Download presentation
Presentation is loading. Please wait.

1
PHARMACEUTICAL INDUSTRY
Prepared by A.Erenşah Kaya Hande Kartal Merve Maçin Züleyha Atlay

2
OUTLINE Description of Pharmaceutical Industry
- Hıstory of Pharmaceutical Industry in Turkey - Acts and Standards

3
Description of Industry
The Pharmaceutical Industry provides medicines to be used as medications for humans and animals. The Pharmaceutical Industry includes: Manufacture Extraction Processing Purification Packaging of chemicals to be used as medications.

4
Description of Industry

5
The Main Pharmeceutical Groups
The main groups that are manufactured are: Proprietary ethical products ( prescription-only medicines POM) General ethical products Over-the counter (OTC) products
 General ethical products. Over-the counter (OTC) products.")
6
The Major Manufactured Groups
The products are available as : tablets capsules liquids ointments aerosols

7
The Major Manufactured Groups
The groups include: Antibiotics such as penicillin Other synthetic drugs Vitamins Synthetic hormons Glandular products Vaccines and sera Drugs of vegatable origin

8
History of Pharmaceutical Industry In Turkey
: Production of Pharmaceutical preparations done at laboratories 1952: The start of fabrication period of the Turkish Pharmaceuticals industry : Investments of foreign capital companies increased. Foreign Capitals entered into Turkish Market Today: There are 300 entities operating in Turkey. 43 manufacturing facilities, 14 of them are multinational firms.

9
History of Pharmaceutical Industry In Turkey
The most important international pharmaceutical companies are: Bayer (Germany) GlaxoSmithKline (UK) Aventis (US) Roche(Switzerland) Sanofi (France) Novartis( Switzerland)
 GlaxoSmithKline (UK) Aventis (US) Roche(Switzerland) Sanofi (France) Novartis( Switzerland)")
10
History of Pharmaceutical Industry In Turkey
Turkish Manufacturers: EIS Eczacıbaşı Abdi İbrahim Fako İlsan İltaş Mustafa Nevzat İbrahim Ethem Bilim

11
The Principal Manufacturing Step
Steps are: Preparation of process intermediates Introduction of functional groups Coupling and esterification Seperation processes such as washing and stripping Purifications of the final product

12
Additional Product Preparation
Steps are: Granulation Drying Tablet pressing Printing Coating Filling and packaging

13
Industrial Pollution According to manufacturing steps, air emissions, liquid effluents ( wastewater) and solid wastes may be generated. To reduce the wastes, we should reuse and recycle. Remaning wastes should be treated according to characteristic.

14
ACTS & STANDARDS The Production and marketing of medicines must be authorized by The Health Ministry. Treated wastewater should be discharged; According to The Control of Water Pollution Management ( )
")
15
ACTS & STANDARDS The Control of Water Pollution Management
Discharge Standards For Pharmaceutical

