Download presentation
Presentation is loading. Please wait.

1
FRUIT PACKING FACILITIES
Thoughts on Appraisal Issues and Methodology

2
FRUIT MARKET Tremendous consolidation on the retail side Response?
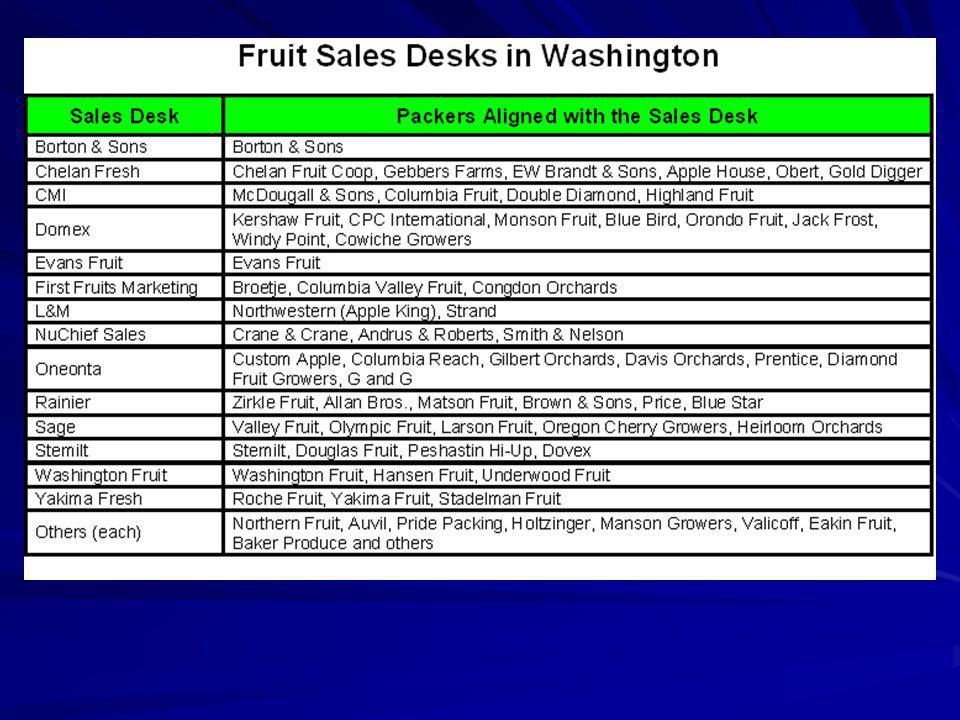
Traditional broker markets/networks have seen significantly reduced Fewer buyers Retailers want direct relationships with commodity sales desks Desire to control year-round produce demand Marketplace clout > delegation of promotional support, variety selection and inventory control Response? Consolidations and mergers within the fruit growing and packing community Required to meet the demands of the Kroegers, Safeways, Costcos, and other large retailers Value added services (5 above) Walmart (2009 decision) – Manage their own inventory in an attempt to reduce fruit prices Result? 5 of the largest sales desks in the state of Washington reportedly now control 60% of apple sales by volume It is anticipated that this consolidation will continue.
 Walmart (2009 decision) – Manage their own inventory in an attempt to reduce fruit prices. Result 5 of the largest sales desks in the state of Washington reportedly now control 60% of apple sales by volume. It is anticipated that this consolidation will continue.")
4
COMPONENTS Refrigerated Storage Controlled Atmosphere
Generally Concrete Tilt Sandwich panel Single concrete panel w/ interior urethane coating Old style – concrete wall, interior wood framed walls with fiberglass insulation Sealed wall joints Style Exterior room loading or interior hallway Interior equipment mezzanine Roof top “dog house” equipment housing Cost – depends on room size, building style, CA equipment ($160 to $200+/bin) ($80/$85 per SF to $100-$110 per SF) Equipment Atmosphere maintenance Nitrogen injection (On-site nitrogen tanks), (Nitrogen generators) Carbon DiOxide (Scrubber or Lime) Oxygen, Ammonia, and Carbon monitoring Refrigeration Generally ammonia based (some Freon-being phased out, and food grade Glycol) Compressors (reciprocating and screw) Condensers Evaporators Monitoring equipment
 ($80/$85 per SF to $100-$110 per SF) Equipment. Atmosphere maintenance. Nitrogen injection (On-site nitrogen tanks), (Nitrogen generators) Carbon DiOxide (Scrubber or Lime) Oxygen, Ammonia, and Carbon monitoring. Refrigeration. Generally ammonia based (some Freon-being phased out, and food grade Glycol) Compressors (reciprocating and screw) Condensers. Evaporators. Monitoring equipment.")
5
CA Designs The picture to the left is an exterior room entrance CA building with roof top “dog-houses” containing the ammonia surge vessels and the necessary piping connections to the room evaporators – one dog house per two rooms. The picture on the right is an exterior room entrance CA with an interior mezzanine hallway containing all of the refrigeration piping and ammonia surge vessels. In both pictures note the piping bridge that carries the defrost water, ammonia refrigerant, and nitrogen piping from the equipment room to the individual CA rooms.

