Download presentation
Presentation is loading. Please wait.

1
3- Hold time: The current shut off but the pressure is still on. 4- Off time: The pressure now is released and the work is removed or moved to start spot-welding in another place of it.

2
SqueezeWeldHoldOff time

3
Spot Welding machines: 1- Stationary single spot machines: used for light and medium weight work pieces. There are two types: rocker arm and direct- pressure machines.

4
Stationary Single Spot Machine

5
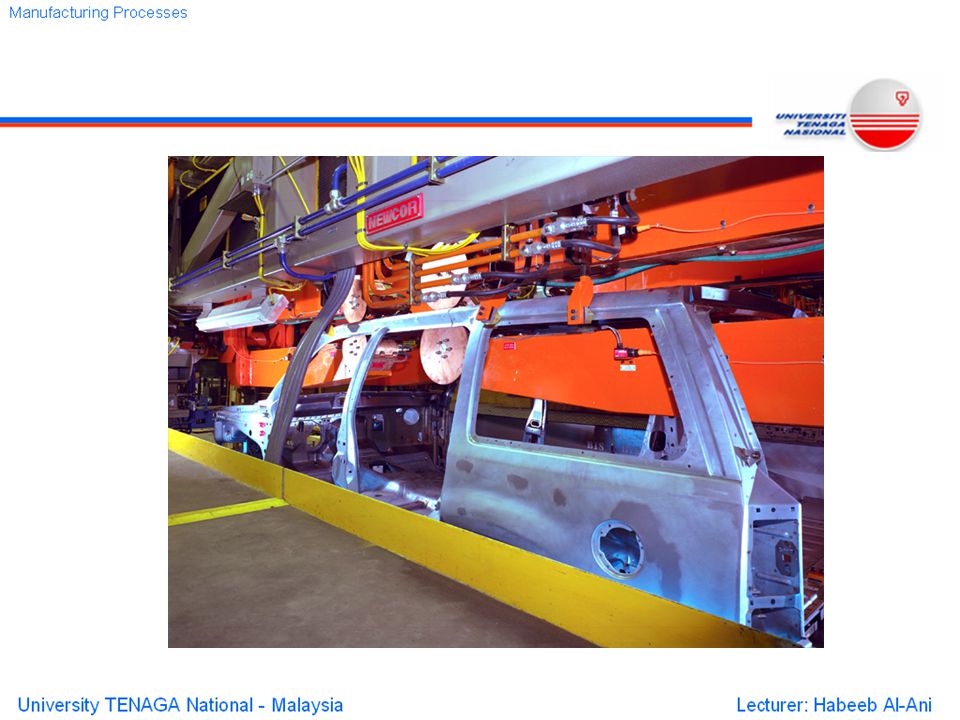
2- Portable spot machines (guns): Used in mass production, where the work is too large to be brought to other stationary machines. Spot guns are used in automotive industries.

6
Portable Spot Machine

7
3- Multiple spot welding machines: these machines are able to produce several spots at the same time by using several guns (mass production).
.")
8
Multiple Spot Machine

9
2. Projection Welding: Projection welding closely resembles spot welding. The metal to be weld has projections located on its surface. On sheet metal these projections are produced on a punch press. The work piece, with its projections, is placed between plain large area electrodes in the welding machine. As current and pressure are applied, the projections are melted and flattened causing the material surfaces to come together.

10
AB

12
3. Resistance Seam Welding: Seam welding is an adaptation of spot welding employing continuously rotating rollers as electrodes (electrode wheels). These rollers exert pressure on the metal sheets. Using successive impulses of electrical current, a series of overlapping spots can be produced. The current is automatically turned on and off as the electrodes revolve. External cooling of the work and rollers is sometimes employed to avoid overheating.
. These rollers exert pressure on the metal sheets. Using successive impulses of electrical current, a series of overlapping spots can be produced. The current is automatically turned on and off as the electrodes revolve. External cooling of the work and rollers is sometimes employed to avoid overheating..")
13
Seam welding is used in manufacturing of: containers, refrigerator cabinets and gasoline tanks. Types of Seam Welding: 1. Simple lap seam welding: It is called roll spot welding because it uses rollers as electrodes. To produce pressure-tight joint (for containers) a series of overlapping spot welds is produced.
 a series of overlapping spot welds is produced..")
15
If the pressured-tight quality of the lap seam is not required, the individual weld nugget (spots) are spaced to give a stitch effect. 2. Mash Seam weld: The amount of sheet lapping is reduced to a small value by using flat electrodes instead of rollers. The electrodes forge the sheets together while welding is taking place because of the metal resistance to current passed from one electrodes is calledmashdown

18
3. Finish Seam weld: The trace left on one side of the weld after mashdown can be avoided by modifying the face contour of one electrode in such a way to allow the excessive metal to flow to the other invisible side. So the other side which is viewed by the customer has no trace.

19
5. Flash-Butt Welding: Flash- butt welding is a resistance welding process used to join the ends of rods, bars, strips and rings. The size and shape of the two ends to be joined should be similar in order to obtain the best results. The two pieces to be welded are clamped in fixtures which position them facing each other. A light touch is performed between the two Ends.