17
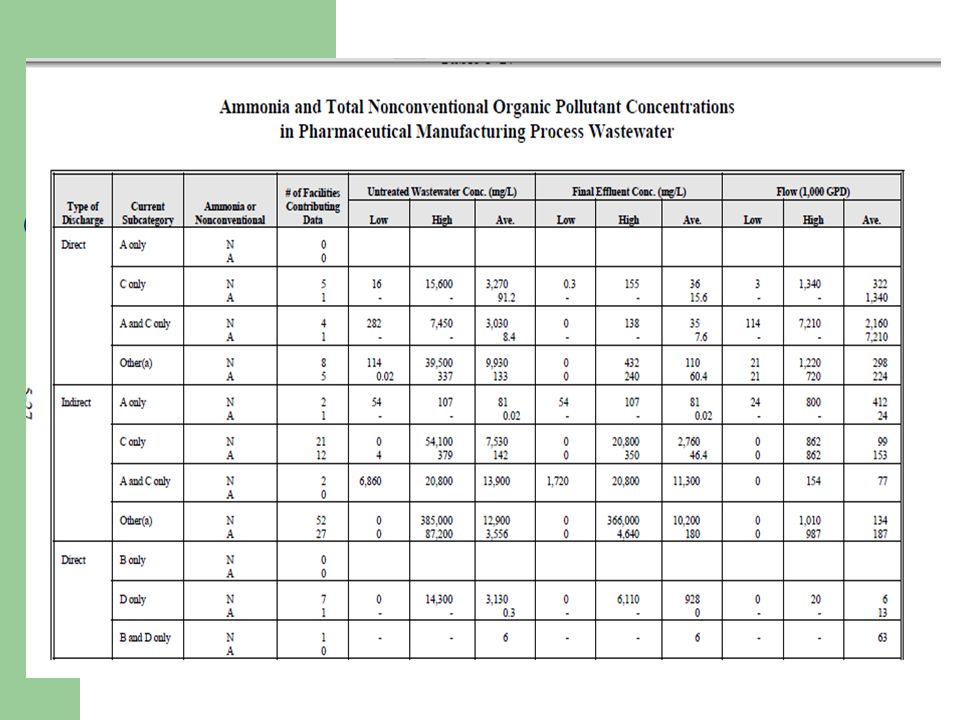
TABLES FROM EPA

21
Processes In Pharmaceutical Industry
Goods Receiving Laboratory Preparation Formulation Finishing Packaging Warehouse & Distrubituon

22
Goods receiving pharmaceuticals are stored,
either in the form of raw materials or packaging. It’s vital to optimally manage these materials, protect them from end to end, and systematically document them.

23
Goods receiving

24
Laboratory laboratory management means proven solutions for access control, building automation, and risk management to ensure constant and secure environmental conditions in lab.

25
Laboratory

26
Research & Development
Including several fields; chemical research, microbiological research, pharmacological research Produces different waste types

27
Preparation The production process, for example,
depends on being able to process the correct amounts of the right raw materials at the right time

28
Preparation

29
Chemical Synthesis Most drugs production Chemical synthesis process
manufacturing pharmaceuticals using organic and inorganic chemical reactions

30
Typical manufacturing plant,
one or more batch reactor vessels series of reaction, separation and purification steps desired end product

31
In drug manufacturing plant,
reaction vessels Equipments arranged into separate

32
Solvents to dissolve Gaseous Solid Viscous reactants To bring all the reactants close molecular also serve to transmit heat to or from the reacting molecules.

33
Some solvents also control the reaction temperature.
common practice in a batch-type synthesis

34
Natural Product Extraction
Many materials as pharmaceuticals derived from such natural sources; the roots, leaves of plants, animal glands, and parasitic fungi

35
numerous and diverse pharmaceutical applications, ranging from
Tranquilizers and allergy-relief medications Insulin and Morphine Blood fractionation plasma and its derivatives.

36
Despite diversity, all extractive pharmaceuticals common characteristic: Too complex to synthesize commercially either very large molecules to synthesize

37
Extraction expensive manufacturing process
requires collecting and processing large volumes of specialized plant animal matter to produce small quantities of products.

38
Fermentation Most antibiotics ,steroids and vitamin B fermentation process, two major steps: inoculum and seed preparation fermentation, followed by crude product recovery and purification

39
Sterile inoculum preparation begins
in the lab with carefully maintained population of a microbial strain. A few cells this culture matured into a dense suspension through a series of test tubes, agar slants, and shaker flasks.

40
For further propagation, the cells are then transferred to
Seed tanklike a full scale fermenter and is Designed for maximum cell growth Final seed tank volume occupies from 1 to 20% of the volume used in full scale production.

41
Formulation

42
Formulation Pharmaceutical formulation is the preparation of dosage forms such as Tablets Capsules Liquids Parenterals Creams Ointments

45
Finishing

46
Finishing The best way to reliably drug finishing efficiency,
quality and transparency is through consistent, end-to-end automation solutions can seamlessly integrate components from a wide range of manufacturers.

47
Packaging

48
Warehouse & Distribution

49
Warehouse & Distribution
They’re efficient way stations on the road from manufacturer to consumer, using the most precise and up-to-date climate control, automation, and building security.

50
Typical Waste Streams The pharmaceutical industry is also highly diverse. With this diversity of processes comes a similarly diverse set of waste streams.

51
spent fermentation broths,
process liquors, solvents, equipment washwaters, spilled materials, off-spec products, used processing aids.

