Download presentation
Presentation is loading. Please wait.

1
Heat Treatment Process : QUENCHING SUB: Material Science and Metallurgy Prepared By: Jadeja Harvijaysinh (130040119048) Joshi Krutarth (130040119049) Kacha Pravin (130040119050) Kachchhi Kautik (130040119051) Kaila Kishan (130040119052) Guided By : Prof. Ankush Sharma 3 rd Mechanical – D Department of Mechanical Engineering B.H.Gardi College Of Engineering & Technology, Rajkot.

2
Heat Treatment Process : Heat treatment is an operation or combination of operations involving heating at a specific rate, soaking at a temperature for a period of time and cooling at some specified rate. The aim is to obtain a desired microstructure to achieve certain predetermined properties (physical, mechanical, magnetic or electrical).
..")
3
Objectives of Heat Treatment Process The major objectives are to increase strength, harness and wear resistance (bulk hardening, surface hardening) to increase ductility and softness (tempering, recrystallization annealing) to increase toughness (tempering, recrystallization annealing) to obtain fine grain size (recrystallization annealing, full annealing, normalizing) to remove internal stresses induced by differential deformation by cold working, non-uniform cooling from high temperature during casting and welding (stress relief annealing) 3
 to increase ductility and softness (tempering, recrystallization annealing) to increase toughness (tempering, recrystallization annealing) to obtain fine grain size (recrystallization annealing, full annealing, normalizing) to remove internal stresses induced by differential deformation by cold working, non-uniform cooling from high temperature during casting and welding (stress relief annealing) 3")
4
to improve machineability (full annealing and normalising) to improve cutting properties of tool steels (hardening and tempering) to improve surface properties (surface hardening, corrosion resistance-stabilising treatment and high temperature resistance-precipitation hardening, surface treatment) to improve electrical properties (recrystallization, tempering, age hardening) to improve magnetic properties (hardening, phase transformation) 4
 to improve cutting properties of tool steels (hardening and tempering) to improve surface properties (surface hardening, corrosion resistance-stabilising treatment and high temperature resistance-precipitation hardening, surface treatment) to improve electrical properties (recrystallization, tempering, age hardening) to improve magnetic properties (hardening, phase transformation) 4")
5
Purpose of Heat Treatment Process Improvement in Ductility Reliving Internal Stresses Grain Size Refinement Increase in Strength & Hardness Improvement in Machinability & Toughness

8
The effect of tempering temperature on the mechanical properties of a 1050 steel.

9
The hardenability curves for several steels.

10
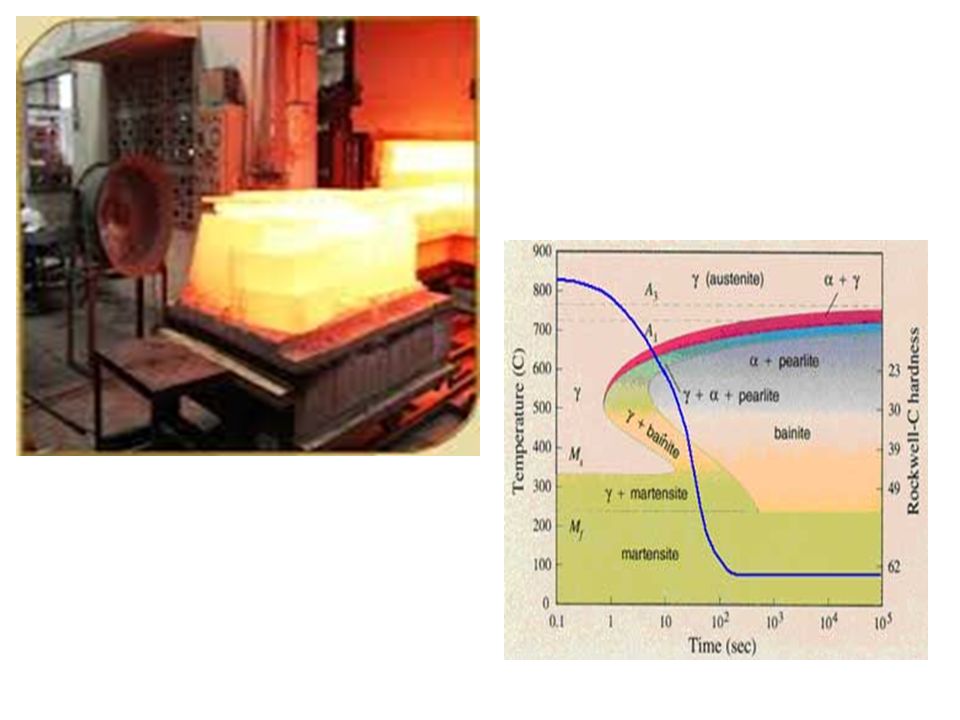
Quenching Quenching is the rapid cooling of a work piece to obtain certain material properties. It prevents low-temperature processes, such as phase transformations, from occurring by only providing a narrow window of time in which the reaction is both thermodynamically favorable and kinetically accessible.

