Download presentation
Presentation is loading. Please wait.

1
IN SERVICE SAFETY TESTING AND INSPECTION OF ELECTRICAL EQUIPMENT– OUR EXPERIENCE By Charles Stace, Sue Briggs, Lynda Kutek

2
AGENDA Outline process undergone to carry out legal obligations regarding in service safety inspection and testing of electrical equipment. Outline process undergone to carry out legal obligations regarding in service safety inspection and testing of electrical equipment. The system we have developed. The system we have developed. Some of the problems we have encountered. Some of the problems we have encountered. Solutions. Solutions. Im not the expert! Im not the expert! Mr Charles Stace responsible for developing the system. Mr Charles Stace responsible for developing the system.

3
WHO WE ARE School of Pharmacy and Medical Sciences, University of South Australia. School of Pharmacy and Medical Sciences, University of South Australia. Undergraduate and Post Graduate teaching laboratories and classrooms as well as Research laboratories, Administration and Support areas. Undergraduate and Post Graduate teaching laboratories and classrooms as well as Research laboratories, Administration and Support areas. Spread across 5 buildings located at three different campuses. Spread across 5 buildings located at three different campuses. 110 staff composed of Academic, Research, Technical and Administration personnel. 110 staff composed of Academic, Research, Technical and Administration personnel.

4
OUR PROBLEM Need to comply with OH&S legislation which refers to AS/NZ standard 3760-2001 - In service Safety Inspection and Testing of Electrical equipment. Need to comply with OH&S legislation which refers to AS/NZ standard 3760-2001 - In service Safety Inspection and Testing of Electrical equipment. This states in its forward; equipment….. needs to be subjected to routine inspection and testing to detect obvious damage, wear or other condition which might render it unsafe. This states in its forward; equipment….. needs to be subjected to routine inspection and testing to detect obvious damage, wear or other condition which might render it unsafe.

5
OUR PROBLEM School has approximately 4000 pieces of electrical equipment, much of it moveable laboratory equipment which needs to be tested annually, spread across 3 campuses. School has approximately 4000 pieces of electrical equipment, much of it moveable laboratory equipment which needs to be tested annually, spread across 3 campuses. Tightly squeezed monetary and staffing resources. Tightly squeezed monetary and staffing resources.

6
PROBLEM SOLVING Initially At City East, most of testing carried out by our in house Workshop Manager. At City East, most of testing carried out by our in house Workshop Manager. 2 lab assistants do data entry. 2 lab assistants do data entry. At Mawson Lakes Testing carried out by 7 Technical officers in their individual areas. At Mawson Lakes Testing carried out by 7 Technical officers in their individual areas.

7
PROBLEM SOLVING (cont) Problems Slow and laborious work. Slow and laborious work. At City East Campus, Superman was stretched too far! Too much work for 1 person. At City East Campus, Superman was stretched too far! Too much work for 1 person.

8
PROBLEM SOLVING (cont) Problems Technicians at Mawson Lakes not properly certified. Technicians at Mawson Lakes not properly certified. Records for each campus kept separately. No uniformity. Data entry system was slow and unwieldy. Records for each campus kept separately. No uniformity. Data entry system was slow and unwieldy.

9
Progress to Solution Cost to outsource testing was researched: The company with the preferred option used a data system that would enable us to have direct access to our records. The company with the preferred option used a data system that would enable us to have direct access to our records. Their proposed charge was $4.00 per item which meant an initial outlay of $16,000 and an annual outlay on average of $8,000. Their proposed charge was $4.00 per item which meant an initial outlay of $16,000 and an annual outlay on average of $8,000. Option was dismissed due to excessive cost. Option was dismissed due to excessive cost.

