Download presentation
Presentation is loading. Please wait.

1
Tailings Dam Failures, ARD, and Reclamation Activities
John A Meech Professor of Mining Engineering The University of British Columbia

2
Outline Tailings Dam Construction Methods Tailings Dam Failures
Reclamation of Dams, Waste Piles, and Sites Britannia Beach and the Millennium Plug Project Atmospheric Risks at the Sullivan Mine Acid Rock Drainage – what is it? ARD Control Methods Microbiology of ARD

3
Issues Stability of dam structures Use borrowed coarse material
Cyclone tailings to extract coarse fraction Control pond water level so ground water does not enter the structure (phreatic surface) - Use barge/pump system - Use a tunnel/overflow tower system
 - Use barge/pump system. - Use a tunnel/overflow tower system.")
4
Water-Retention Type Dam
Steven G. Vick, Planning, Design, and Analysis of Tailings Dams, John Wiley & Sons, New York, pp. 369, ISBN [The textbook on the subject! A reprint was published in 1990 by BiTech Publishers Ltd., Richmond B.C., Canada (ISBN )
")
5
Sequentially-built Tailings Dams
Each lift requires more material – 1,3,5,7, etc.) Each lift requires more material – 1,2,3,4, etc.)
 Each lift requires more material – 1,2,3,4, etc.)")
6
Sequentially-built Tailings Dams

7
Sequencing of Up-steam Tailing Dam Lifts

8
Phreatic Surface in Upstream Dams
kL = permeability at the edge of the pond water at the slimes zone k0 = permeability at the spigot point (dam crest) kF = permeability of foundation kh / kv = anisotropy ratio (horizontal vs. vertical)
 kF = permeability of foundation kh / kv = anisotropy ratio (horizontal vs. vertical)")
9
Ring Dike Construction - Kalgoorlie

10
Valley Deposit - HVC

11
Cross-Valley Plan View
CROSS VALLEY IMPOUNDMENT - SINGLE AND MULTIPLE (Extracted from Vick, Planning, Design, and Analysis of Tailings Dams)
")
12
Side-Hill and Valley-Bottom Plan Views
SIDE-HILL and VALLEY-BOTTOM IMPOUNDMENT - SINGLE AND MULTIPLE (Extracted from Vick, Planning, Design, and Analysis of Tailings Dams)
")
13
In-Pit Storage

14
Underground Storage Hydraulic sand Cemented fill Paste backfill
Cycloned tailings sand (coarse fraction) Cemented fill Required to fill void space and create strength Paste backfill All tailings dewatered to 60-65% solids Dry rock fill With and without cement
 Cemented fill. Required to fill void space and create strength. Paste backfill. All tailings dewatered to 60-65% solids. Dry rock fill. With and without cement.")
15
Paste Backfill - Lisheen Mine, Ireland
Backfill plant with deep cone thickener

16
Hazards for Tailings Dam Stability
Two Major Hazards: Excessive increase in level of pond water on impoundment Operational error during filling Natural events (thunderstorms and/or flood inflow) Beach width between the water and dam crest becomes too small Phreatic surface rises in the dam and leads to collapse Liquefaction during an earthquake Tailings may change physical properties under seismic stress Cyclic stresses can lead to liquefaction Highly susceptible due to low bulk density and high saturation Hazards are not theoretical Many tailings dam failures prove the theories over and over again. Recent example - Harmony gold mine tailings dam in South Africa (Feb. 1994) after heavy rainstorm - village completely buried - 17 people killed
 Beach width between the water and dam crest becomes too small. Phreatic surface rises in the dam and leads to collapse. Liquefaction during an earthquake. Tailings may change physical properties under seismic stress. Cyclic stresses can lead to liquefaction. Highly susceptible due to low bulk density and high saturation. Hazards are not theoretical. Many tailings dam failures prove the theories over and over again. Recent example - Harmony gold mine tailings dam in. South Africa (Feb. 1994) after heavy rainstorm. - village completely buried people killed.")
17
Water Balance in a Tailings Dam

18
Up-steam Tailing Dam Typical Failure

19
Up-steam Tailing Dam Piping Failure

20
Up-steam Tailing Dam Failure too rapid rise - must be < 15 m/year

21
Up-steam Tailing Dam Failure
over-topping

22
Up-steam Tailing Dam Failure
liquifaction

23
Up-steam Tailing Dam Failure
slope stability

24
Comparison of Surface Impoundment Types
Water Retention Upstream Downstream Centerline Mill Tailings Requirements Suitable for any type of tailings 40-60% sand in tailings. Low feed pulp density to enhance size segregation Sands or low-plasticity slimes Discharge Requirements Any discharge procedure suitable Peripheral discharge and well-controlled beach necessary Varies according to design details Peripheral discharge and nominal beach necessary Water Storage Suitability Good Not suitable for significant water storage Not so good for permanent storage. Temporary flood storage adequate with proper design

25
Comparison of Surface Impoundment Types
Water Retention Upstream Downstream Centerline Seismic Resistance Good Poor in high seismic areas Acceptable Raising Rate Restrictions Entire embankment constructed initially m/yr desirable. > 15 m/yr is hazardous. None Height restrictions for individual lifts may apply Embankment Fill Requirements Natural soil borrow Natural soil, sand tailings, or mine waste Sand tailings or mine waste if production rates are sufficient, or Natural soil Sand tailings or mine waste if production rates are sufficient, or Natural soil Relative Embankment Cost High Low Moderate

26
Tailings Dam Failures From 1968 to August documented failures worldwide 3,500 tailings dams exist around the world 25,000 to 48,000 large water storage dams exist around the world. Tailings dam failures closely match water storage dam failures So, failure frequency is far higher (an order of magnitude). Since 2001, the failure rate is roughly one every 8 months. 85% of incidents were Active tailings dams / 15% Abandoned dams 76% of incidents were Upstream construction methods 56% of incidents were dams greater than 30 m in height M. Rico, G. Benito, A.R. Salgueiro, A. Díez-Herrero, H.G. Pereira, 2010. Reported tailings dam failures. A review of the European incidents in a worldwide context.
. Since 2001, the failure rate is roughly one every 8 months. 85% of incidents were Active tailings dams / 15% Abandoned dams. 76% of incidents were Upstream construction methods. 56% of incidents were dams greater than 30 m in height. M. Rico, G. Benito, A.R. Salgueiro, A. Díez-Herrero, H.G. Pereira, Reported tailings dam failures. A review of the European incidents in a worldwide context.")
27
20th Century Tailings Dam Failures

28
Ten Causes of Failure ________________________________________________ Type of Failure Number % Unusual Rainfall Seismic Liquefaction Poor Management Operation Structural Failure Piping/Seepage Foundation Failure Overtopping Slope Instability Mine Subsidence Snow melt Unknown _________________________________________________ TOTAL

29
Dam Failures due to Management Issues
Poor beach management Faulty maintenance of drainage structures Inappropriate dam procedures rapid dam growth Heavy machinery on top of unstable dam

30
Real-Time Monitoring of Tailings Dams
Piezo-electric gauges Pore pressures at depth Both horizontal and vertical directions Control of barge pumps Controllable CCD cameras On top of dam structure Along all diversion ditches Water levels in all collection ditches/drains

31
Piezo-electric Gauges
Basis of piezoelectric effect: - crystals under compressive loading generate an electric charge directly proportional to force applied.