11
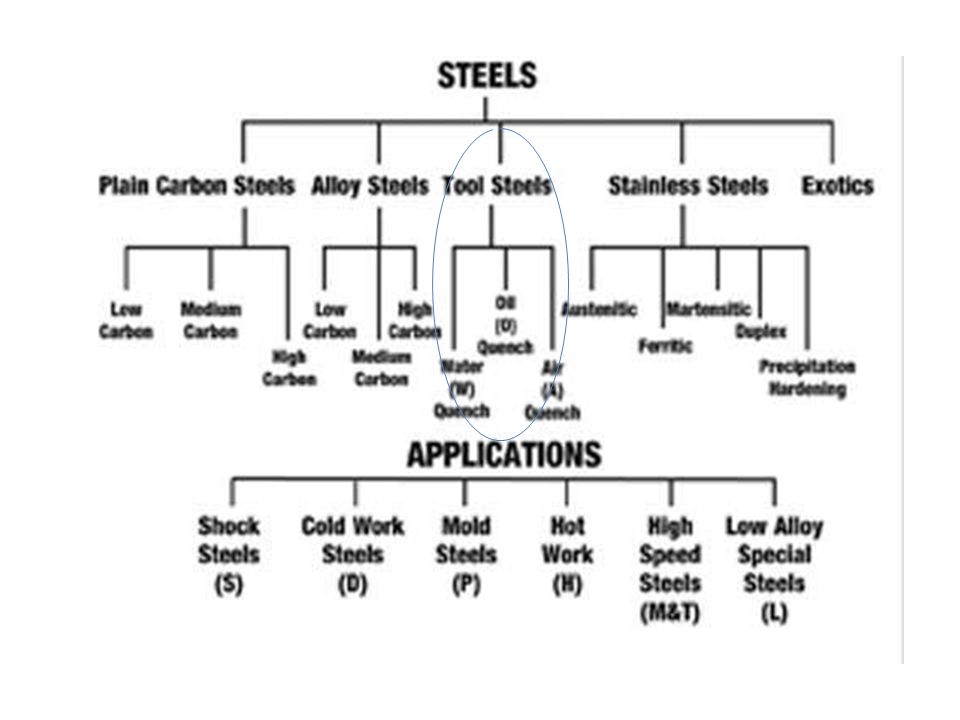
Types of Quenching Media : Water Oil Brine Air Solid Caustic Soda

12
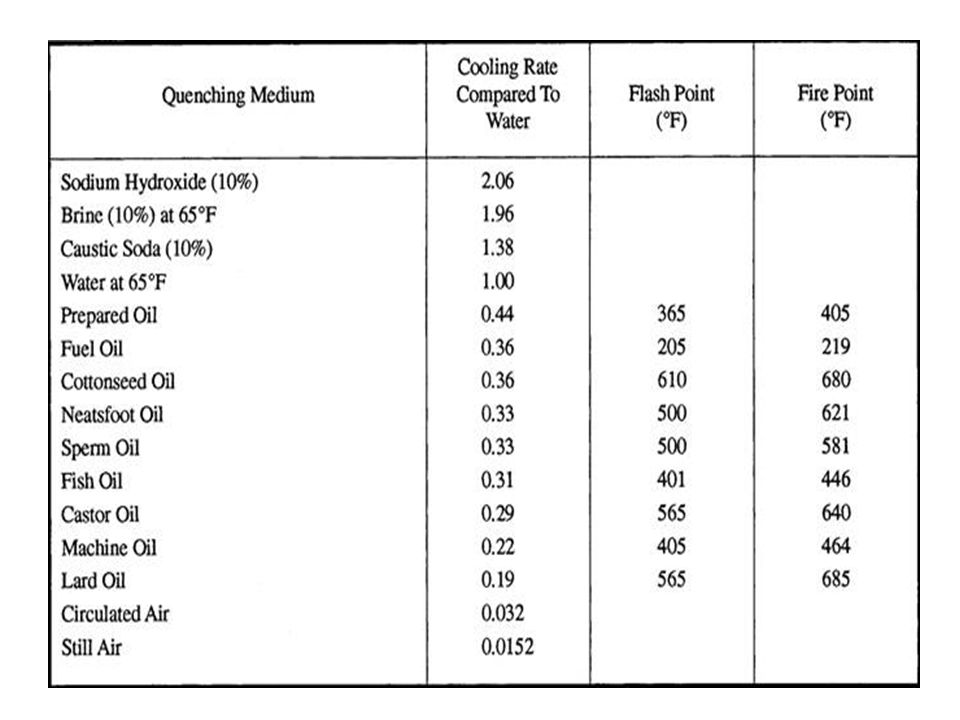
Quenching Media : The cooling rate of an object depends on many things. The size, composition, and initial temperature of the part and final properties are the deciding factors in selecting the quenching medium. A quenching medium must cool the metal at a rate rapid enough to produce the desired results. Mass affects quenching in that as the mass increases, the time required for complete cooling also increases. Even though parts are the same size, those containing holes or recesses cool more rapidly than solid objects. The composition of the metal determines the maximum cooling rate possible without the danger of cracking or warping. This critical cooling rate, in turn, influences the choice of the quenching medium.

