Download presentation
Presentation is loading. Please wait.

1
Identifying Metals

2
Ferrous vs non-ferrous Ferrous contain iron non-ferrous do not have iron. Ferrous metals will rust and have to be painted or oiled to protect.

3
Ferrous Metals These are metals which contain iron. They may have small amounts of other metals or other elements added, to give the required properties. All ferrous metals are magnetic and give little resistance to corrosion

4
major products of the ferrous industry cast iron low and medium alloyed steels specialty steels such as tool steels and stainless steels.

5
Non- Ferrous These are metals which do not contain any iron. They are not magnetic and are usually more resistant to corrosion than ferrous metals. Examples are aluminum, copper, lead. zinc and tin.

6
Metals can be identified by color weight texture use shape forge or cast marks spark test

7
Sparks Test Color, shape, quantity, length, and position of sparks are used to identify metals using spark test.

8
Sparks Test 1) cast iron has red lines 2) high carbon steel has yellow lines with several star bursts 3) wrought iron has long straw-colored lines without bursts
 cast iron has red lines 2) high carbon steel has yellow lines with several star bursts 3) wrought iron has long straw-colored lines without bursts")
9
Galvanized steel should be identified because it gives off poisonous gas when heated for cutting or welding.

10
Cutting Thick Metal If metal is too thick, snips or shears will not cut. Thick metal should be cut with a metal cutting saw such as hacksaw, band saw, or abrasive cut-off (chop saw).
..")
12
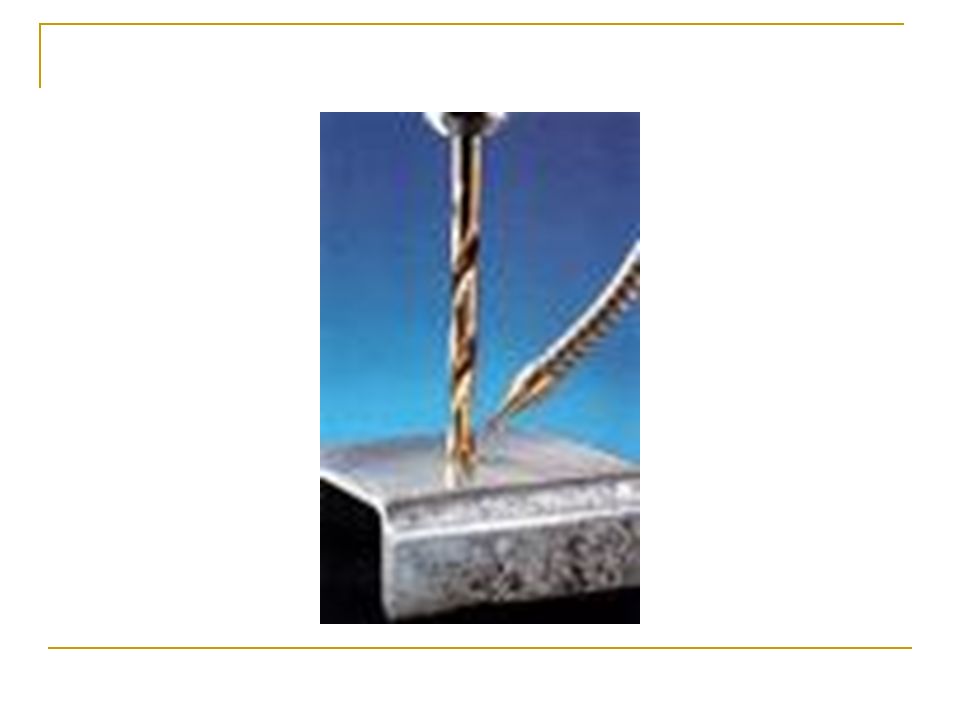
Drilling Metal Secure metal in a machinist’s vise, using a center punch and ball peen hammer to dent the metal to prevent the drill bit from wandering from the desired location.