52
Potential Environmental Issues
Air emissions Wastewater Solid and hazardous wastes

53
Air emissions Volatile organic compounds(VOCs) Acid gases Particulates
Greenhouse gas emissions (Combustion Source Emissions) Odors emitted during manufacturing facilities
 Odors. emitted during manufacturing facilities.")
54
Volatile Organic Compounds
significant emissions of VOCs come from 1) Mostly in chemical synthesis and extraction phases
 Mostly in chemical synthesis and extraction phases.")
55
2) In primary pharmaceutical manufacturing ;
reactor vents filtering systems in the separation process Solvent vapors from purification tanks and dryers (including loading and unloading operations) fugitive emissions from valves, tanks, pumps, and other equipment prefermentation and fermentation solvents wastewater collection and treatment units.
 fugitive emissions from valves, tanks, pumps, and other equipment. prefermentation and fermentation solvents. wastewater collection and treatment units.")
56
3) In secondary pharmaceutical manufacturing;
mixing, compounding, granulation, and formulation operations involving the use of solvents (e.g. granulation) alcoholic solutions (e.g. tablet coating) aerosol manufacturing processes.
 alcoholic solutions (e.g. tablet coating) aerosol manufacturing processes.")
57
How can we control the VOCs emissions?
1) Venting of emissions from sterilization chambers into control devices such as carbon adsorption OR catalytic converters;
 Venting of emissions from sterilization chambers into control devices such as. carbon adsorption. OR. catalytic converters;")
58
2) Condensation and distillation of solvents emitted from reactors or distillation units.
Possible installation of cryogenic condensers that can reduce the gas stream temperature below dew point to achieve higher VOC recovery efficiencies. Cryogenic condensers have higher removal efficiency (up to 99 percent) but they have higher energy requirements.
 but they have. higher energy requirements.")
59
3) Installation of wet scrubbers (or gas absorbers), which may remove VOCs as well as other gaseous pollutants from a gas stream. Also, addition of hypochlorite to the scrubber in order to reduce emissions of nuisance odors; WHAT IS SCRUBBER? Water, caustic, and acidic scrubbers are widely used for organic and inorganic gas emission reduction. Acid gas emissions are controlled through water and caustic scrubbing systems (often several scrubbersin series). Scrubbers create a wastewater stream requiring further treatment.
. Scrubbers create a wastewater stream requiring further treatment.")
60
Particulate Matter Particulates consisting of manufactured or in-process product can be emitted from bulk (e.g. fermentation) secondary manufacturing. The most common sources of particulates include milling, mixing,compounding,formulation, tableting, and packaging.
 secondary manufacturing. The most common sources of particulates. include milling, mixing,compounding,formulation, tableting, and packaging.")
61
Recommended particulate matter management :
Collection of particulates through air filtration units, typically baghouse / fabric filters. Depending on the volume of emissions and size of particulate matter, additional particulate emissions control methods should be considered, such as Wet scrubbing and wet electrostatic precipitators, especially after combustion / thermal oxidation treatments.

62
Combustion Source Emissions
Exhaust gas emissions produced by the combustion of gas or diesel in turbines, boilers, compressors, pumps and other engines for power and heat generation, are a significant source of air emissions from pharmaceuticals manufacturing facilities.

63
Odors The main source of odor emissions is typically associated with fermentation activities. Recommended odor management strategies include: Post-combustion of venting gases; Use of exhaust stack heights that are consistent with practices as described in the regulations. Use of wet scrubbers to remove odors with a high affinity to water;

64
Solid and Hazardous Wastes
The principal solid wastes of concern include process and effluent treatment sludges, raw materials packaging waste container residues used air filter media Offspec and expired products laboratory wastes

65
Approximately 200 kg wastes per ton of
product of waste are generated. Hazardous and non-hazardous industrial wastes should be stored, transported, and managed as described in the regulations.

66
Treatment of solid wastes
Contaminated solid wastes are generally incinerated, and the flue gases are scrubbed. Combustion devices should be operated at temperatures above 1,000° C, with a residence time of at least 1 second, to achieve acceptable destruction efficiency (over 99.99%) of toxics.
 of toxics.")
67
Water Supply Water is generally needed both for the process (e.g., dilution) and for other uses including cooling water, deionized water, equipment and piping cleaning water, etc. Water for injection is used for manufacture of injectable products and in any process where sterile conditions are needed.
 and for other uses including cooling water, deionized water, equipment and piping cleaning water, etc. Water for injection is used for manufacture of injectable products and in any process where sterile conditions are needed.")
68
Water purity is obtained by deionized water distillation or by double reverse osmosis.
The storage tank is blanketed with pure nitrogen or air. Piping and storage are maintained at a temperature higher than 80°C, and water is continuously recycled to avoid contamination.

69
Wastewater Industrial Process Wastewater
Wastewater streams in pharmaceuticals manufacturing come from; chemical reactions streams product wash water spent acid and caustic streams condensed steam from sterilization and strippers air pollution control scrubber release equipment and facility wash water clean-in-place wastewater.