10
Progress to Solution (cont) Technicians from across the school attended an in-house 1 day workshop conducted by Regency College of TAFE, titled In Service Inspection and Testing of Electrical Equipment. Technicians from across the school attended an in-house 1 day workshop conducted by Regency College of TAFE, titled In Service Inspection and Testing of Electrical Equipment. Cost was $100 per person. Outlay of $1000. Considerably cheaper than outsourcing. Cost was $100 per person. Outlay of $1000. Considerably cheaper than outsourcing.

11
Progress to Solution (cont) Now 14 Technicians deemed to be competent persons as defined by the legislation. Workload could be more evenly spread across the school. Now 14 Technicians deemed to be competent persons as defined by the legislation. Workload could be more evenly spread across the school. Our workshop manager centralised, further developed and refined the recording system. Our workshop manager centralised, further developed and refined the recording system.

12
WHAT HAPPENS NOW New Equipment New equipment arrives & goes, via purchasing officer, to the Workshop Manager. New equipment arrives & goes, via purchasing officer, to the Workshop Manager. Equipment is tested, data is entered into the information system & equipment is tagged. Equipment is tested, data is entered into the information system & equipment is tagged.

13
WHAT HAPPENS NOW (cont) Existing equipment Is tested and tagged at a frequency required by law e.g. 3mths, 6mths, 1year, 5years. Is tested and tagged at a frequency required by law e.g. 3mths, 6mths, 1year, 5years. Testing is conducted by laboratory technicians with certification for electrical testing, and by the workshop manager. Testing is conducted by laboratory technicians with certification for electrical testing, and by the workshop manager. Technicians conduct testing in their own work areas, which covers most of the teaching and preparation laboratories and some research areas. Technicians conduct testing in their own work areas, which covers most of the teaching and preparation laboratories and some research areas.

14
WHAT HAPPENS NOW (cont) The advantage of this is that they are familiar with the location and working condition of equipment. The advantage of this is that they are familiar with the location and working condition of equipment. Equipment that fails, is complicated or needs repair is referred to the workshop manager. Equipment that fails, is complicated or needs repair is referred to the workshop manager. Workshop manager tests equipment not covered by technicians eg common areas, non-laboratory areas and some research labs. Workshop manager tests equipment not covered by technicians eg common areas, non-laboratory areas and some research labs.

15
Testing procedure – In detail Testing equipment used is the Trio Electrix Safe T Check, model MKD. Testing equipment used is the Trio Electrix Safe T Check, model MKD. Is an Australian made, mains powered insulation resistance tester. Is an Australian made, mains powered insulation resistance tester. Is simple to use. Is simple to use.

16
Testing procedure – In detail Just gives PASS or FAIL response. Just gives PASS or FAIL response. Is suitable to be used by people with no testing background. Is suitable to be used by people with no testing background. Also has an inbuilt facility for testing extension cords. Also has an inbuilt facility for testing extension cords.

17
Testing procedure – In detail (cont) Work in pairs or singly. Working in pairs is more efficient and breaks the monotony. Work in pairs or singly. Working in pairs is more efficient and breaks the monotony. Do one room at a time. Do one room at a time. All equipment is first taken out of cupboards. All equipment is first taken out of cupboards.

18
Testing procedure – In detail (cont) Then each piece of equipment is tested and visually inspected. Then each piece of equipment is tested and visually inspected. If it passes, tag is signed and attached. If it passes, tag is signed and attached.