14
Holding Metal A machinist’s vise should be used to secure cold metal for cutting, drilling, filing, or bending.

15
Use a File When metal is cut it creates “burs” The inside of a drilled hole should be smoothed with a round file. Flat files can be used to smooth the cut edges of cold metal.

16
Grinders A grinder is used to shape and sharpen the hollow-ground cutting edge of tools such as wood chisels. Grinders can be portable or stationary Used to cut or smooth metal.

17
Oxy-fuel Procedures

18
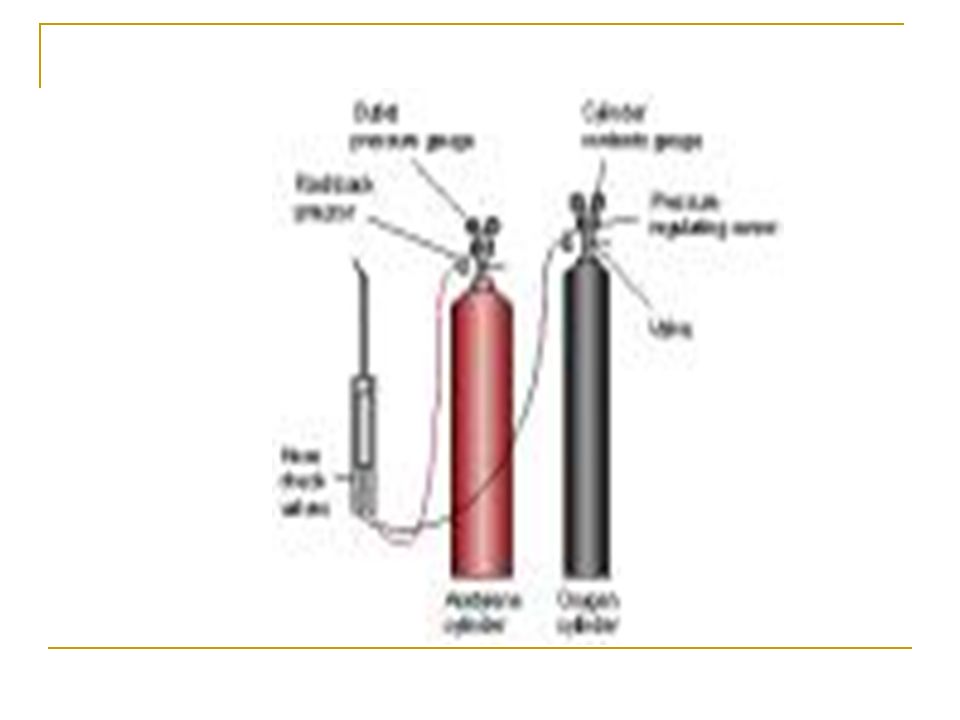
What it is Oxy-fuel combines pure oxygen which will not burn until combined with a combustible fuel gas such as acetylene, propylene, or propane. Acetylene is the combustible fuel used by most agricultural mechanics.

19
Heat from the oxy-fuel process is used to cut or weld and to heat for bending, shaping and tempering metal.

20
SAFETY 1. Use soapy water to check lines, valves, and soft plugs for leaks 2. Acetylene pressure should NOT be more than 15 pounds per square inch (psi). 3. The acetylene cylinder tank valve should be opened ¼ to ½ turn for use.
. 3. The acetylene cylinder tank valve should be opened ¼ to ½ turn for use..")
21
Safety cont. 4. Oxygen and acetylene cylinders should be turned on and off quickly before attaching regulators to blow dust from openings. 5. When the oxyacetylene unit is NOT in use, the regulator adjusting screw should be screwed out all the way until it is loose.

