Download presentation
Presentation is loading. Please wait.

1
Heat treatment 1. Introduction
The key to improve the material property is to change its structure at atomic level. This can be achieved through (i) alloying and (ii) controlled heat and cooling basically – heat treatment The basic steps of heat treatment are: Heat -> Soaking -> Cooling
 alloying and (ii) controlled heat and cooling basically – heat treatment. The basic steps of heat treatment are: Heat -> Soaking -> Cooling.")
2
Heat treatment Heat -> Soaking -> Cooling
Temperature Time of soaking Rate of cooling Medium of cooling - Different combinations of the above parameters - Different compositions of materials and initial phases of materials Different heat treatments

3
2. Purpose of heat treatment
Soften the metal prior (before) to shaping; Relieve (ease) the effects of strain hardening that occurs during cold forming; Achieve the final strength and hardness required in the finished product as one of the end manufacturing processes.
 to shaping; Relieve (ease) the effects of strain hardening that occurs during cold forming; Achieve the final strength and hardness required in the finished product as one of the end manufacturing processes.")
4
Heat treatment Body heat treatment Heat treatment
Surface heat treatment Heat treatment 3. Classification of heat treatment processes (for basics of engineering technology) Annealing Martensite formation in steel Surface hardening
 Annealing. Martensite formation in steel. Surface hardening.")
5
Heat treatment 4. Annealing Heat -> Soaking -> Cooling
Reduce hardness and brittleness Alter microstructure for desired mechanical properties Soften metals to improve formability Recrystalize cold worked (strain hardened) metals Relieve stress from shaping
 metals. Relieve stress from shaping.")
6
Heat treatment 4. Annealing
Full annealing (heating alloy into austenite region and slow cooling in furnace to form coarse pearlite) Normalizing (cooling at faster rates, cool in air resulted in fine pearlite, high strength and hardness) Process Anneal (to allow further cold working of part) - Re-crystallization anneal (full recovery of cold worked metal) - Recovery Anneal (partial return of grain structure) Stress-relief annealing (reduce distortion and dimensional variations)
 Normalizing (cooling at faster rates, cool in air resulted in fine pearlite, high strength and hardness) Process Anneal (to allow further cold working of part) - Re-crystallization anneal (full recovery of cold worked metal) - Recovery Anneal (partial return of grain structure) Stress-relief annealing (reduce distortion and dimensional variations)")
8
Heat treatment 5. TTT curve – principle for Martensite Formation
eutectoid composition preheat or heat up alloy to austenite. austenite to various phases : cooling rate. Pearlite, P; Bainite, B: alternative forms of ferrite-carbide mixtures Martensite, M