19
Testing procedure – In detail (cont)
")
20
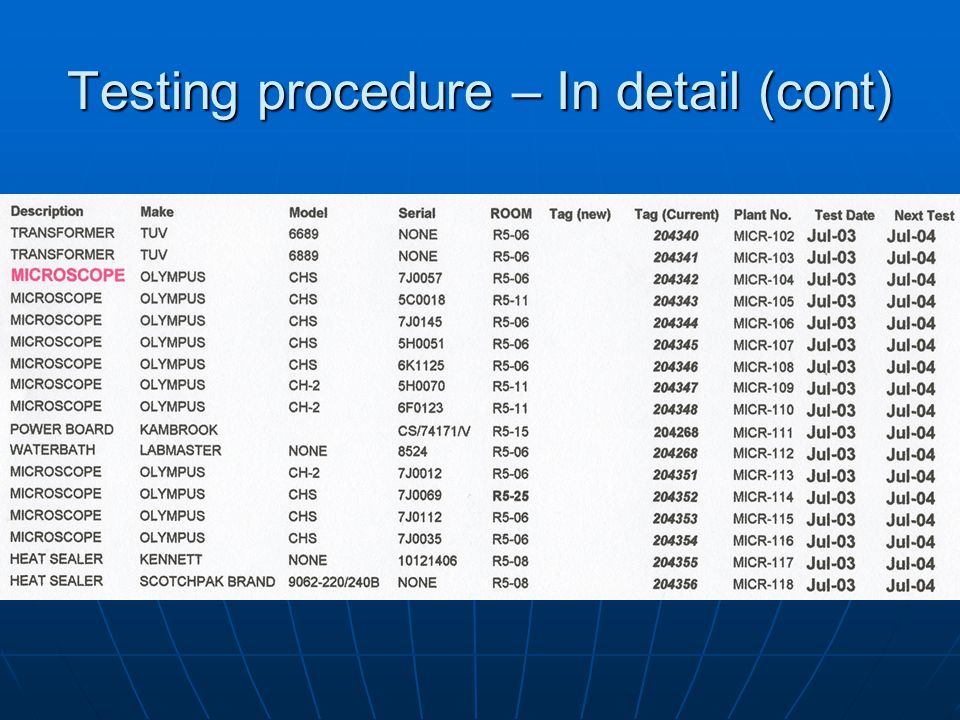
This information is then transferred to a Microsoft Excel Spreadsheet which contains all relevant data for each item of equipment. This information is then transferred to a Microsoft Excel Spreadsheet which contains all relevant data for each item of equipment.

21
Testing procedure – In detail (cont)
")
26
Before the testing process begins the new sequentially pre-numbered tags are filled in with Plant Numbers set out in the previous years spreadsheet. Before the testing process begins the new sequentially pre-numbered tags are filled in with Plant Numbers set out in the previous years spreadsheet.

27
Testing procedure – In detail (cont)
")
28
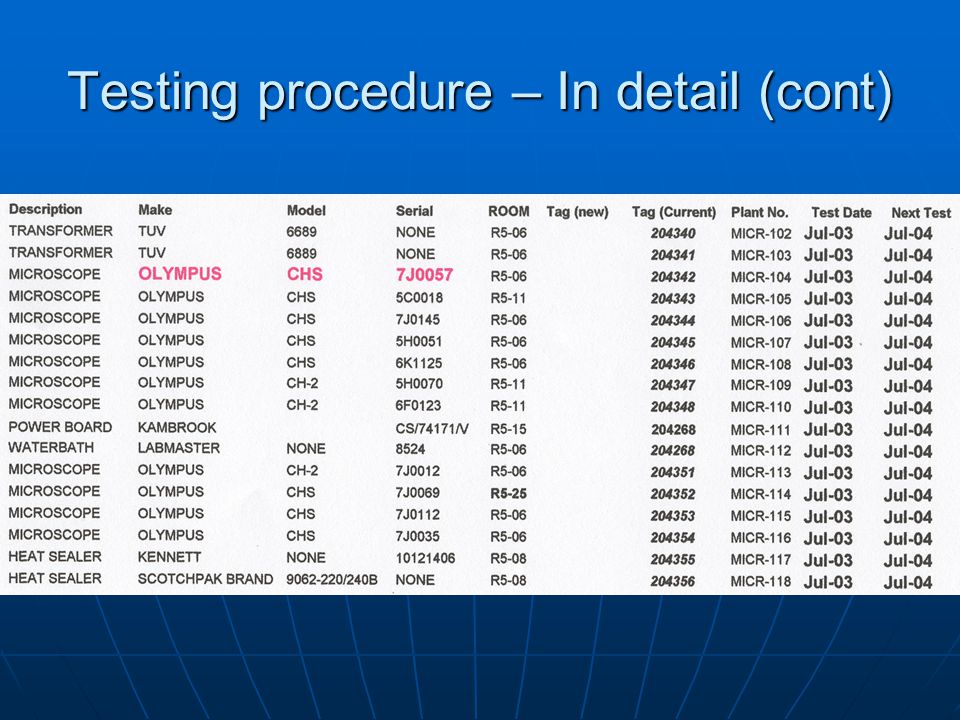
The number of the initial tag is hand written against the first item in the relevant plant list of that department. The number of the initial tag is hand written against the first item in the relevant plant list of that department. The accuracy of sequence of tag allocation is confirmed every 10 entries. The accuracy of sequence of tag allocation is confirmed every 10 entries.