22
Safety cont. 6. Oxygen and acetylene tanks should be upright and chained when transported. Caps should also be screwed on. 7. Use only a spark lighter (torch lighter) to light a torch. Do NOT use cigarette lighter or matches to light torch or to check for leaks.
 to light a torch. Do NOT use cigarette lighter or matches to light torch or to check for leaks..")
24
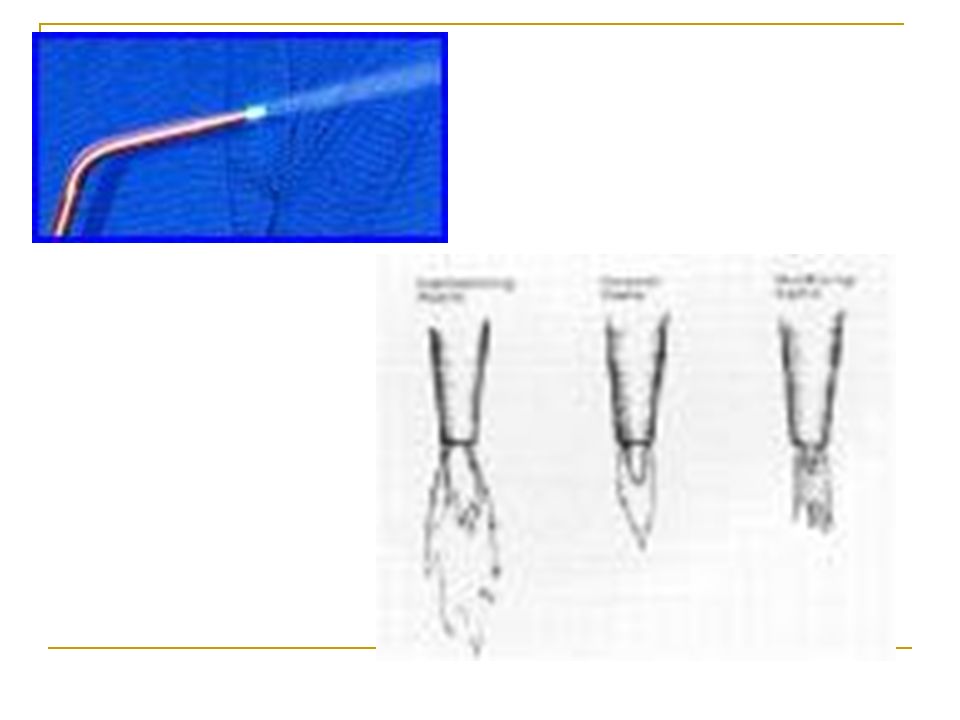
Types of Flames When first lit, the flame has excess acetylene and is carbonizing flame. Oxygen is added to produce a neutral flame used for heating, cutting, and welding. Adding extra oxygen makes an oxidizing flame which is the hottest flame used for special applications.

26
Selecting Cutting and Welding Tips

27
Welding tips have only one orifice (hole) where oxygen and acetylene combine to make the flame at the tip.
 where oxygen and acetylene combine to make the flame at the tip.")
28
Cutting torch has an oxygen-cutting lever, to blow metal from the cut and a tip with more than one orifice (hole). The center hole is the cutting orifice, and the holes around the center hole are the preheat orifices.

29
Touching the tip to metal when cutting may cause backfire. Tip cleaners are used to remove metal spatter from the holes in cutting and welding tips. Use right size.

31
Process A uniform puddle width usually indicates correct oxyacetylene welding speed and correct torch height. The correct angle between the torch tip and metal to cut thick metal with the oxyacetylene torch is 90°.

32
A correct cut with the oxyacetylene cutting torch will have a square top and bottom edge and slightly curved drag lines. If speed is too fast, oxygen pressure too low or too high, or too much acetylene is used, the cut will be rough.

33
Arc Welders, Equipment and Electrodes

34
Types of Welding Machines AC (alternating current) used for most agricultural arc welding jobs and has low purchase cost compared to other arc welders.
 used for most agricultural arc welding jobs and has low purchase cost compared to other arc welders.")
35
DC (direct current) are generator operated and can be used where regular electrical power is not available.
 are generator operated and can be used where regular electrical power is not available.")
36
AC/DC welders use a rectifier to change regular AC current to DC. These welders can be used as either AC or DC.