32
Piezo-electric Gauges
Strain gauge transducer with bridge circuit Charge is amplified into a proportional output voltage

33
Piezo-electric Gauges
Piezoelectric sensors are small in construction Their high natural frequency is ideal for dynamic measurements. Virtually no displacement, as quartz gives mechatronic component with an electrical output signal. Sensitivity doesn't depend on size of quartz crystal

34
Spigot Discharge

35
Other Methods

36
Submarine Tailings Disposal
Alpine lake disposal High alpine regions (no fish) Riverine disposal Banned except in Indonesia Deep Ocean disposal Kitsault and Island Copper
 Riverine disposal. Banned except in Indonesia. Deep Ocean disposal. Kitsault and Island Copper.")
37
Sub-aqueous Tailings Disposal Options
Impoundment Covered Dam Pit Filling Submarine

38
Factors affecting Submarine Disposal

39
Island Copper Site Reclamation
After 20 years of operation, the Island Copper Mine began reclaiming its waste dumps in Tailings were discharged deep into the adjacent fjord known as Rupert Inlet.

40
Island Copper Pit Flooding
Pit was flooded with sea water to create a Meromictic lake – 3 layers: Top – clean water; Middle – a reactor for surface ARD; Bottom – retain precipitated solids.

41
Island Copper Pit Flooding
Pit was flooded with sea water to create a 3-layer meromictic lake: Top – clean water; Middle – a reactor for surface ARD; Bottom – retain precipitated solids.

42
Deep Sea Disposal of Tailings
EZD – Euphotic depth UWD – Upwelling depth MLD – Mixed Layer depth Mill Mill EZD – Euphotic depth UWD – Upwelling depth MLD – Mixed Layer depth

43
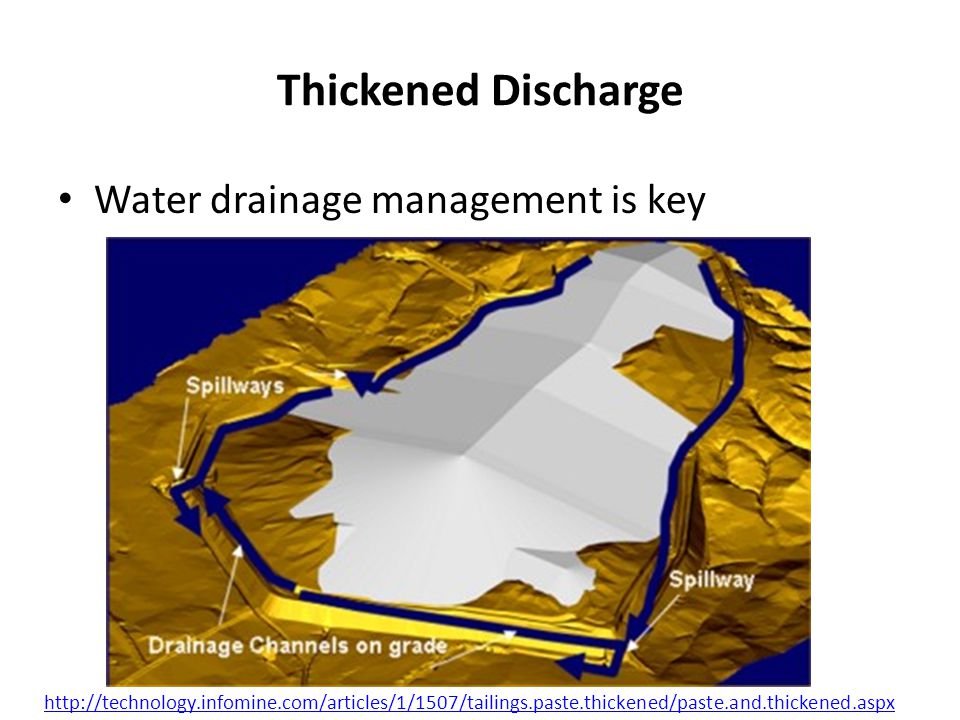
Thickened Discharge Water drainage management is key
44
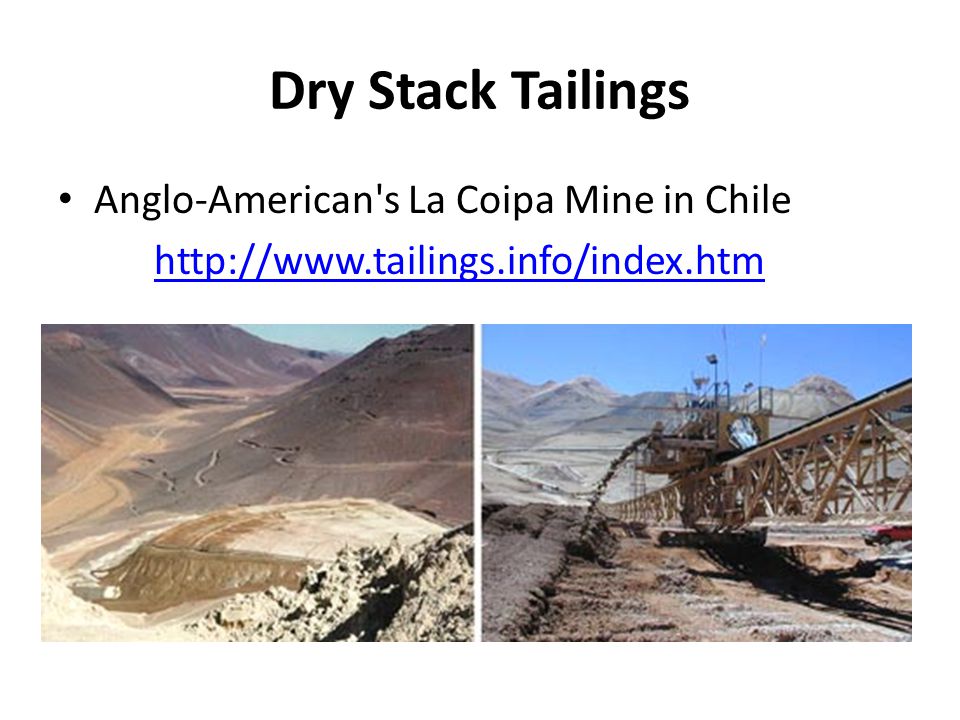
Dry Stack Tailings Anglo-American's La Coipa Mine in Chile
45
Dry Stack Tailings Anglo-American's La Coipa Mine in Chile

