Download presentation
Presentation is loading. Please wait.

1
LIQUID CONCENTRATION EVAPORATION MEMBRANE SEPRATIONS
FREEZE CONCENTRATION

2
Vocabulary Concentration, dehydration, vital, evaporation , membrane concentration. freeze concentration, reverse osmosis, ultrafiltration, fruit juices or purees, semiporous membrane, permeability, ice crystal slurry, coffee and tea extracts, volatile flavors and aromas, centrifugal force, droplets, entrained, agitation, buoyancy, gravity,

3
Vocabulary flexibility viscosity sanitation bulk transport semipermeable equilibrate equilibrium migrate osmotic pressure feed permeate retentate solution solute solvent flux solubility polarization

4
Concentration of liquid foods
Concentration of liquid foods is a vital operation in many food processes. Concentration is deferent from dehydration,. Generally, foods that are concentrated remain in the liquid state, whereas drying produces solid or semisolid foods with significantly lower water content.

6
Liquid Concentration Technologies
Several technologies are available for liquid concentration in the food industry, with the most common being evaporation and membrane concentration. Freeze concentration is another technology that has been developed over the past few decades, although significant applications of freeze concentration of foods are limited.

8
Evaporation Concentration
Evaporation concentration means removal of water by boiling. Evaporation finds application in a variety of food processing operations. A primary application is concentration of fruit juices (orange juice concentrate), vegetable juices (tomato pastes and purees), and dairy products (condensed milk). Evaporation is also used to concentrate salt and sugars prior to refining.
, vegetable juices (tomato pastes and purees), and dairy products (condensed milk). Evaporation is also used to concentrate salt and sugars prior to refining.")
9
Membrane Separation Concentration
The basis for membrane separations is the difference in permeability of a semiporous membrane to different molecular sizes. Smaller molecules pass through these membranes more easily than larger ones. Since water is one of the smallest molecules, concentration is easily accomplished using membranes with appropriate molecular-weight cutoffs.

10
Freeze Concentration Water is partially frozen to produce an ice crystal slurry in concentrated product. Separation of ice crystals is then accomplished using some washing technique. Current applications of freeze concentration are limited to fruit juices, coffee, and tea extracts, and beer and wine. Freeze concentration produces a superior product

11
Requirements for optimal evaporation
(l) rapid rate of heat transfer. (2) low-temperature operation through application of a vacuum. (3) efficient vapor-liquid separation. (4) efficient energy use and recovery.
 rapid rate of heat transfer. (2) low-temperature operation through application of a vacuum. (3) efficient vapor-liquid separation. (4) efficient energy use and recovery.")
12
Types of Evaporators Short tube or Calandria Evaporator.
Long Tube Vertical Rising Film Evaporator Long Tube Vertical Falling Film Evaporator Forced Circulation Evaporator. Wipe Film or Agitated Thin Film Evaporator. Plate Evaporator. Centrifugal/Conical Evaporator.

13
Short tube Evaporator A short but wide steam chest in the form of a shell and tube heat exchanger characterize this type of evaporator. Steam is fed to the inside of the internal tubes. Circulation is generated naturally. Density differences due to heating around the steam pipes cause the warmer fluid to rise and the colder fluid to sink. A vacuum source maintains to reduce boiling temperature.

16
Long Tube Vertical Rising Film Evaporator
A thin film of liquid food is formed on the inside of the long tubes, with steam providing heat transfer from the outside. The vaporizing bubbles of steam cause film of concentrate to rise upwards inside the tubes. Vapor and concentrate are separated, as they exit the top, in a separate chamber.

18
Long Tube Vertical Falling Film Evaporator
Using gravity to make liquid flow downwards. Steam condensing on the outside of the tubes causes evaporation of a thin film of product flowing down the inside of the tubes. Product and steam exit the bottom of the tubes together, then are separated.