20
Because of the current, flashing is produced and the parts are burned away, thus heating the ends of them. When the ends of the work attain the proper temperature, the pieces are suddenly pushed towards each other. This upsetting action (butt-plastic deformation) happens very fast and a great amount of force is usually applied at this instant.
 happens very fast and a great amount of force is usually applied at this instant..")
23
6. Percussion Welding: This process uses electrical energy that can be produced by two methods: 1) Electrostatic. 2) Electromagnetic. In the former methods energy is stored in a capacitor. In the second method the energy is created by the collapsing of a magnetic field.
 Electrostatic. 2) Electromagnetic. In the former methods energy is stored in a capacitor. In the second method the energy is created by the collapsing of a magnetic field..")
24
Percussion welding utilizes on e of these methods, in which the power is discharged within 1 to 10 milliseconds to develop localized high heat at the joint of two parts. The operation is performed with one part held in a stationary holder and the other in a clamp mounted on a slide which is backed up against pressure from heavy spring.

25
the welding operation the movable clamp is released rapidly, carrying the part forward. When the two part are about 1.6mm. A sudden discharge of electrical energy is released, causing an intense arc between the two ends. The percussion blow of the two parts coming together extinguishes the arc and creates the weld. Advantages: Used where heating of the parts is harmful. Here, the heat is concentrated in a small areas can be welded.

26
Advantages: Used where heating of the parts is harmful. Here, the heat is concentrated in a small areas can be welded. 7. High–Frequency Resistance Welding This type of RW is similar to seam, except that high-frequency current (up to 400kHz) is employed.
 is employed..")
27
Oxyfuel Gas Welding OGW is a welding process that utilizes a fuel gas (acetylene, natural gas, hydrogen) combined with oxygen to produce a flame which is the source of heat that is used to melt the metal at the joint.
 combined with oxygen to produce a flame which is the source of heat that is used to melt the metal at the joint.")
28
Types of Oxyfuel Gas Welding 1. Oxyacetylene Welding (OAW) A flame, which reaches temperatures of 3600°C, is produced from the combustion of oxygen and acetylene. This flame is used to heat and melt the parts to be jointed. The welding can be performed with or without the use of a filler metal ( no pressure is applied).
 A flame, which reaches temperatures of 3600°C, is produced from the combustion of oxygen and acetylene. This flame is used to heat and melt the parts to be jointed. The welding can be performed with or without the use of a filler metal ( no pressure is applied)..")
29
Oxygen production: Oxygen is produced by liquefying air ( most commercial) and by electrolysis ( passing an electrical current through water to separate it into o 2 and H 2 ). Acetylene production: C 2 H 2 is produced by dropping pieces of calcium carbide in water:

30
C a C 2 + 2 H 2 0 C a ( 0 H) 2 + C 2 H 2 Because of safety consideration, C 2 H 2 is stored in cylinders filled with porous filler saturated with acetone so the acetylene pressure will not be more than 0.1 MPa. Welding equipments: Gas pressure are controlled by regulating the valves (regulators). This control is done manually.
. This control is done manually..")
32
The Ideal gas equation is used to describe the amount of gas V2 available at a regulated pressure P2. P1V1 P2V2 T1 T2 Ideal Perfect gas Law P1, V1, T1- Pressure, volume and absolute temperature in the cylinder. P2,V2, T2 – Regulated pressure, volume and temperature (after the valves). =
. =.")
33
Usually T1 = T2 P1 V1 = P2V2 (study example 13.1) Heat generation: Heat is generated because of three different types of combustion (one is primary and the other two are secondary) Primary combustion : C 2 H 2 + O 2 = 2 CO + H 2 This combustion forms the luminous inner cone of the flame.
 Heat generation: Heat is generated because of three different types of combustion (one is primary and the other two are secondary) Primary combustion : C 2 H 2 + O 2 = 2 CO + H 2 This combustion forms the luminous inner cone of the flame.")
34
Secondary combustion : 2CO + O 2 = 2CO 2 2H 2 + O 2 = 2H 2 O These two reactions from the outer envelope of the flame. Calculation of Heat: 1.Heat generated in the inner cone : H ic = 150 BTU x V V – regulated volume (V=V2)
.")
35
2. Heat generated in the outer envelope : H oe = 960 BTU x V Types of Oxyacetylene Flames

36
The proportion of C 2 H 2 and O 2 in the gas mixture are very important factors in oxyacetylene gas welding. According to the gas portions, we can determine three types of flames: 1. Neutral flame (C 2 H 2 = O 2, 1:1) the flame occurs in two stages (inner luminous cone and outer envelope).
 the flame occurs in two stages (inner luminous cone and outer envelope)..")
37
2. Reducing or carburizing flame: (C 2 H 2 >O 2 ). It occurs when there is an excess of acetylene. Here there zones are observed instead of two. Between the inner luminous cone and the outer envelope is an intermediate white-colored cone. Application for low temperature welding (nickel and some alloy steels).
..")
38
3. Oxidizing Flame ( C2H2 < O2): Here there are only two zones as in the neutral flame but the inner cone is shorter and the outer envelope appears to have more colors. Application: it is harmful for steels because it oxidizes the steels. But it is desirable for brass and bronze.
: Here there are only two zones as in the neutral flame but the inner cone is shorter and the outer envelope appears to have more colors. Application: it is harmful for steels because it oxidizes the steels. But it is desirable for brass and bronze..")
41
Advantages of Oxyacetylene Welding : 1. In expensive equipment and it requires less maintenance. 2. Easy to use because equipment applied is portable. 3. All metals can be welded.