46
Dry Stack Tailings Deposition by trucking

47
Dry Stack Tailings Anglo-American's La Coipa Mine in Chile
Dewatering tailings to a filtered wet (saturated) or dry (unsaturated) cake Must be transported by conveyor or truck Material is deposited, spread and compacted as unsaturated tailings pile Produces a stable deposit requiring no retention dam Typical moisture content is below 20% - several percent below saturation Combination of belt, drum, horizontal and vertical pressure plates and vacuum filtration systems
 or dry (unsaturated) cake. Must be transported by conveyor or truck. Material is deposited, spread and compacted as unsaturated tailings pile. Produces a stable deposit requiring no retention dam. Typical moisture content is below 20% - several percent below saturation. Combination of belt, drum, horizontal and vertical pressure plates and vacuum filtration systems.")
48
Dry Stack Tailings Advantages
Dewatering tailings to a filtered wet (saturated) or dry (unsaturated) cake Must be transported by conveyor or truck Material is deposited, spread and compacted as unsaturated tailings pile Produces a stable deposit requiring no retention dam Typical moisture content is below 20% - several percent below saturation Combination of belt, drum, horizontal and vertical pressure plates and vacuum filtration systems
 or dry (unsaturated) cake. Must be transported by conveyor or truck. Material is deposited, spread and compacted as unsaturated tailings pile. Produces a stable deposit requiring no retention dam. Typical moisture content is below 20% - several percent below saturation. Combination of belt, drum, horizontal and vertical pressure plates and vacuum filtration systems.")
49
Dry Stack Tailings Disadvantages
High capital and operating costs due to filtration Limited to low throughput operations (~20,000 tpd) Diversion systems to prevent inundation of stack Surface contour management to handle surface water Must prevent ponding and erosion of the stack No option to store water within a dry stack facility Sulfide oxidation creates high metal levels, low volumes Dust generation is problematic in arid climates Not suitable in high rainfall environment Seasonal fluctuations are important considerations
 Diversion systems to prevent inundation of stack. Surface contour management to handle surface water. Must prevent ponding and erosion of the stack. No option to store water within a dry stack facility. Sulfide oxidation creates high metal levels, low volumes. Dust generation is problematic in arid climates. Not suitable in high rainfall environment. Seasonal fluctuations are important considerations.")
50
Co-Disposal of Waste & Tailings
Co-mingling Tailings and coarse waste rock material transported independently Mixed together mechanically in storage facility or slurry-pumped Mixing promotes voids filling (mingling) to maximise density Co-placement Not mixed to form a single discharge stream Waste rock end dumped into tailings facility Waste rock used to create internal berms or retaining walls (sometimes) Co-deposition Similar to co-placement, but waste streams placed in layers Deposited tailings naturally enters voids in underlying rock End-dumping waste rock with tailings deposition down face prior to further end dumping
 to maximise density. Co-placement. Not mixed to form a single discharge stream. Waste rock end dumped into tailings facility. Waste rock used to create internal berms or retaining walls (sometimes) Co-deposition. Similar to co-placement, but waste streams placed in layers. Deposited tailings naturally enters voids in underlying rock. End-dumping waste rock with tailings deposition down face prior to further end dumping.")
51
Dam Remediation Efforts
By today's standards this dam is just too high for its design water flow and material properties. Built over many decades, a second dam was required to be built in the late 1990s to prevent water release (high As content).
.")
52
Main dam of the Helmsdorf uranium mill tailings deposit, Oberrothenbach (Saxony)
")
53
Reparation Work

54
Stava Fluorite Mine Dam Failure, Italy 1985 Before After
Tailings dam consisted of two basins built on a slope. Failure started with collapse of the up-slope basin. Inflow of released material caused over- topping and collapse of the lower basin. The resulting slurry wave travelled to Stava at a speed of 30 km/h; later it reached 90 km/h. Lives lost = 268 Damages = $133 x 106

55
Failure at Aznalcollar, Spain - 1998

56
Failure at Aznalcollar, Spain - 1998
Slab of soil beneath the dam slid ~1m towards Río Agrio. 2. The dam cracked and broke; the wall collapsed sweeping out the separation dam. 3. Between 5 to 7 million m3 contaminated water and slurry spilled through the gap. 4. The Río Agrio rose 3m, changing its course and eroding bed rock.

57
Los Frailes tailing dam failure, 1998

58
Los Frailes tailing dam failure, 1998

59
Reclamation and Revegetation

60
20 cm of organic soil over leached material
Reclamation at Igarapé Bahia Mine in the Carajás Region, Amazon, Brazil 20 cm of organic soil over leached material

61
Mines Operate in Sensitive Regions
Waste Dump Reclamation, Igarape Bahia Mine, Carajas, Brazilian Amazon

62
Mining Protects the Environment
Installing a Heap Leach Liner in Chile

63
Mining Repairs its Past Problems
Rio Algom's Reclamation Operation at the Poirier Mine Tailing Dam in Northern Quebec

64
Mine Site Reclamation and Closure
BHP's Beenup Titanium Minerals mine at closure in early 1999 - W. Australia BHP's Beenup Titanium Minerals mine after final revegetation and reclamation

65
The Britannia Mine Reclamation Project

66
UBC at Britannia Beach Britannia Mine

67
UBC at Britannia Beach Britannia Beach UBC-CERM3 has been involved at Britannia Beach since 2001 when we installed a plug inside the 2200 Level tunnel to create a research facility. This plug had the “spin-off” benefit of eliminating all pollution flowing into Britannia Creek and the surface waters of Howe Sound.

68
Reclamation Issues in 2001 Acid mine drainage from tunnels (620 m3/hr)
About 800 kg of Cu & Zn discharged per day Over 10,000 tonnes of metal since closure Groundwater contamination on the Fan Potential impacts on aquatic life Waste dumps and stockpiles Tailings at bottom of Howe Sound Sealing abandoned adits, demolition of derelict buildings (public safety issues)
")
69
Groundwater discharge
< 5% of the flow 2-3% of the copper 3-4% of the zinc 4100 Level effluent 50-80% of the flow 30-55% of the copper 60-75% of the zinc 2200 Level effluent 20-50% of the flow 45-70% of the copper 25-40% of the zinc Plug the 2200 Adit Build a Treatment Plant Reclaim pits and waste dumps

70
Cutaway View of the Mine Workings

71
Cutaway View of the Mine Workings

72
Jane Creek after confluence of 2200 level effluent
Britannia Mine – October 2000

73
Millennium Plug Research Project
Pollution Plume – pre 2001

74
Millennium Plug Research Project
Pollution Plume – pre 2001

75
Outcome – September 2011 Return of Adult Pink Salmon to Britannia Creek Numerous Media Reports

76
The Sullivan Mine Reclamation Failure

77
Reclamation Activities at Sullivan Mine
mine closed after 92 years 2000 – site reclamation on waste dumps (Number 1 Shaft and North dumps) ditch was partially covered when the dump toe was extended 70m m of glacial till was placed over the dump surface and the ditch Reduce water percolation Restrict air infiltration Slow rate of oxidation Monthly sampling to monitor flowrate and contaminant levels
 ditch was partially covered when the dump toe was extended 70m m of glacial till was placed over the dump surface and the ditch. Reduce water percolation. Restrict air infiltration. Slow rate of oxidation. Monthly sampling to monitor flowrate and contaminant levels.")
78
Sampling Shed