13
The cooling rate of any quenching medium varies with its temperature therefore, to get uniform results, keep the temperature within prescribed limits. The absorption of heat by the quenching medium also depends, to a large extent, on the circulation of the quenching medium or the movement of the part. Agitation of the liquid or the part breaks up the gas that forms an insulating blanket between the part and the liquid. Microstructre of Steel Before Quenching

14
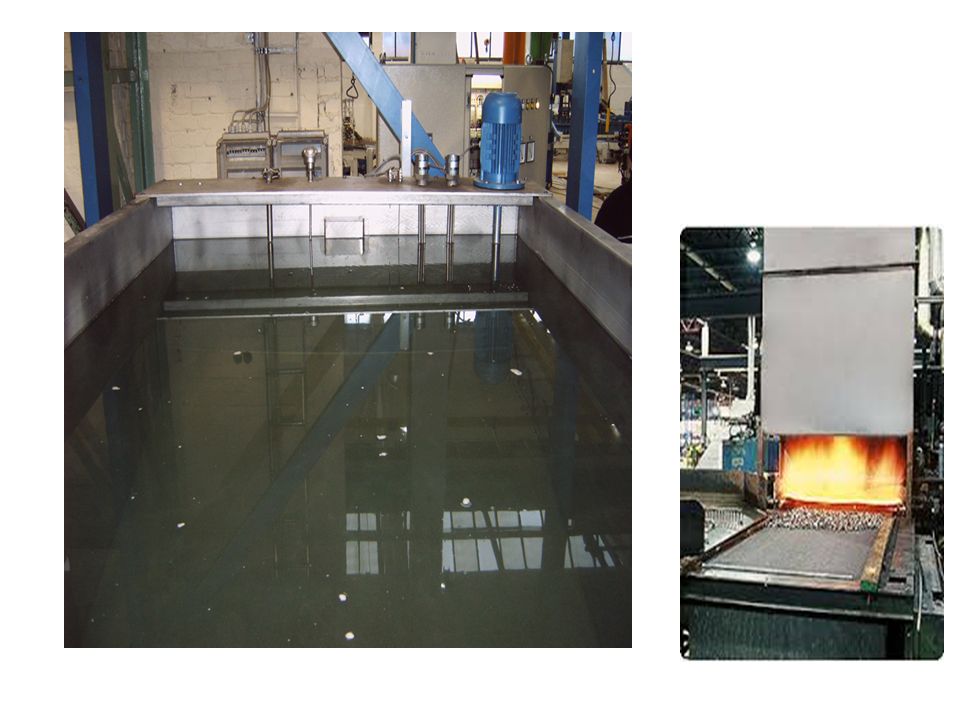
QUENCHING MEDIUM : LIQUID The two methods used for liquid quenching are called still- bath and flush quenching. The only movement of the liquid is that caused by the movement of the hot metal, as it is being quenched. For flush quenching, the liquid is sprayed onto the surface and into every cavity of the part at the same time to ensure uniform cooling. Flush quenching is used for parts having recesses or cavities that would not be properly quenched by ordinary methods. That assures a thorough and uniform quench and reduces the possibilities of distortion. Quenching liquids must be maintained at uniform temperatures for satisfactory results.

16
The most commonly used quenching medium Inexpensive and convenient to use Provide very rapid cooling Especially used for low-carbon steel, which requires a very rapid change in temperature in order to obtain good hardness and strength Can cause internal stresses, distortion, or cracking Quenching Medium : Water

17
Water can be used to quench some forms of steel, but does not produce good results with tool or other alloy steels. Water absorbs large quantities of atmospheric gases, and when a hot piece of metal is quenched, these gases have a tendency to form bubbles on the surface of the metal. The water in the quench tank should be changed daily or more often if required.