37
Electric ARC Welders An electric arc welder is used to weld two pieces of metal by melting and joining the edges of each using an electrode to help fill the space between them.

38
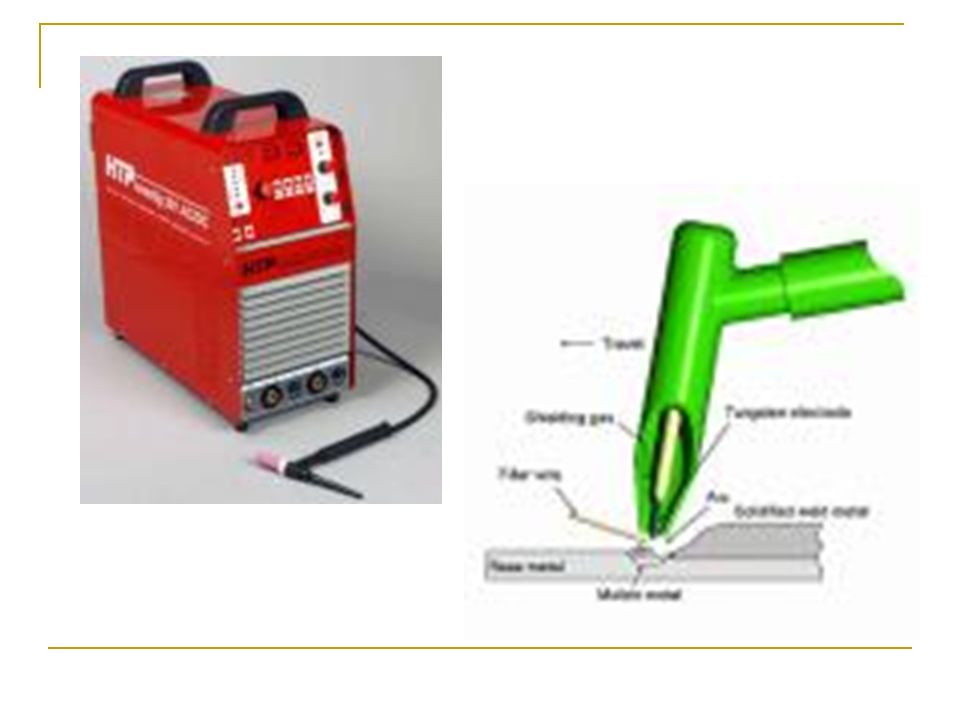
TIG Welders TIG (tungsten inert gas) welders have an electric power unit, a pressure reducing regulator, electrode holder, tungsten electrode, nozzle, cables and hoses, and a gas supply unit. The two gases used are helium and argon.

39
TIG Welders The tungsten electrode is not consumed (burned) and there is no slag on the bead. Good for welding stainless steel and aluminum because it is stronger and more free of corrosion than other welders.

41
MIG Welders MIG (metallic inert gas) welders are wire feed welders that use a consumable wire fed automatically through the torch and can be used in industries as an automatic welder. MIG welders are the best welder for welding very thin metals.

42
Welding Equipment Safety Equipment Helmet leather gloves leather aprons leather welding jacket leather boots are for protection.

43
Welding Equipment cont. Chipping hammer removes slag Wire brush removes rust and dirt. Both are important tools are used when arc welding to knock the slag from the bead.

44
Clamps and vise grip clamps are used to hold metal in place for welding.

45
Electrodes Electrodes are wire cores or rods usually covered in flux.

46
Size is the diameter of the metal rod not including flux. Classification code system has a letter and four numbers such as E6011 or E6013.

47
Difference between E6011 & E6013 E6011 is the most commonly used electrode for welding for welding farm projects because it can be used for all-purpose welding of mild steel, has deep penetration, and can be used with both AC and DC welders. E6013 is a good general-purpose electrode but only has medium penetration.

48
Basic Arc Welding Procedures Metal should be cleaned before it is welded. A grinder is the fastest way, but a wire brush or other methods may be used to remove paint, rust, dirt, oil, etc.