79
Sullivan Mine Accident – May 15-17, 2006
Four people lost consciousness and died after entering the sampling shed Douglas Erickson, 48, a contractor Robert Newcombe, 49, Teck employee Kim Weitzel, 44, a paramedic Shawn Currier, 21, a paramedic Reason: lack of oxygen Immediately after the accident, O2 level in sump was ~2% & CO2 was ~7% Shed used regularly with no problem and effluent flow was previously open channel Reasonable to conclude shed was not a confined space at that time Shed was used 1 week before tragedy Oct. 2006, accident was identified as being Other mines were warned immediately by B.C. Chief Inspector of Mines to treat all sampling sheds as confined spaces "unprecedented in the history of mining"

80
Contributing Factors to the Accident
During Summer of 2005 Dump & drainage ditch were covered to limit air/water infiltration and prevent human exposure to ARD O2-depleted effluent now isolated from the atmosphere Air in shed now directly connected to "bad" air in dump Prior use showed no problem (1 week before) False sense of security (9 years without any problem) Shed was safe before the ditch became a drain Design change created dangerous hazard Atmospheric conditions play a major role Temperature & pressure affect gas flowrate and direction
 False sense of security (9 years without any problem) Shed was safe before the ditch became a drain. Design change created dangerous hazard. Atmospheric conditions play a major role. Temperature & pressure affect gas flowrate and direction.")
81
Contributing Factors to the Accident
Before covering, ARD effluent was not O2-depleted O2-depleted out of dump, but contact with air restores O2 level After covering, ARD effluent was O2-depleted O2-depleted out of dump, and no contact with air until shed Possible mechanism O2 removal from static air in the shed by O2-depleted effluent Before O2 transfer In ditch After O2 transfer In shed

82
Breathing Waste Dump August 2006 - dump was instrumented
Measure air velocity and gas composition in shed and pipe Temperatures below ~10°C- the dump "inhales“ (positive flow) Temperature above ~10°C- the dump "exhales“ (negative flow) May 13-17, Increase in temperature / decrease in pressure DANGEROUS SAFE DANGEROUS
 Temperature above ~10°C- the dump exhales (negative flow) May 13-17, Increase in temperature / decrease in pressure. DANGEROUS. SAFE. DANGEROUS.")
83
Temperature during week of the accident
5 10 15 20 25 5/1/2006 5/6/2006 5/11/2006 5/16/2006 5/21/2006 5/26/2006 5/31/2006 Temperature (oC) Daily average air temperature at Cranbrook airport in May 2006. Monitoring station was entered safely on May 8, 2006.
 Daily average air temperature at Cranbrook airport in May Monitoring station was entered safely on May 8,")
84
Gas Velocity vs. Outside Temperature

85
Cyclical Changes in Risk
For a Confined Structure near dump toe Seasonal Variations Safe in winter / Dangerous in summer In Summer, minimum night temperature may lie above maximum dump temperature Dump blows toxic gas all the time - deadly. In Winter, maximum day temperature may lie below maximum dump temperature Dump will suck in air all the time - safe

86
Cyclical Changes in Risk
For a Confined Structure near dump toe Diurnal Variations Safe at night / Dangerous in day time Outside temperature cycles from hot to cool Dump may transition from blowing to sucking if maximum dump temperature lies between maximum day and minimum night temperature In Spring – transition from Safe all the time to Dangerous in day In Fall – transition from Dangerous all the time to Safe at night

87
Summer Conditions Daily Atmospheric Temperatures Temperature
30 20 10 -10 -20 Daily Atmospheric Temperatures Maximum Internal Dump Temperature Temperature Time of Day

88
Fall Conditions Daily Atmospheric Temperatures Temperature
30 20 10 -10 -20 Daily Atmospheric Temperatures Maximum Internal Dump Temperature Temperature Time of Day

89
Winter Conditions Daily Atmospheric Temperatures Temperature
30 20 10 -10 -20 Daily Atmospheric Temperatures Maximum Internal Dump Temperature Temperature Time of Day

90
Spring Conditions Daily Atmospheric Temperatures Temperature
30 20 10 -10 -20 Daily Atmospheric Temperatures Maximum Internal Dump Temperature Temperature Time of Day

91
Cyclical Changes in Risk
For a Confined Structure near dump toe Decadal Variations Safe(r) when maximum dump temperature has reached its long-term maximum value Dangerous when transitioning up or down Conceptual Period Boundaries: years Initial period with rising danger years Maximum danger - extremely hazardous years Danger transitions from hazardous to problem years Constant reduced danger – dump temp > max. outside temp. years Rapid increase in risk - internal temp goes below max. outside temp. years Maximum danger returns - extremely hazardous years Danger transitions from hazardous to safe (pore gas O2 levels rise) 190 – onward Site is now safe - no O2-depleted gas generated or emitted
 when maximum dump temperature has reached its long-term maximum value. Dangerous when transitioning up or down. Conceptual Period Boundaries: years. Initial period with rising danger years. Maximum danger - extremely hazardous years. Danger transitions from hazardous to problem years. Constant reduced danger – dump temp > max. outside temp years. Rapid increase in risk - internal temp goes below max. outside temp years. Maximum danger returns - extremely hazardous years. Danger transitions from hazardous to safe (pore gas O2 levels rise) 190 – onward. Site is now safe - no O2-depleted gas generated or emitted.")
92
Decadal Variation in Risk Assessment
Estimated Maximum Dump Temperature Maximum Outside Temperature Risk of a Confined Space Accident

93
Summer Conditions – transition to safe
Dump reaches maximum temperature after years Perhaps sooner with highly reactive dumps 30 20 10 -10 -20 Daily Atmospheric Temperatures Maximum Internal Dump Temperature Temperature Time of Day