29
Testing procedure – In detail (cont)
")
30
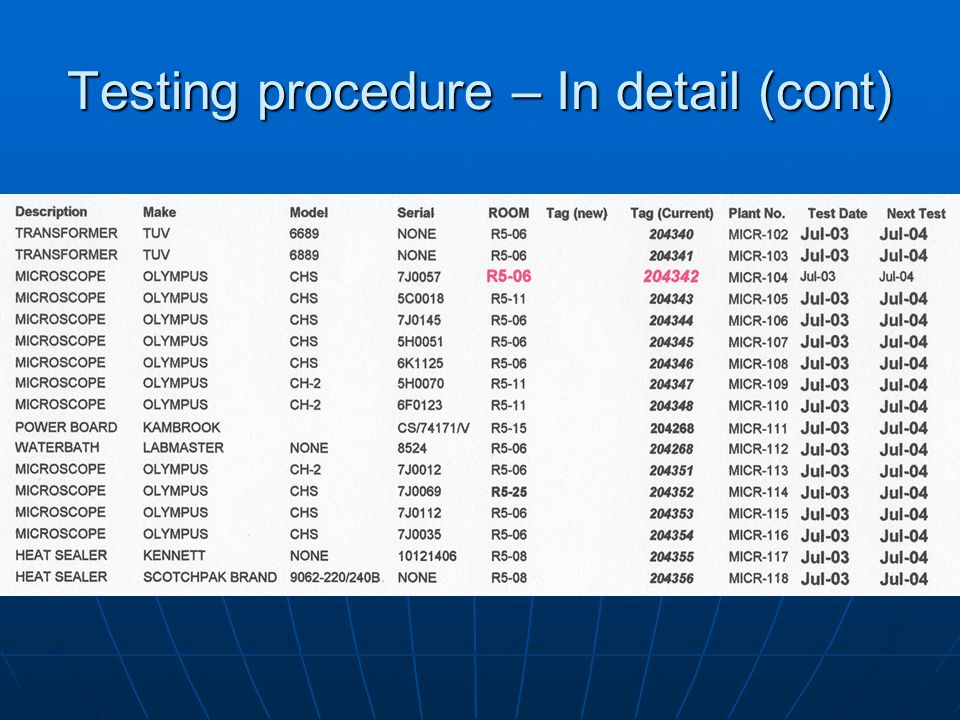
As each item of equipment is tested, a mark is placed against that item on the printout. Tag is signed and attached to that item of equipment. Printout is further marked to show that tagging of that item is complete. As each item of equipment is tested, a mark is placed against that item on the printout. Tag is signed and attached to that item of equipment. Printout is further marked to show that tagging of that item is complete.

31
Testing procedure – In detail (cont) Usually conducted in teams of two. One tests then puts a line through the old tag, the other tags and records. Usually conducted in teams of two. One tests then puts a line through the old tag, the other tags and records. However tagging and recording can be done shortly after the testing and not necessarily be performed by qualified staff. Allows for flexibility of staff time allocation. However tagging and recording can be done shortly after the testing and not necessarily be performed by qualified staff. Allows for flexibility of staff time allocation.