9
Metals – Phase diagram for Iron and Carbon
Eutectic Eutectoid Fe3C Handouts 2

10
5. TTT curve – principle for Martensite Formation

11
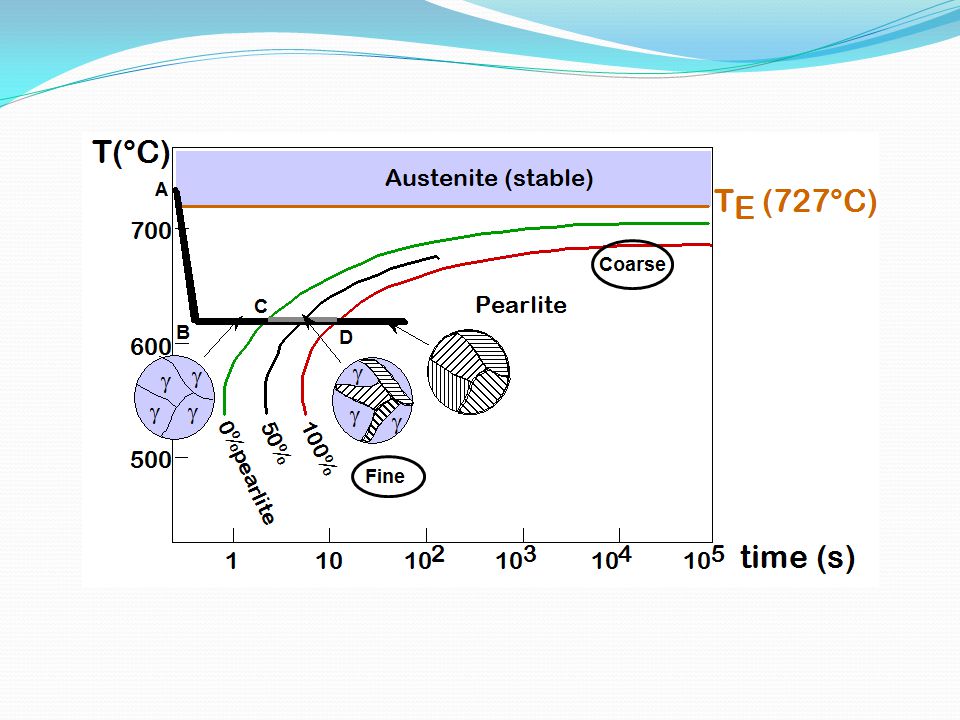
Time ----- x- axis; temperature --- y-axis
Curve interpreted by starting at 0 in austenite region above A1=1333F Proceeding downwards & to the right along a trajectory This is for specific composition of C (0.80%) Trajectory proceeds through region indicating transformation into pearlite or bainite TTT diagram shows both start s and finish f lines Pearlite (ferrite + Carbide) --- shows slow cooling from austenite---- it passes through Ps above nose of TTT curve Bainite (ferrite + Carbide) ---- rapid cooling to somewhat above Ms Nose of TTT curve is avoided----- Much slower cooling to pass through Bs and into ferrite- carbide region If cooling occurs at much faster rate, austenite martensite BCC to BCT
 Trajectory proceeds through region indicating transformation into pearlite or bainite. TTT diagram shows both start s and finish f lines. Pearlite (ferrite + Carbide) --- shows slow cooling from austenite---- it passes through Ps above nose of TTT curve. Bainite (ferrite + Carbide) ---- rapid cooling to somewhat above Ms Nose of TTT curve is avoided----- Much slower cooling to pass through Bs and into ferrite- carbide region. If cooling occurs at much faster rate, austenite martensite BCC to BCT.")
12
Heat treatment 5. TTT curve – principle for Martensite Formation
Martensite: hard and brittle BCT + carbon Tetragonal Ms means the temperature M starts to form. Ms depends on alloyed element; some are lower than room temperature

13
Heat treatment 5. Heat treatment to form Martensite phase
Austenitizing: heat up to a certain temperature to form Quenching: cooling media: Brine: the fastest; Air: the slowest Tempering: Heat up to temperature below eutectoid soak for one hour & slow cooling BCT to BCC

14
5. Heat treatment to form Martensite phase
Austenitizing – quenching - tempering

15
Heat treatment 5. Hardenability
- The relative capacity of a steel to be hardened by transformation to martensite; hardness penetration Hardenability = Hardness ? alloying elements increase the hardenability: to make TTT curve right: to increase the time to start the transformation for Austenite to Martensite

16
6. Surface heat treatment
Thermo chemical treatment Composition of part surface altered by addition of other elements Adding of carbon, nitrogen, or other elements Nitriding Carburizing Carbonitriding

17
Surface heat treatment
Pack carburizing- Pack carbonaceous materials (charcoal); Very thick hard outer layer - Carburizing Gas carburizing- Diffuse Hydrocarbon fuels (propane in a furnace); thin hard outer layer Liquid carburizing- Diffuse molten salt bath containing sodium cyanide, barium chloride, and other compounds; medium sized hard outer layer - Low hardness - Ductile Capable of withstanding stress
; Very thick hard outer layer. - Carburizing. Gas carburizing- Diffuse Hydrocarbon fuels (propane in a furnace); thin hard outer layer. Liquid carburizing- Diffuse molten salt bath containing sodium cyanide, barium chloride, and other compounds; medium sized hard outer layer. - Low hardness. - Ductile. Capable of. withstanding stress.")
18
Surface heat treatment
Carburizing -> HRC 60, Thickness: – 4 mm Nitriding -> HRC 70, Thickness: – 0.05 mm Carbonitriding -> HRC 70, Thickness: mm Chromizing and Boronizing -> HRC 70

19
7. Heat treatment methods and facilities
Heat treatment furnaces 2. Surface hardening methods - flame hardening - induction heating - Laser beam heating

Similar presentations













 Time at which Transformation Starts/Begins Ends 700S1E1 650S2E2 600S3E3 550S4E4 500S5E5 450S6E6 400S7E7 350S8E8 -----SE SnEn -----SrEr.>")
>")



 depend on their: Structure Processing history and Composition Engr 241.>")