94
Reference Dumps 1. White’s Dump at the Rum Jungle mine (U) in Australia (Harries and Ritchie, 1980, 1983, 1986, 1987; Ritchie, 2003) 2. Sugar Shack South Dump at Questa Mine (Mo) in New Mexico (Wels et al. 2003; Lefebvre et al., 2001a, 2001b & 2002; Shaw et al., 2002 Robertson GeoConsultants Inc., 2001) 3. South Waste Dump at the Doyon Mine (Au) in Quebec (Wels et al. 2003) 4. Nordhalde Dump at the Ronnenburg Mine (U) in Germany (Wels et al. 2003; Smolensky et al. 1999) 5. Aitik Mine dump (Cu) in Sweden (Stromberg and Bawart, 1999; Stromberg & Bawart, 1994; Ritchie, 2003; Takala et al., 2001) 6. Number One Shaft Waste Dump at the Sullivan mine (Pb/Zn) (Lahmira et al., 2009)
 in New Mexico. (Wels et al. 2003; Lefebvre et al., 2001a, 2001b & 2002; Shaw et al., Robertson GeoConsultants Inc., 2001) 3. South Waste Dump at the Doyon Mine (Au) in Quebec. (Wels et al. 2003) 4. Nordhalde Dump at the Ronnenburg Mine (U) in Germany. (Wels et al. 2003; Smolensky et al. 1999) 5. Aitik Mine dump (Cu) in Sweden. (Stromberg and Bawart, 1999; Stromberg & Bawart, 1994; Ritchie, 2003; Takala et al., 2001) 6. Number One Shaft Waste Dump at the Sullivan mine (Pb/Zn) (Lahmira et al., 2009)")
95
Test Dumps 1. Main Waste Dump at Equity Silver Mine (Au/Cu/Ag) in British Columbia (Aziz and Ferguson, 1997; Lin, 2010) 2. West Lyell Dump at Mt. Lyell Mine (Cu) in Tasmania (Garvie et al. 1997) 3. North Dump at the Sullivan mine (Pb/Zn) (Lahmira et al., 2009; Dawson et al., 2009)
 in Tasmania. (Garvie et al. 1997) 3. North Dump at the Sullivan mine (Pb/Zn) (Lahmira et al., 2009; Dawson et al., 2009)")
96
Validation of the Model
Dump Site Estimated Internal Temperature Reported Internal Temperature Nordhalde 10-15 14 Doyon 40 45 Sugar Shack South > 40 Aitik Mine 2-6 3 White’s Dump (1 year after cover) 44 Number One Shaft 10 -15 12 Equity Silver Main 52 West Lyell 35-40 38 (Max) Sullivan North 30-35 33 Nordhalde, Doyon, Sugar Shack S., Aitik, White’s, and Number One Shaft dumps are reference input cases North Dump, West Lyell, and Equity Silver Main are test cases
 44. Number One Shaft Equity Silver Main. 52. West Lyell (Max) Sullivan North Nordhalde, Doyon, Sugar Shack S., Aitik, White’s, and. Number One Shaft dumps are reference input cases. North Dump, West Lyell, and Equity Silver Main are test cases.")
97
Overall Results for all 9 dumps
Time of Year DoB in High Gas Velocity at dump toe Degree of Belief in High Risk Value Assessment Cover Value "high" reactivity Gas Generation in Summer Gas Emission via pathway Gas Confinement Human Exposure Nordhalde Summer 88% 60% Neg. Small 100% 63% 90 100 0.53 Marginal Hazard January Pos. Big 66% 18% L 0.19 Problem Doyon 0% Pos. Big 43% ML 15% L 0.14 Sugar Shack 74% 23% ML 0.15 Aitik 5% Neg. Big 66% MH 76% ML 0.38 Significant Neg. VS 20% MH 37% MH 0.21 White’s Pos. VS 27% ML 0.33 No. 1 Shaft 89% 69% Neg. VB 0.90 Hazardous May 80% 0.65 Main Equity Silver 71% 46% MH 18% 0.16 Pos. VB 35% MH West Lyell 94% 21% M North Pos VS 0.31 * L = low ML = medium-low M = medium MH = medium-high A fuzzy term other than "high" was used because the related DoB in "high" = 0. Note: Risk Value for May at No. 1 Shaft dump calculated at 0.65, yet we know with full certainty the accident occurred. This poor correlation reflects fluctuations each day in May. A value of 0.65 causes AFRA to recommend caution.

98
Note: confined structure on
top of the dump Sampling Shed

99
ARD

100
Dealing with Reactive Tailings
Two major types each creating a third issue Acid Rock Drainage (ARD) Cyanide ARD leads to dissolution of Heavy Metals Cyanide forms complex metallic ions Metallic pollution (Al, Cu, Cd, Co, Fe, Mn, Pb, Zn) Arsenic and/or selenium
 Cyanide. ARD leads to dissolution of Heavy Metals. Cyanide forms complex metallic ions. Metallic pollution (Al, Cu, Cd, Co, Fe, Mn, Pb, Zn) Arsenic and/or selenium.")
101
What is ARD and how do we deal with it?
Impact first reported in 1556 by Agricola in De Re Metallica Yet the term Acid Rock Drainage wasn’t coined until 1970 Significant work by NRCan (MEND Program) and Canadian companies developed innovative techniques to handle this ubiquitous problem ARD requires sulphides, water, and air (and bacteria) Minerals are the source of sulphur and iron Air is the source of oxygen Water is the transfer medium for oxygen from air to rock Bacteria catalyze the reaction of Fe+2 to Fe+3
 and Canadian companies developed innovative techniques to handle this ubiquitous problem. ARD requires sulphides, water, and air (and bacteria) Minerals are the source of sulphur and iron. Air is the source of oxygen. Water is the transfer medium for oxygen from air to rock. Bacteria catalyze the reaction of Fe+2 to Fe+3.")
102
How long does ARD last? ROCK

103
Generation of ARD from pyrite
ARD from surface coal mine in Missouri Iron hydroxide (yellow boy) precipitates as pH rises from downstream dilution Problem can last for decades Photo Credit: D. Hardesty, USGS Columbia Environmental Research Center
 precipitates as pH rises from downstream dilution. Problem can last for decades. Photo Credit: D. Hardesty, USGS Columbia Environmental Research Center.")
104
The Colours of ARD

105
How long does ARD last? - Forever! Corta Atalaya, Rio Tinto, Spain
- abandoned pyritic open pit Rio Tinto in Spain – 2 millennium after mining