6
CA Interiors To the left is the interior of a roof top “dog-house” style structure. Note the yellow pipe on the left. This as ammonia piping from the dog house above the evaporator. The green piping is for defrost water. On the right is the interior of an internal mezzanine style building. Note the hallway projection at the upper part of the room behind the evaporator. The other difference in this picture is the blue piping. The refrigeration system in this CA is glycol based. As seen the refrigerant piping is coming through the wall out of the mezzanine area. Also note the viewing window to the left of the evaporator.

7
Interior Mezzanine Hallway
Typical view of an interior mezzanine hallway. Yellow piping – low pressure ammonia (return), orange piping – high pressure ammonia liquid (delivery), green piping – defrost water to rooms. Also not the yellow surge vessels (balance system for evaporators). The white PVC piping below the yellow surge vessel is a “burp tube” to allow excess room pressure to be released from the room without compromising the room atmosphere. The other piping seen in the hallway is a combination of electrical, nitrogen, and room atmosphere monitoring equipment.
, orange piping – high pressure ammonia liquid (delivery), green piping – defrost water to rooms. Also not the yellow surge vessels (balance system for evaporators). The white PVC piping below the yellow surge vessel is a burp tube to allow excess room pressure to be released from the room without compromising the room atmosphere. The other piping seen in the hallway is a combination of electrical, nitrogen, and room atmosphere monitoring equipment.")
8
Interior Room Entrance CA
The photo to the left shows the exterior of a CA with in internal refrigerated hallway that can be used as common cold storage as well as an unloading area for the CA rooms that are located on each side of the hallway. This is a more typical design in the northern portion of Washington (Wenatchee and north) due to weather and topographical considerations. An internal hallway design building typically takes a smaller foot print, but is more expensive to build. To the right is a photo of the internal hallway. Note CA room doors on each side of the hall. Also note the equipment mezzanine circling the hallway above the CA room doors.
 due to weather and topographical considerations. An internal hallway design building typically takes a smaller foot print, but is more expensive to build. To the right is a photo of the internal hallway. Note CA room doors on each side of the hall. Also note the equipment mezzanine circling the hallway above the CA room doors.")
9
CA Equipment Upper left – equipment room with a roof top mounted condenser Above – ammonia compressors, high pressure receiver (orange), low pressure accumulator (yellow) Left – water tank used for room evaporator defrost, condenser (to cool hot high-pressure ammonia from the compressors), and to cool the compressor units.
, low pressure accumulator (yellow) Left – water tank used for room evaporator defrost, condenser (to cool hot high-pressure ammonia from the compressors), and to cool the compressor units.")
10
CA Atmosphere Equipment
Left – Nitrogen generator system. What you see here is the prism system that monitors the rooms to determine the degree to which nitrogen gas needs to be injected into each individual room. There is a compressor located behind this unit as well as a high pressure air tank to supply the prism system with the air pressure required to separate the oxygen and nitrogen molecules. Right – Carbon scrubber. Atmosphere from the rooms is pulled through this system and the carbon that has been expired from the stored fruit is separated from the atmosphere and stored in the orange tank. The carbon free atmosphere is then returned to the room. The carbon stored in the orange tank in periodically purged into the atmosphere outside of the building.