49
Metal more than ¼" thick should be beveled at a 30 degree angle and placed 1/16" to 1/8" apart before two pieces are welded together.

50
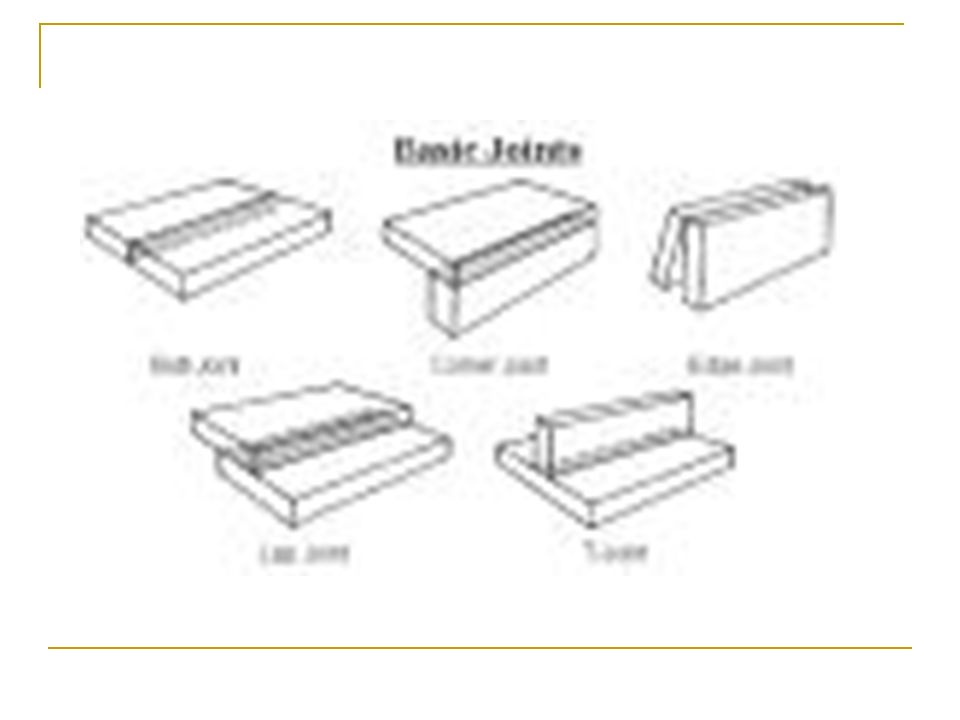
Weld Joints

52
Butt Two pieces of metal lying in the same plane such as end-to-end or edge-to-edge in flat position.

53
T Joint “T” two pieces of metal placed together to form a T, two pieces at a 90° angle to each other. A fillet weld is used to fuse the two pieces permanently.

54
Lap Two pieces of metal overlap each other.

55
Corner Two pieces of metal make a 90° corner.

56
Edge Two pieces placed parallel to one another or stacked on top of each other.

57
The “perfect bead” Welding position, metal thickness, and electrode size are used to determine amperage setting.

58
1. Amperage too low causes a narrow, high bead with poor penetration. 2. Amperage too high caused a flat bead with excessive spatter. 3. Correct amperage helps make a uniform bead with bead width and penetration depth equal to each other.

59
Welding in a Flat Position

60
Before metal is welded, it should be identified, cleaned and cut to correct size (if needed). If an electrode sticks to the metal, the electrode should be wiggled back and forth, or it should be released from the electrode holder.

61
The maximum thickness of the beveled edge of metal should be the same as the diameter of the electrode used to make the weld. A 1/8" electrode for a 1/8" thick bevel.

62
Current Spatter and flat bead are caused by amperage that is too high. A high narrow bead with poor penetration is caused by amperage that is too low.

63
Tapping or scratching methods can be used to strike an arc (starts a weld). Arc length should be the same as the diameter of electrode. Must have a uniform pattern for a strong weld

Similar presentations





>")









 At. Post Pabal Dist. Pune 412403 www.vigyanashram.com www.techshala.com.>")
>")