106
Is it only Mining that causes ARD?
Blood Falls at Taylor Glacier, Antarctica

107
Acid Rock Drainage – Metal Leaching
ARD Formed by atmospheric oxidation (i.e., water, oxygen, and carbon dioxide) of the common Fe-S minerals pyrite and pyrrhotite in the presence of bacteria Thiobacillus ferrooxidans, T. acidophilus, and T. thiooxidans ML Acid (H2SO4) leads to dissolution of metals and subsequent pollution of aquatic environments
 of the common Fe-S minerals pyrite and pyrrhotite in the presence of bacteria. Thiobacillus ferrooxidans, T. acidophilus, and T. thiooxidans. ML. Acid (H2SO4) leads to dissolution of metals and subsequent pollution of aquatic environments.")
108
Basic Chemistry of ARD (from FeS2)
Basic Issues behind the Chemistry: Equilibrium of Ferrous-Ferric Ions Presence of Bacteria (Thiobacillus ferrooxidans) Must have an initial source of oxygen (i.e., air) Must have a way to transfer electrons (i.e., water)
 Must have an initial source of oxygen (i.e., air) Must have a way to transfer electrons (i.e., water)")
109
ARD Reactions Ferrous Sulphate formed by Abiotic Oxidation (slow):
2FeS H2O + 7O2 = 2FeSO H2SO4 Bacterial Oxidation of Ferrous Sulphate (T. ferrooxidans): 4FeSO4 + O H2SO4 = 2Fe2(SO4) H2O Ferric Sulphate is Reduced and Pyrite Oxidized by these reactions: Fe2(SO4)3 + FeS2 = 3FeSO S 2S + 6Fe2(SO4) H2O = 12FeSO H2SO4 Elemental Sulphur Oxidation (T. thiooxidans): 2S + 3O H2O = 2H2SO4 Acid dissolves metals into solution meaning ARD is virtually always accompanied by high metal levels discharged into the environment.
: 4FeSO4 + O2 + 2H2SO4 = 2Fe2(SO4) 3 + 2H2O. Ferric Sulphate is Reduced and Pyrite Oxidized by these reactions: Fe2(SO4)3 + FeS2 = 3FeSO4 + 2S. 2S + 6Fe2(SO4)3 + 8H2O = 12FeSO4 + 8H2SO4. Elemental Sulphur Oxidation (T. thiooxidans): 2S + 3O2 + 2H2O = 2H2SO4. Acid dissolves metals into solution meaning ARD is virtually always accompanied by high metal levels discharged into the environment.")
110
Bacteria are Essential
Thiobacilli from bacterial generator (no flagella) - left (x 5,000) - centre (x 20,000) Thiobacilli grown on ferrous iron (flagella) - right (x 5,000) Formation of Bio-films can lead to long delay in onset of ARD (7-10 years) from Le Roux, N.W., et al., Bacterial Oxidation of Pyrite, Proc. 10th International Mineral Processing Congress, Institution of Mining and Metallurgy, London, )
 - left (x 5,000) - centre (x 20,000) Thiobacilli grown on ferrous iron (flagella) - right (x 5,000) Formation of Bio-films can lead to long delay in onset of ARD (7-10 years) from Le Roux, N.W., et al., Bacterial Oxidation of Pyrite, Proc. 10th International Mineral Processing Congress, Institution of Mining and Metallurgy, London, )")
111
Bacteria and Metal Leaching
For substantial metal mobilization, the following conditions must be present: Ferric iron for rapid sulphide oxidation T. ferrooxidans and O2 for Fe+2 to Fe+3 oxidation pH compatible with T. ferrooxidans, typically pH

112
* ORP = Oxidation Reduction Potential (REDOX)
Role of Bacteria T. ferrooxidans acts to oxidize ferrous to ferric iron (Fe+2 to Fe+3) The ionic reaction is: 4Fe+2 + O2 + 4H+ = Fe+3 + 2H2O Fe+3 is a very powerful oxidizing agent With Fe+3:Fe+2 ratio of only 1:106, ORP (Eh) > +0.4v * General reaction of Fe+3 with base metal sulphides is: MS + nFe+3 = M+n + S + nFe+2 Base metal sulphides react slowly with H2SO4 alone * ORP = Oxidation Reduction Potential (REDOX)
 The ionic reaction is: 4Fe+2 + O2 + 4H+ = Fe+3 + 2H2O. Fe+3 is a very powerful oxidizing agent. With Fe+3:Fe+2 ratio of only 1:106, ORP (Eh) > +0.4v * General reaction of Fe+3 with base metal sulphides is: MS + nFe+3 = M+n + S + nFe+2. Base metal sulphides react slowly with H2SO4 alone. * ORP = Oxidation Reduction Potential (REDOX)")
113
Metal Leaching – Influence of ORP (Eh or REDOX) and Bacteria
Malouf, E.E. and Prater, J.D. (1961), Role of Bacteria in the Alteration of Sulphide, J. Metals, NY, 13, p Garrels, R.M. and Christ, C.L. (1965), Solutions, Minerals and Equilibria, Harper & Row, New York,
, Role of Bacteria in. the Alteration of Sulphide, J. Metals, NY, 13, p Garrels, R.M. and Christ, C.L. (1965), Solutions, Minerals. and Equilibria, Harper & Row, New York,")
114
Stages in ARD Generation (note the lag time)
")
115
Control of ARD Removal of one essential component (sulfide, air, or water): Waste Segregation and Blending Blend-in neutralizing potential (NP) rock to yield pH 7.0 Base additives Add limestone to buffer acid reactions Liners, Covers, and Caps Water covers are the most effective Soil, clay, and synthetic covers (geomembranes) minimize water and air infiltration
 rock to yield pH 7.0. Base additives. Add limestone to buffer acid reactions. Liners, Covers, and Caps. Water covers are the most effective. Soil, clay, and synthetic covers (geomembranes) minimize water and air infiltration.")
116
Control of ARD Bactericides Collection and treatment of contaminants
Chemicals that reduce/kill bacteria (T. ferrooxidans) Effective, but costly, and “bugs” mutate Collection and treatment of contaminants Active or Passive treatment Active treatment - high-density lime sludge Passive treatment in constructed wetlands Bioremediation (micro-organisms) Remove metals directly Introduce viruses against the bacteria
 Effective, but costly, and bugs mutate. Collection and treatment of contaminants. Active or Passive treatment. Active treatment - high-density lime sludge. Passive treatment in constructed wetlands. Bioremediation (micro-organisms) Remove metals directly. Introduce viruses against the bacteria.")
117
Active Treatment Most effective Most expensive
All effluent processed in a treatment plant May require processing for decades

118
High-Density Sludge Water Treatment Plant
WTP at Britannia Mine Site Howe Sound, British Columbia Capital Cost = ~ $12.0M Operating Costs = ~ $ 1.5M/year

119
HDS Plant – Process Flow Diagram
Sludge/Lime Mix Tank Lime Reactor Clarifier Effluent Overflow Sludge disposal Sludge Recycle Lime Tank Flocculants Tanks Recycle Water Lime Paste Acidic Feed Water Air This a simplified process flow diagram for the HDS process at Britannia Beach . Starting on the left, lime slurry is combined with recycled sludge in a small mix tanks This lime/sludge mixture overflows to a rapid mix tank where it combines with the acidic feed. Lime dosage to the lime/sludge mix tank is controlled by pH at the rapid mix tank overflow. The rapid mix tank overflows to a lime reactor. Oxidation and precipitation reactions are carried out in this reactor. Iron and manganese are oxidized using air to assist the process by co-precipitating other elements as well such as arsenic. Flocculant is added to the lime reactor O/F prior to flocculation in the clarifier feed-well . The clarifier separates treated effluent from the sludge. The sludge is pumped back to the lime/sludge mix tank to complete the process. Clarifier overflows to a recycle water tank (not shown), which provides water for flocculant dilution, flushing and dilution of the recycle and sludge transfer systems. Excess sludge at a density of 20 to 25 wt% solids is sent for filtering to a cake that is about 35%solids (like toothpaste). 119
, which provides water for flocculant dilution, flushing and dilution of the recycle and sludge transfer systems. Excess sludge at a density of 20 to 25 wt% solids is sent for filtering to a cake that is about 35%solids (like toothpaste)")
120
Sludge Disposal Sludge Disposal by truck – cost = ~$40/tonne
Other options Manufacture bricks by blending sludge with clay or pumice Use low-temperature process with organic resins Use high-temperature process to harden into a ceramic Examine opportunities to recover Cu and Zn From the effluent prior to HDS From the sludge by leaching 120