19
More gentle than water Used for more critical parts, such as parts that have thin sections or sharp edges Razor blades, springs, and knife blades Does not produce steel that is as hard or strong as steel quenched by water Less chance of producing internal stresses, distortion, or cracking More effective when oil is heated slightly above room temperature to 100°F or 150°F (40°C or 65°C): reduced viscosity Quenching Medium: Oil
: reduced viscosity Quenching Medium: Oil")
21
More gentle than oil Does not produce steel that is as hard or strong as steel quenched by water or oil Less chance of producing internal stresses, distortion, or cracking. Generally used only on steels that have a very high alloy content Special alloys (such as Cr and Mo) are selected because they are known to cause materials to harden even though a slower quenching method is used Quenching Medium : Air The heated sample is placed on a screen. Cool air is blown at high speed from below it.
 are selected because they are known to cause materials to harden even though a slower quenching method is used Quenching Medium : Air The heated sample is placed on a screen. Cool air is blown at high speed from below it..")
24
Medium air oil water Severity of Quench small moderate large Hardness small moderate large Effect of Quenching Medium The severity of quench: water > oil > air

25
Weight percent carbon Temperature, °C Fe-Cementite metastable phase diagram (microstructural) L L+Cm I L+γ I Ledeburite=LB(γ eu +C eu ) γ I ’(γ II +Cm II )+LB’ (γ’ eu (γ II +Cm II )+Cm eu ) LB’ (γ eu (γ II +Cm II )+Cm eu ) +Cm I LB’ (P(α ed +Cm ed ) +Cm II )+Cm eu )+Cm I LB’ ((P(α ed (α’ ed +Cm III )+Cm ed ) +Cm II )+ Cm eu )+Cm I (P(α ed +Cm ed )+Cm II )+ LB’ (P(α ed +Cm ed ) +Cm II +Cm eu ) (P(α ed (α’ ed +Cm III )+Cm ed ) +Cm II )+ LB’ ((P(α ed (α’ ed +Cm III )+Cm ed ) +Cm II )+Cm eu ) γ γ II +Cm II α I +γ P(α ed +Cm ed ) +Cm II P(α ed (α’ ed +Cm III )+Cm ed ) +Cm II α I + (P(α ed +Cm ed ) α I ( α’+Cm III ) +( P(α ed (α’ ed +Cm I II )+ Cm ed ) α α’+Cm III δ δ+γ δ+L Cm A o =210˚C A 1 =727˚C A 4 =1147˚C A 5 =1495˚C A 2 =668/ 770˚C A3A3 A cm 0.0218 0.77 2.11 4.30 0.09 0.17 0.53 0.00005 910˚C 1539˚C 1394˚C 1227˚C 6.67 L=liquid, Cm=cementite, LB=ledeburite, δ=delta ferrite, α= alpha ferrite, α’= alpha ferrite(0.00005 wt%C) γ=austenite, P=pearlite, eu=eutectic, ed=eutectoid, I=primary, II=secondary, III=tertiary Pearlite γ I +LBLB+Cm I A DEF B C 25
 L L+Cm I L+γ I Ledeburite=LB(γ eu +C eu ) γ I ’(γ II +Cm II )+LB’ (γ’ eu (γ II +Cm II )+Cm eu ) LB’ (γ eu (γ II +Cm II )+Cm eu ) +Cm I LB’ (P(α ed +Cm ed ) +Cm II )+Cm eu )+Cm I LB’ ((P(α ed (α’ ed +Cm III )+Cm ed ) +Cm II )+ Cm eu )+Cm I (P(α ed +Cm ed )+Cm II )+ LB’ (P(α ed +Cm ed ) +Cm II +Cm eu ) (P(α ed (α’ ed +Cm III )+Cm ed ) +Cm II )+ LB’ ((P(α ed (α’ ed +Cm III )+Cm ed ) +Cm II )+Cm eu ) γ γ II +Cm II α I +γ P(α ed +Cm ed ) +Cm II P(α ed (α’ ed +Cm III )+Cm ed ) +Cm II α I + (P(α ed +Cm ed ) α I ( α’+Cm III ) +( P(α ed (α’ ed +Cm I II )+ Cm ed ) α α’+Cm III δ δ+γ δ+L Cm A o =210˚C A 1 =727˚C A 4 =1147˚C A 5 =1495˚C A 2 =668/ 770˚C A3A3 A cm ˚C 1539˚C 1394˚C 1227˚C 6.67 L=liquid, Cm=cementite, LB=ledeburite, δ=delta ferrite, α= alpha ferrite, α’= alpha ferrite( wt%C) γ=austenite, P=pearlite, eu=eutectic, ed=eutectoid, I=primary, II=secondary, III=tertiary Pearlite γ I +LBLB+Cm I A DEF B C 25")
26
Microstructure of Steel after Quenching

27
Thank You

Similar presentations










 and reduce brittleness. Annealing consists of softening the.>")
 Time at which Transformation Starts/Begins Ends 700S1E1 650S2E2 600S3E3 550S4E4 500S5E5 450S6E6 400S7E7 350S8E8 -----SE SnEn -----SrEr.>")
>")