11
Regular Cold Storage Generally Concrete Tilt Cost Equipment
Sandwich panel Single concrete panel (may be urethane coated) Old style – concrete wall, interior wood framed walls with fiberglass Open clear span or steel post supported roof Bin storage configured ( receiving) Packed fruit storage - Pallet storage configured (either stacked or on pallet racking) Cost $45/$50 per SF - $70 per SF Racking systems - $20 to $30 per square foot of racked area depending on configuration Shipping cold storage – to $100+/sf including racking, shipping dock equipment, palletizing equipment Equipment Refrigeration Generally ammonia based (some Freon-being phased out, and food grade Glycol) Compressors (reciprocating and screw) Condensers Evaporators Monitoring equipment
 Old style – concrete wall, interior wood framed walls with fiberglass. Open clear span or steel post supported roof. Bin storage configured ( receiving) Packed fruit storage - Pallet storage configured (either stacked or on pallet racking) Cost. $45/$50 per SF - $70 per SF. Racking systems - $20 to $30 per square foot of racked area depending on configuration. Shipping cold storage – to $100+/sf including racking, shipping dock equipment, palletizing equipment. Equipment. Refrigeration. Generally ammonia based (some Freon-being phased out, and food grade Glycol) Compressors (reciprocating and screw) Condensers. Evaporators. Monitoring equipment.")
12
Regular Cold Storage Left - Typical interior view of a regular cold storage building. This is a field run storage unit where bins of fruit are kept after removing from CA and prior to run across the packing line. Right – Typical interior view of a common cold storage room being used to hold packed fruit prior to shipping. The fruit has been palletized and the pallets stacked. Inventory control is slightly more difficult to manage with this type of packed fruit storage as pallets must sometimes be shifted is they have not been stacked in proper shipping order. In both photos note the open ceiling joist typical of a non-sealed cold storage room as opposed to a sealed CA room.

13
Racked Storage/Shipping
Upper left – racking (3 pallets high) in a packed fruit storage. These are “push back racks allowing pallets to roll forward as the front pallet is removed. Above – load consolidation area. The shipping door is to the right of this picture, racking behind the photographer. Exterior of the packing fruit storage showing the open shipping dock.
 in a packed fruit storage. These are push back racks allowing pallets to roll forward as the front pallet is removed. Above – load consolidation area. The shipping door is to the right of this picture, racking behind the photographer. Exterior of the packing fruit storage showing the open shipping dock.")
14
Refrigerated Shipping Dock
Upper left – racked packed fruit cold storage showing door leading to the refrigerated shipping dock. Above – Refrigerated shipping dock, load consolidation area to the left, dock doors to the right. Left – Truck well and shipping dock doors. No compromise of the cold chain in this system as the fruit moves from the refrigerated dock right into a refrigerated truck.

15
PACKING WAREHOUSE General Construction Components
Either concrete tilt or steel frame Free Span construction or steel roof supports Some trench draining in the floor Suspended F/A or radiant heating Components Office Employee lunchroom, restrooms Open packing area Refrigerated segregation and shipping area Shook storage