32
Testing procedure – In detail (cont) Data entry can be completed easily and quickly on the Excel system by Administration staff at a later date Data entry can be completed easily and quickly on the Excel system by Administration staff at a later date This avoids the awkwardness of using a computer on site and the slow process of recording each item as it is tested. This avoids the awkwardness of using a computer on site and the slow process of recording each item as it is tested.

33
Testing procedure – In detail (cont) Recording system is simple to use. Is accessible at any time for updating, for checking progress of testing schedule, and for locating a particular piece of equipment. Recording system is simple to use. Is accessible at any time for updating, for checking progress of testing schedule, and for locating a particular piece of equipment.

34
UNSOLVED / ONGOING PROBLEMS Workload issues for Workshop manager and many of the technicians. Workload issues for Workshop manager and many of the technicians. Some areas not covered by Technicians neglected / overlooked. Some areas not covered by Technicians neglected / overlooked.

35
UNSOLVED / ONGOING PROBLEMS (cont) The recording system is subject to human error. The listing of tag numbers in sequential order next to the plant numbers sometimes goes awry e.g. The recording system is subject to human error. The listing of tag numbers in sequential order next to the plant numbers sometimes goes awry e.g. When a piece of equipment has been added into or has been deleted from the spreadsheet incorrectly and the plant number sequence is disrupted.When a piece of equipment has been added into or has been deleted from the spreadsheet incorrectly and the plant number sequence is disrupted. When an incorrect plant number has been written on the tag. The ensuing necessary cross checking causes time delays.When an incorrect plant number has been written on the tag. The ensuing necessary cross checking causes time delays.

36
WHERE TO FROM HERE? Propose to train remaining 6 technicians to spread load even further. Possibly become organised into groups that were responsible for whole floors so that no areas were overlooked. Propose to train remaining 6 technicians to spread load even further. Possibly become organised into groups that were responsible for whole floors so that no areas were overlooked. Possibly outsource testing of most pressing overlooked areas. School has limited scope to do this as cost is $4.00 per item, estimated 800 items outstanding. ($3,200) Possibly outsource testing of most pressing overlooked areas. School has limited scope to do this as cost is $4.00 per item, estimated 800 items outstanding. ($3,200)
 Possibly outsource testing of most pressing overlooked areas. School has limited scope to do this as cost is $4.00 per item, estimated 800 items outstanding. ($3,200).")
37
WHERE TO FROM HERE? (cont) Possibly change software to Microsoft Inspect. Possibly change software to Microsoft Inspect. Would allow both school and outside contractor access to records. Would allow both school and outside contractor access to records. Can record a risk assessment & determine what and when testing is required (further cost of $495). Can record a risk assessment & determine what and when testing is required (further cost of $495).
. Can record a risk assessment & determine what and when testing is required (further cost of $495)..")
38
WHERE TO FROM HERE? (cont) Bar code reader. Bar code reader. At this stage school has decided against using this method. (a) Because cost is prohibitive. Would need one per campus and cost $2000 each. (b) Would lose some of the advantages of present recording system i.e. ability to correctly locate or relocate items by reading tag or accessing data. (c) Would lose flexibility of staff allocation as only one staff member at a time would be involved n the process, resulting in peak demand for equipment when staff are traditionally free to do testing e.g. semester breaks. May be considered in the future. May be considered in the future.
 Because cost is prohibitive. Would need one per campus and cost $2000 each. (b) Would lose some of the advantages of present recording system i.e. ability to correctly locate or relocate items by reading tag or accessing data. (c) Would lose flexibility of staff allocation as only one staff member at a time would be involved n the process, resulting in peak demand for equipment when staff are traditionally free to do testing e.g. semester breaks. May be considered in the future. May be considered in the future..")
39
CONCLUSION Comments? Comments? Suggestions? Suggestions? Share ideas to take back and further improve process Share ideas to take back and further improve process

Similar presentations
















>")