70
The main pollutants of concern in these wastewater streams from
primary manufacturing (e.g.fermentation, chemical synthesis, crystallization, purification, and biological / natural extraction) parameters are biochemical oxygen demand (BOD) chemical oxygen demand(COD) total suspended solids (TSS) Ammonia Toxicity Biodegradability pH.
 parameters are. biochemical oxygen demand (BOD) chemical oxygen demand(COD) total suspended solids (TSS) Ammonia. Toxicity. Biodegradability. pH.")
71
Typical Wastewater Characteristic
Typical amounts released with the wastewater are: 25 kg/t (BOD) 50 kg/t (COD) 3 kg/t (TSS) 0.8 kg/t phenol
 50 kg/t (COD) 3 kg/t (TSS) 0.8 kg/t phenol.")
72
Wastewaters produced from pharmaceutical industry may contain :
mercury, in a range of 0.1–4 (mg/l), cadmium (10–600 mg/l), isomers of hexachlorocyclohexane, 1,2-dichloroethane,
, cadmium (10–600 mg/l), isomers of hexachlorocyclohexane, 1,2-dichloroethane,")
73
Typical wastewater treatment steps
grease traps, skimmers, dissolved air floatation or oil water separators for separation of oils and floatable solids; filtration for separation of filterable solids; flow and load equalization; sedimentation for suspended solids reduction using clarifiers; biological treatment, typically aerobic treatment for reduction of soluble organic matter (BOD) biological nutrient removal for reduction in nitrogen and phosphorus
 biological nutrient removal for reduction in nitrogen and phosphorus.")
74
biological nutrient removal for reduction in nitrogen and phosphorus
using clarifiers; biological treatment, typically aerobic treatment for reduction of soluble organic matter (BOD) chlorination of effluent when disinfection is required dewatering and disposal of residuals in designated hazardous waste landfills.
 chlorination of effluent when disinfection is required. dewatering and disposal of residuals in designated hazardous waste landfills.")
75
Additional engineering controls may be required for
advanced metals removal using membrane filtration or other physical/chemical treatment technologies removal of recalcitrant organics and active ingredients using activated carbon or advanced chemical oxidation residual color removal using adsorption or chemical oxidation reduction in effluent toxicity using appropriate technology (such as reverse osmosis, ion exchange, activated carbon, etc.) reduction in TDS in the effluent using reverse osmosis or evaporation
 reduction in TDS in the effluent using reverse osmosis or evaporation.")
76
Pollution Prevention and Control
Recommended pollution prevention and control measures include: Waste reduction by material substitution (e.g. use of water based solvents), Process modifications (e.g. continuous rather than batch operations to reduce spillage and other material losses),
, Process modifications (e.g. continuous rather than batch operations to reduce spillage and other material losses),")
77
Spent solvent recycling and reuse, through distillation,evaporation, decantation, centrifugation and filtration, Potentially pathogenic waste from biotechnology manufacturing should be inactivated through sterilization or chemical treatment before final disposal.

78
Use automated filling to minimize spillage,
Use “closed” feed systems into batch reactors, Use equipment washdown waters and other process waters (such as leakages from pump seals) as makeup solutions for subsequent batches,
 as makeup solutions for subsequent batches,")
79
Recirculate cooling water,
Use dedicated dust collectors to recycle recovered materials, Vent equipment through a vapor recovery system, Use loss-free vacuum pumps,

80
Return toxic materials packaging to the supplier for reuse, or incinerate it in an environmentally acceptable manner, Minimize storage time of off-specification products through regular reprocessing, Find productive uses for off-specification products to avoid disposal problems,

81
Use high-pressure hoses for equipment cleaning to reduce wastewater,
Provide stormwater drainage and avoid contamination of stormwater from process areas, Label and store toxic and hazardous materials in secure, bunded areas. Spillage should be collected and reused.

82
References http://www.cygm.gov.tr/mevzuat/yonetmelik/DKYD5.doc
+drug+production+process&cd=4&hl=tr&ct=clnk&gl=tr.")
Similar presentations












 Secondary: BOD treatment (biological) Tertiary: Effluent polishing, Nutrient and Toxins Removal.>")

 Technical Presentation.>")

 Lec. 6.>")

 Department of Chemical and Biomolecular Engineering Sogang University Kee-Kahb Koo.>")

 Chemistry, Jordan PhD (Env Chemistry), Aberdeen, United Kingdom MRSC, CChem, IEMA DR AHMED AYOUB Technical Manager Work Experience:>")



 van Leeuwen.>")