16
Steel Packing Warehouse
Typical steel frame packing house interior and exterior views.

17
Concrete Tilt Packing Warehouse
Typical exterior views of the construction of a concrete tilt packing warehouse.

18
Pre-Size Packing Line Equipment Pre-size line
Bin dump/return Flume Empty bin wash and transfer chains Wash, brush section Inspection tables Singulator and color sorter, weight sizer/dimensional sizing, infra-red defect sorting Sorter drop section with cross belts to accumulation lanes Accumulation lanes with full lane sensors Vacuum bin fillers Tag printing and bin tagging capability Full bin accumulation lanes Full carton conveyor configuration Associated tray fill or bagging lines Wash/brush section Dryer (air fans) Wax section w/additional brushes Heated dryer Singulator, limited scope sizer/sorter Sorter drop section with cross belts Tray de-nesters Automatic tray fillers (sometimes utilize round hand packing tables) Automatic baggers Carton erectors, empty carton conveyors Carton stampers, check-weigh Carton pad inserters, carton closers/tapers, glue spitters Full box accumulation lanes Either hand palletizing, top-down automatic palletizers, or robotic palletizers
 Wax section w/additional brushes. Heated dryer. Singulator, limited scope sizer/sorter. Sorter drop section with cross belts. Tray de-nesters. Automatic tray fillers (sometimes utilize round hand packing tables) Automatic baggers. Carton erectors, empty carton conveyors. Carton stampers, check-weigh. Carton pad inserters, carton closers/tapers, glue spitters. Full box accumulation lanes. Either hand palletizing, top-down automatic palletizers, or robotic palletizers.")
19
Receiving Left - Full bin lanes and empty bin return lanes.
Right – Full bin conveying system to the packing line.

20
Bin Dumping Left - Stainless steel bin dumping tank and stainless steel flume. Right – After being dumped, washed bins are conveyed to the automatic bin fillers for fruit that has been sorted and graded.

21
Sorting/Grading Left – apples are floated to the inspection tables via the stainless steel flume on the right. After inspection the apples are transported via the stainless steel flume on the left to the grading equipment. Right – apples being color and weight/dimension sorted. The line on the left also has lazer technology to determine internal quality if needed.

22
Bin Filling Upper left – Graded fruit accumulation lanes. Same size and grade fruit accumulates to a full bin load. Once a full bin is ready in a lane, that lane is “called” to the vacuum bin fillers and the fruit is place back into an empty washed bin. The bin filler (right) releases the bin, the bin is tagged with the variety, size and grade and the placed in cold storage (not CA) until taken to be packed on the associated tray fill or bagging line.
 releases the bin, the bin is tagged with the variety, size and grade and the placed in cold storage (not CA) until taken to be packed on the associated tray fill or bagging line.")
23
Commit To Pack Packing Line
Equipment Commit-to-pack line Bin dump/return Flume Wash/brush section Dryer (air fans) Wax section w/additional brushes Heated dryer Inspection tables Singulator and color sorter, weight sizer/dimensional sizing, infra-red defect sorting Sorter drop section with cross belts Tray de-nesters Automatic tray fillers (sometimes utilize round hand packing tables) Automatic baggers Carton erectors, empty carton conveyors Full carton conveyor configuration Carton stampers, check-weigh Carton pad inserters, carton closers/tapers, glue spitters Full box accumulation lanes Either hand palletizing, top-down automatic palletizers, or robotic palletizers
 Wax section w/additional brushes. Heated dryer. Inspection tables. Singulator and color sorter, weight sizer/dimensional sizing, infra-red defect sorting. Sorter drop section with cross belts. Tray de-nesters. Automatic tray fillers (sometimes utilize round hand packing tables) Automatic baggers. Carton erectors, empty carton conveyors. Full carton conveyor configuration. Carton stampers, check-weigh. Carton pad inserters, carton closers/tapers, glue spitters. Full box accumulation lanes. Either hand palletizing, top-down automatic palletizers, or robotic palletizers.")
24
Fruit Delivery System Left - Bin destacker (right), empty bin return and restacker (right). Behind the destacker is the stainless steel dump tank. Right – stainless steel flume (heated water) helps remove field debris from the fruit/ Dewatering elevator to the upper right of the photo.
 helps remove field debris from the fruit/ Dewatering elevator to the upper right of the photo.")
25
Fruit Washing Left – pre-inspection table to the left of the photo followed by the wash/brush section. The hooded washer is shown with the vent stack through the ceiling. Right – looking back at the hooded washer unit with the continuation of the brush bed and air fans to remove water from the washed fruit.