121
So Reduction Process Schematic
H2S Nutrients BIOREACTOR (So Reduction) Sulphur Electron donor Cu Precip Zn CuS ZnS Treated Water Contaminated Drainage Metals, SO4 Soda Ash or Lime BioteQ After R.W. Lawrence, BioteQ
 Sulphur. Electron donor. Cu. Precip. Zn. CuS. ZnS. Treated. Water. Contaminated. Drainage. Metals, SO4. Soda Ash or Lime. BioteQ. After R.W. Lawrence, BioteQ.")
122
SRB Plant – Major Equipment
Copper Product Zinc Product ARD Bioreactor So e- donor Lamellar Clarifier Filter Press Gas-Liquid Contactor To Lime Plant or Discharge BioteQ After R.W. Lawrence, BioteQ

123
(projected settling area
SRB Plant Layout: ~100m2 GAS-LIQUID CONTACTOR BIOREACTOR 1.8 m LAMELLA CLARIFIER (projected settling area 150 m2) 5.9 m 3.1 m 2.4 m FILTER-PRESSES 0.8 m x 3 m W x L REAGENT PREP AREA Cu -CONC STORAGE 8 m MCC DOOR TRUCK Zn -CONC 7 m BLOWERS SCRUBBER BioteQ After R.W. Lawrence, BioteQ
 5.9 m. 3.1 m. 2.4 m. FILTER-PRESSES. 0.8 m x 3 m W x L. REAGENT. PREP AREA. Cu -CONC. STORAGE. 8 m. MCC. DOOR. TRUCK. Zn -CONC. 7 m. BLOWERS. SCRUBBER. BioteQ. After R.W. Lawrence, BioteQ.")
124
Production Summary Flow Feed Water Discharge Water Cu Concentrate
14,880 m3/d – average over 12 months Feed Water [mg/L] 18.0 Cu, 20.0 Zn, 0.1 Cd Discharge Water [mg/L] 0.05 Cu, 0.01 Zn, 0.01 Cd Cu Concentrate 187.0 tonnes per year contained copper 51.1% Cu, 2.1% Zn, 0.24% Fe, 33.1% S Zn Concentrate 185.5 tonnes per year contained zinc 52.4% Zn, 1.5% Cu, 0.3% Cd, 0.8% Fe, 27.1% S Additional Benefits Lime Savings $64,000 per year (32%) Sludge Reduction tonnes per year (15-20%)
 Sludge Reduction tonnes per year (15-20%)")
125
Commercial Scale Plants

126
Chemistry of SRB Process for Metal Recovery
Sulphate reduced by organic compounds: SO4= + CH3COOH + 2 H+ = HS- + 2 HCO H+ 1. Sulphide ions precipitate metal sulphides: HS- + M2+ = MS↓ + H+ 2. S= + M2+ → MS↓ 3. Equilibrium of H2S H2S(g) = H2S(s) = HS- + H+ = S= + 2H+ 4.
 = H2S(s) = HS- + H+ = S= + 2H")
127
Pumice rock – extremely light

128
Brick Veneer Cladding - examples
NRC Process Evaluation - Canyon Stone -

129
Passive Treatment Technologies
Name Description Function Selected References Aerobic wetlands Shallow wetlands Emergent vegetation Fe and Mn oxidation, Co-precipitation of Metals, Sorption on Biomass Eger and Wagner, 2003 USDA and EPA, 2000 Open limestone channels Acidic water flows over limestone, or other alkali Alkalinity addition Al, Fe, Mn oxide precipitation Ziemkewicz et al., 1997 Anoxic limestone drains Water flows through limestone channel under anoxic conditions Alkali addition; Fe Precipitation; Limestone Armouring Prevention Watzlaf et al., 2000 Anaerobic wetlands Subsurface wetland, isolated from air by water or material Alkali addition; Sulphate Reduction; Precipitation of metal sulfides; Sorption on Vegetation Brenner, 2001 Successive Alkalinity Producing Systems Vertical flow systems drain through limestone layers & anaerobic organic matter Alkalinity addition; Sulphate Reduction Metal Precipitation Kepler and McCleary,1994 Zipper and Jage, 2001 Sulfate-Reducing Bioreactors Collected water in anoxic chamber containing organic matter and SRBs Alkalinity addition; Sulphate reduction; Metal Precipitation Gusek, 2002 Permeable Reactive Barriers Intercepted groundwater flows through permeable barrier containing reactive material Alkalinity addition; Sulphate reduction; Metal Precipitation and Sorption Benner et al., 1997 US DOE, 1998 Amendments Materials added to ARD sources or holding areas Alkalinity addition; Sulfate reduction; Metal Precipitation; Sorption; Chelation; Revegetation Chaney et al., 2000 Limited to low effluent flowrates

130
Covers

131
Liners, Covers, and Caps Liners used to prevent seepage form the dam
Covers used to inhibit influx of water and air Caps used to seal dam entirely Expensive materials and installation Must be installed with great care Biggest issue – degradation over time

132
Factors affecting Soil Cover Performance
International Network for Acid Prevention, Evaluation of Long-term Performance of Dry Cover Systems, Final Report. O’Kane Consultants Inc., (Eds.), Report No
, Report No")
133
Geomembranes Plastics (polyethylene (PE) High density poly. (HDPE)
Chlorinated poly. (CPE) Chloro-sulphonated poly. (DuPont HYPALON) polyvinyl chloride (PVC) Low-density poly. (LLDPE) Geosynthetic clay liners (GCL) Geomembranes impregnated with bitumen After Meer, S.R. and C.H. Benson, Hydraulic conductivity of geosynthetic clay liners exhumed from landfill final covers. J. Geotech. and Geoenviron. Eng., 133(5):
 Chloro-sulphonated poly. (DuPont HYPALON) polyvinyl chloride (PVC) Low-density poly. (LLDPE) Geosynthetic clay liners (GCL) Geomembranes impregnated with bitumen. After Meer, S.R. and C.H. Benson, Hydraulic conductivity of geosynthetic clay liners exhumed from landfill final covers. J. Geotech. and Geoenviron. Eng., 133(5):")
134
Geo-Membranes: Benefits and Disadvantages
Low permeability High cost Relatively easy to install Cost depends on distance from supplier to site Resistant to chemical and bacterial attack Limited design life - 50 to 100 years Requires proper bedding and protective cover Geotechnical instability on steep slopes Vulnerabilities include: - Sun light (UV breakdown) - Puncture by surface traffic - Cracking and creasing - Seam difficulties - Uplift pressure from fluid or gases - Degradation by cation exchange with GCLs - Settlement of underlaid materials - Thermal expansion and contraction After Meer, S.R. and C.H. Benson, Hydraulic conductivity of geosynthetic clay liners exhumed from landfill final covers. J. Geotech. and Geoenviron. Eng., 133(5):
 - Puncture by surface traffic. - Cracking and creasing. - Seam difficulties. - Uplift pressure from fluid or gases. - Degradation by cation exchange with GCLs. - Settlement of underlaid materials. - Thermal expansion and contraction. After Meer, S.R. and C.H. Benson, Hydraulic conductivity of geosynthetic clay liners exhumed from landfill final covers. J. Geotech. and Geoenviron. Eng., 133(5):")
135
Field Monitoring of a Waste Pile Cover
MEND, Design, construction and performance monitoring of cover systems for waste rock and tailings. Report , O’Kane Consultants Inc., (Eds.), Natural Resources Canada.
, Natural Resources Canada.")
136
Covers and Climate Types
Wickland, B.E., Wilson, G.W., Wijewickreme, D., and B. Klein, Design and evaluation of mixtures of mine waste rock and tailings. Canadian Geotechnical Journal, 43:

