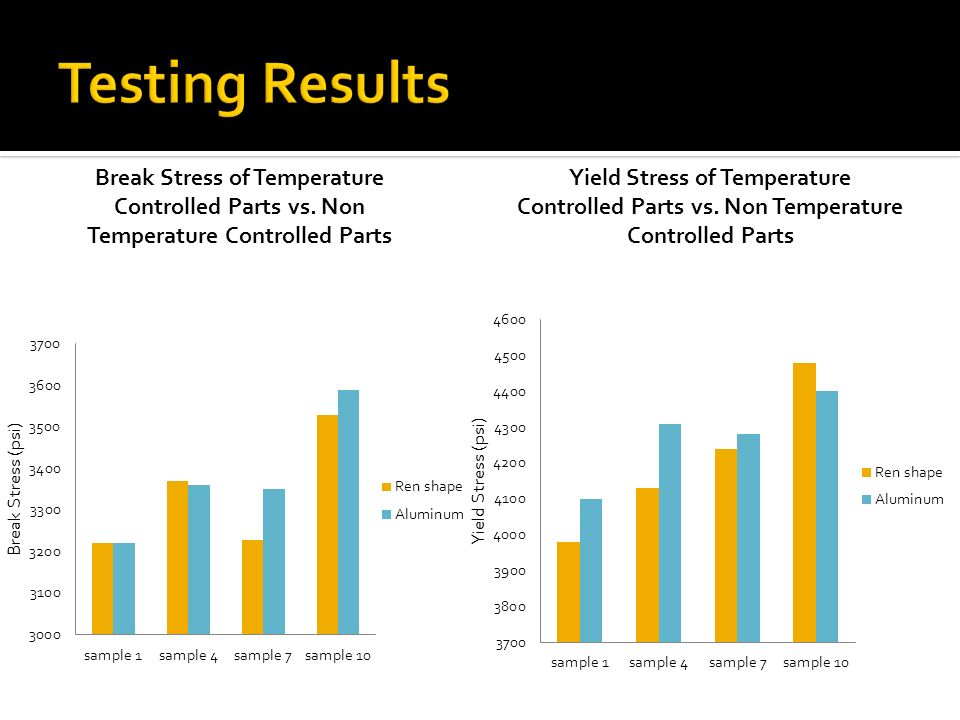
More Predictable dimensions Higher mechanical properties Shorter cycle times Forming time from 100 to 55 seconds

27
Ren ShapeAluminum Heating Time (seconds)120 Forming Time (seconds)10055 Ejection Time (seconds)22 Remove and load next part30 Total (seconds)252207 Time saving (seconds)/Part45 Time saving (seconds) /24 hour day1080 Extra Parts/day4.3 Extra Parts/ 5 day week21.4 Extra Parts/20 day month85.7 Extra Parts/50 week year1071.4 Cost ($) / Sheet$40.00 Extra Production / Year ($)$42,857.14 REN Mold Cost$3,800.00 Aluminum Mold Cost$7,500.00 Total Profit$39,157.14
120 Forming Time (seconds)10055 Ejection Time (seconds)22 Remove and load next part30 Total (seconds) Time saving (seconds)/Part45 Time saving (seconds) /24 hour day1080 Extra Parts/day4.3 Extra Parts/ 5 day week21.4 Extra Parts/20 day month85.7 Extra Parts/50 week year Cost ($) / Sheet$40.00 Extra Production / Year ($)$42, REN Mold Cost$3, Aluminum Mold Cost$7, Total Profit$39,157.14")
28
Lack of Knowledge Measurement Device Drying Grids Mold Position Circulator Machine access

29
To determine how a temperature controlled aluminum mold and non-temperature controlled Ren Shape mold of the same dimensions will affect shrinkage of a thermoformed ABS part. To gain experience on the set up and operation of the industrial scale MAAC thermoformer To develop a thermoforming lab experiment on the MAAC thermoformer for student education in Pennsylvania College of Technologys BPS program. To demonstrate to the thermoforming industry that a temperature controlled mold is essential for maintaining consistency in the finished product.

30
Mr. Roger Kipp Mr. John Bartolomucci Mr. Gary McQuay Mr. Howard Troup Mr. Todd Kennedy Mr. Todd Crismer Mr. Brett Braker Mr. Chris Denmon McClarin Plastics Inc. Spartech Plastics Tooling Technology KYDEX LLC.

31
"Acrylonitrile, Butadiene and Styrene (ABS) - FormTight Plastic Thermoforming." Custom Packaging - Clamshells, Food Packaging, Blister Packaging - FormTight Plastic Thermoforming. Web. 27 Oct. 2010.. "Acrylonitrile Butadiene Styrene." Wikipedia, the Free Encyclopedia. Web. 27 Oct. 2010.. "Acrylonitrile-butadiene-styrene Copolymer (ABS) (chemical Compound) -- Britannica Online Encyclopedia." Encyclopedia - Britannica Online Encyclopedia. Web. 27 Oct. 2010.. "ASTM D638 - 10 Standard Test Method for Tensile Properties of Plastics." ASTM International - Standards Worldwide. Web. 24 Apr. 2011..
 (chemical Compound) -- Britannica Online Encyclopedia. Encyclopedia - Britannica Online Encyclopedia. Web. 27 Oct ASTM D Standard Test Method for Tensile Properties of Plastics. ASTM International - Standards Worldwide. Web. 24 Apr")
Similar presentations




















 HIV prevalence rate (%) globally and in Sub-Saharan Africa,>")
 HIV prevalence rate (%) globally and in Sub-Saharan Africa,>")