26
Wax and Dry Left – Continuation of brush bed with wax unit to apply fruit wax to the apples prior to entry into the enclosed, heated drier used to set the wax finish on the fruit. Right – following the wax process the fruit is passed across inspection tables to be visually inspected. Obvious defective fruit is removed and sent to the cull bins.

27
Grading Equipment Upper left – singulator (weight) and color sorting equipment (may have dimensional sizing capability also. Above – Sticker machines Left – Continuation of sorting line. Sized/graded apples are designated as to what belt they drop onto to be packed into cartons or bagged.

28
Packing Left – Automatic tray de-nesters. Trays pass underneath the sorting equipment to the other side of the line where apples are placed onto the trays to be placed in to boxes according to size and grade. Right – Workers align the apples in their trays and place trays into cartons, then place the cartons on the full carton conveyor line.

29
Carton Conveying Upper left – Empty carton carousel from the box makers to the packing line. Above – Full box conveyor with pad inserter, check weigh (checks box weight), and box closer/taper. Left – continuation of full box conveyor through the glue spitter (keeps boxes together in the pallets), and continuing into the segregation area.
, and box closer/taper. Left – continuation of full box conveyor through the glue spitter (keeps boxes together in the pallets), and continuing into the segregation area.")
30
Segregation/Palletizing
The above is an automatic palletizing system. On the left are the box accumulation lanes. Boxes are scanned and then sent down a designated lane with all of the boxes on that lane being the same size and grade. When a lane accumulates a full pallet a lazer is triggered that it is full. On the right is a robotic palletizer. When a lane is full the palletizer calls for the release of that lane. The robot will then fill the pallet and release the full pallet to the forklift area. The robot will alter the stacking of the boxes to tie the pallet together. There are two pallet positions in the robot area so that when one pallet is near completion the nest full accumulation lane will be called.

31
Segregation/Palletizing
This is another example of an automatic palletizing system. To the left are a series of accumulation lanes similar to the last example. To the right is an automatic top-down palletizer. Full lanes are called and the boxes are arranged on a pallet level. The level of those boxes then is lowered on level and the palletizer forms the next pallet level. The process is repeated until the pallet is formed, the pallet is released to the forklift area, and the process starts again with a new pallet.

36
Required Information Product Flow Revenue and Expenses
Packing Capacity Bins per day – Single or Double Shift Annual packing history, minimum 5 years if possible Packing Operation Pinch Points Receiving Packing Shipping Revenue and Expenses Packing Charges Expenses Per Bin Marginal Revenue Per Bin Break-even analysis Estimated Net Income Per Bin – The warehouse should have a good feel for this number If you have good industry information, direct capitalization should be able to be completed, if not you may need to do some sort of a built-up rate Ask what the warehouse has returned as a “cash-on-cash” basis Waste Water Flow Required Permits (Waste and Fresh Water) Self Contained Site or Municipal Disposal
 Self Contained Site or Municipal Disposal.")
37
QUESTIONS / THOUGHTS Property Comparisons Challenges
Property composition Age and style of buildings/equipment Comparison on a component basis? Sum of the parts may not equal the whole Accounting for functional obsolescence and extra-ordinary depreciation What is the Unit of Comparison? $/SF of Building? $/Bin of Storage (CA and Cold Storage) How balanced is the facility (Storage vs packing capacity) $/Bin of Packing Capacity? Can You Use a Multiplier? Does looking at the balance of a facility make sense? Price/verified packing history, and comparing the balance of a facility (storage vs. packing capacity) and comparing the resulting “multipliers”? QUESTIONS / THOUGHTS
 How balanced is the facility (Storage vs packing capacity) $/Bin of Packing Capacity Can You Use a Multiplier Does looking at the balance of a facility make sense Price/verified packing history, and comparing the balance of a facility (storage vs. packing capacity) and comparing the resulting multipliers QUESTIONS / THOUGHTS.")
Similar presentations