137
Sub-aqueous Tailings Disposal Options
Impoundment Covered Dam Pit Filling Submarine

138
Factors affecting Submarine Disposal

139
Microbiology of ARD

140
Microbiological Aspects of ARD
Bacteria form films on sulfide surfaces Reaction rate accelerates up to 108 times T. ferrooxidans/L. ferrooxidans considered responsible for catalytic behaviour Microbial makeup is controlled by site environment Microbes not well-studied or understood

141
Microbiological Aspects of ARD
Thiobacillus ferrooxidans Leptospirillum ferrooxidans

142
Microbiological Aspects of ARD
Key organisms (T. & L. ferrooxidans) >> global significance Physiological and genetic aspects well studied Microbial diversity specific to site environment Recent advances on structural dynamics of communities Biofilms on sulfide surfaces play a key role Bacteriophage impact negatively on bacterial populations
 >> global significance. Physiological and genetic aspects well studied. Microbial diversity specific to site environment. Recent advances on structural dynamics of communities. Biofilms on sulfide surfaces play a key role. Bacteriophage impact negatively on bacterial populations.")
143
ARD Mitigation with Bacteriophage
Novel approach to ARD control Isolate phage that infect ARD-generating “bugs” Create deadly mixture of viruses to control microbial ARD communities with biology New and unexplored cross-disciplinary field

144
Microbiological Aspects of ARD
Structure of microbial communities

145
Microbiological Aspects of ARD
Biogeographic distribution of key microbes

146
Microbiological Aspects of ARD
Diversity revealed by molecular methods

147
Microbiological Aspects of ARD
Fluorescent micrographs (FISH) of active phage
 of active phage.")
148
Bacteriophage Viruses that infect bacterial cells
Intracellular parasites – do not generate energy or synthesize proteins by themselves Infection results in death, if phage is virulent Temperate phages kill only a small fraction of cells and cause infected host to mutate

149
Bacteriophage – friend or foe
Many shapes and sizes Phage are very small, ( nm in diameter) Some phage break down biofilm matrix to infect "protected" cells Photo credits: ICTV Database
 Some phage break down biofilm matrix to infect protected cells. Photo credits: ICTV Database")
150
Bacteriophage – friend or foe
T4 bacteriophage attacking an E. Coli bacterium

151
Bacteriophage – an ARD solution?
Like lunar landers, bacteriophage attach to the microbial cell wall and inject their DNA for replication Cell Wall

152
Bacteriophage - an ARD Solution?
Photomicrographs of T4 bacteriophage for E. Coli

153
Bacteriophage - an ARD Solution?
The Lytic Cycle leads to the death of the host The Lysogenic Cycle leads to mutation of the host

154
ARD Mitigation with Phage
Inject phage into a dump/dam Coat surfaces with phage-containing biofilm Phage will control microbial population, not eliminate it Phage for ARD-microbes do exist – why do they become dormant at low pH?

155
Biofilms and Quorum Sensing
Complex association of cells with an exo-polysaccharide matrix Adhere strongly to sulfide surface or grow deep within pores and cracks Play integral role in composition & stability of microbial communities

156
Biofilms and Quorum-Sensing
Biofilms - bacterial colonies living in a kind of social order Biofilms form on: 1. wet solid surfaces 2. soft tissue surfaces in living organisms 3. liquid-air and liquid/solid interfaces ARD-relevant locations: rock surfaces in marine or freshwater environments

157
Progression of Biofilms
Evolution from Planktonic Behaviour to a Biofilm REVERSIBLE ADSORPTION OF BACTERIA (seconds) IRREVERSIBLE ATTACHMENT OF BACTERIA (sec - min) GROWTH & DIVISION OF BACTERIA (hours - days) EXOPOLYMER PRODUCTION & BIOFILM FORMATION (hours - days) ATTACHMENT OF OTHER ORGANISMS TO BIOFILM (days - months)
 IRREVERSIBLE. ATTACHMENT. OF BACTERIA. (sec - min) GROWTH & DIVISION. OF BACTERIA. (hours - days) EXOPOLYMER. PRODUCTION. & BIOFILM. FORMATION. (hours - days) ATTACHMENT. OF OTHER. ORGANISMS TO. BIOFILM. (days - months)")
158
Benefits of Biofilms for Microbes

159
Common Example of a Biofilm
Dental Plaque Stained with Gram's Iodine

160
Bio-Films and Quorum-Sensing
Gene expression regulated by cell density changes Q-S bacteria release signal molecules (auto-inducers) Auto-inducer concentration increases with cell density At threshold concentration, gene expression changes Q-S communication regulates many physiologies: - symbiosis - virulence - competence - conjugation - antibiotic production - Programmed Cell Death (PCD) - sporulation - biofilm formation
 Auto-inducer concentration increases with cell density. At threshold concentration, gene expression changes. Q-S communication regulates many physiologies: - symbiosis - virulence. - competence - conjugation. - antibiotic production - Programmed Cell Death (PCD) - sporulation - biofilm formation.")
161
Bio-Films and Quorum-Sensing
Big Question? Can we use Q-S knowledge to get microbes in a bio-film to “commit suicide” without creating new side-effect problems?

162
Conclusions Tailings Dam Construction must be done with care and knowledge about the tailing material, about the foundation material – both physical and chemical factors are important Every 8 months, a tailings dam fails somewhere in the world Downstream methods are safest Reactive Tailings require additional care and concern for ARD and Metal Leaching Cyanide Tailings also generate metal pollution Confined Space issues may exist with ARD wastes Microbiology is a new approach receiving attention

163
Questions?

Similar presentations

 design information.>")






>")


 –Water that is polluted from contact with mining activity Acid Rock Drainage (ARD) –Natural rock drainage.>")







 are waste products generated by the mining industry. When these.>")