42
2. Oxyhydrogen Welding (OHW) I nstead of using acetylene, hydrogen is applied to perform combustion with oxygen. Hydrogen is produced by: 1. Electrolysis of water 2. Passing a steam over a coke.
 I nstead of using acetylene, hydrogen is applied to perform combustion with oxygen. Hydrogen is produced by: 1. Electrolysis of water 2. Passing a steam over a coke..")
43
Differences between OHW and OAW:- 1. Oxyhydrogen welding is mainly used to weld thin sheets and low-melting alloys because it produces much lower heat than oxyacetylene. 2. Adjustment of flames is difficult because there is no distinguishing color to judge the gas proportion.

44
3. No oxides are formed on the surface of the weld. 3. Air Acetylene Welding - Air is used instead of oxygen to perform combustion with acetylene. ( - )This type of gas welding is limited to lead welding and low-temperature brazing or soldering because low heat is obtained.
This type of gas welding is limited to lead welding and low-temperature brazing or soldering because low heat is obtained..")
45
4. Pressure Gas Welding Principle: The edges of the parts to be jointed are heated with oxyacetylene flames to the welding temperature (1200°C) and pressure is applied afterwards.
 and pressure is applied afterwards..")
46
Types of Gas Pressure Welding 1.Closed joint welding: Processes: - The two parts are held together under pressure. - Multi flame torches designed to surround the joint are used to heat the parts edges. - These torches are oscillated to avoid local overheating. - At the desirable temperatures an additional upsetting pressure is applied until the edges of the parts solidify.

47
2. Open-join welding: Processes: - A flat multi flame torch is placed between the two surfaces to be jointed. - When the desired temperature is reached, the torch is quickly withdrawn, and the surfaces are forced together and held until the surfaces solidify.

48
Other Joining Processes Soldering and brazing are used to join two metals with a third joining metal introduced into the joint in a liquid state and allowed to solidify. 1. Soldering Soldering is a process that consist of joining two metal surfaces by means of a molten metal or alloy (lead and thin alloys). The alloy strength determines the adhesive quality of the alloy. (Disadvantage) Little strength. T< 450°C
. The alloy strength determines the adhesive quality of the alloy. (Disadvantage) Little strength. T< 450°C.")
49
2. Brazing Brazing is a welding process where coalescence is obtained by heating a suitable temperatures a non-ferrous filler metal (having a melting point below that of the base metal). The molten metal (filler) is distributed between the closely fitted surfaces by capillary action. T= 450°C and above.
. The molten metal (filler) is distributed between the closely fitted surfaces by capillary action. T= 450°C and above..")
50
Types of brazing filler metals: 1. Alloys of copper, 2. Silver 3. aluminum. Processes: -Prior to welding, the surfaces require cleaning to remove oxides and foreign particles. - After cleaning, a flux is applied to dissolve and prevent oxides during heating.

51
- After heating, the filler is introduced to the joint and melted at the point of welding. Types of brazing joints: 1- Lap, 2- butt 3- scarf -The lap joint is the strongest because it has the greatest contact area.

52
Lap Butt Scarf

53
- Joint clearance is important because capillary attraction, required for filler distribution, depends on it. Advantages of brazing Effective for welding metals that are hard to weld using other process Can be used for welding dissimilar metals Used for thin sheets Rapid process and minimum finishing Application: Brazing carbide inserts to tools, radiators and electrical parts.

54
3. Adhesive bonding. Many components and products can be joined and assembled by the use of an adhesive. Application: Labeling, packaging, Bookbinding, and furnishing. Types of adhesives: - Thermosets: epoxy, silicone - Thermoplastics

55
Advantages of adhesive bonding: 1.Economical 2.Replaces machining (threading) 3. No change in material properties or surface roughness. 4. Very thin and fragile material can be bonded without weight increasing. 5. Dissimilar materials can be bonded 6. Elastic nature of some adhesives gives vibration protection

56
1. The surfaces to be bonded must be chemically cleaned 2. Some adhesives are toxic and flammable 3. Not effective at high temperatures 4. Difficult to apply in automatic lines 5. Some adhesives have short life span. Disadvantages of adhesive bonding:

57
Next Lecture: Hot & cold Working

58
THANK YOU

Similar presentations
















 RUNNING A BEAD WITH AND WITHOUT FILLER ROD Standard B7.4.>")

>")