21
Forced Circulation Evaporator
Fluid is pumped from the main evaporator chamber through an external steam chest. Vapor-liquid separation occurs in the main chamber, Dilute feed is added to the recirculation loop, and sent through the steam chest Since external pumping is used to maintain fluid flow, excellent heat transfer can be obtained, But, recirculation of the fluid through the steam chest causes long residence times

23
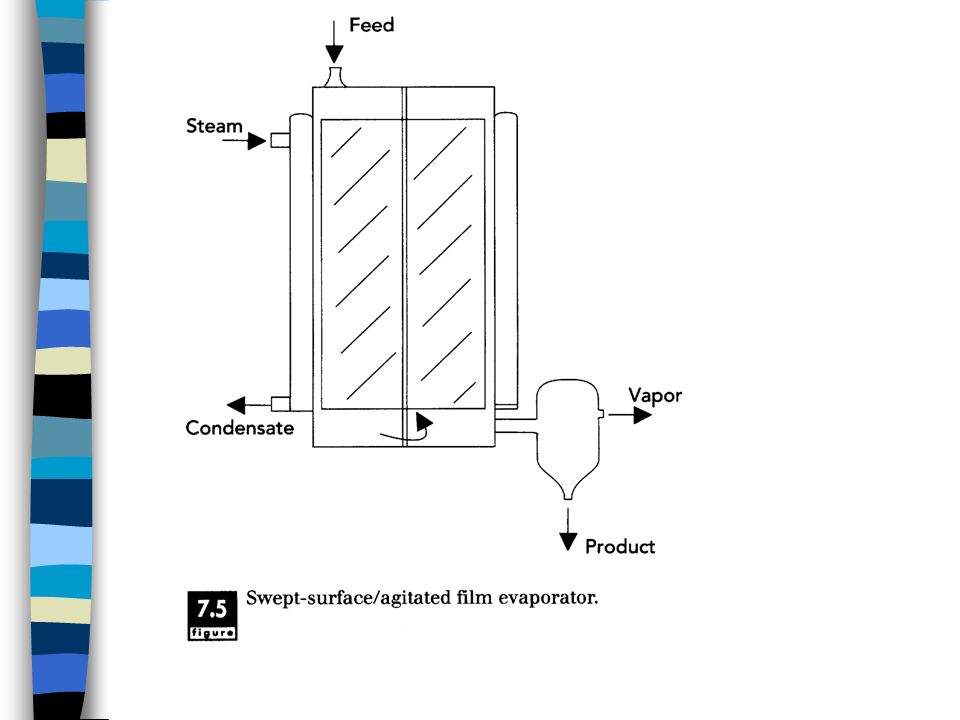
Wipe Film or Agitated Thin Film Evaporator
Very viscous foods are difficult to evaporate efficiently using any of the previously discussed evaporators. Products such as thick fruit or vegetable purees, or even highly concentrated sugar syrups, can be efficiently evaporated when a thin film at the heat transfer surface is continuously agitated or wiped to prevent buildup.

25
Plate Evaporator A series of metal plates and frames forms the heat exchange surface both product and steam are directed in alternate gaps. Evaporation can take place within the plate and frame system, or evaporation can be suppressed by maintaining sufficient pressure and allowing evaporation to occur as the heated product flashes into a lower pressure chamber.

26
Evaporator Configurations
Single Effect Evaporation Multiple Effect Evaporation. Thermal Vapor Recompression. Mechanical Vapor Recompression.

28
Single Effect Evaporation
The simplest mode of evaporation is to use a single stage, where steam is fed into the steam chest, concentrate and vapor are removed, and the vapor is condensed into hot water. However, the vapors produced are still steam, and thus can be used to provide the heat for evaporation in a subsequent stage. Therefore, steam can be used many times to provide evaporation in a series of operations.

30
multiple-effect evaporation
In a two-stage evaporator, the vapors produced by evaporation of water in the first stage are fed into the steam chest of the second stage to provide further evaporation. Since there is no driving force. Thus, operating pressure in the second stage must be reduced to lower the boiling temperature

32
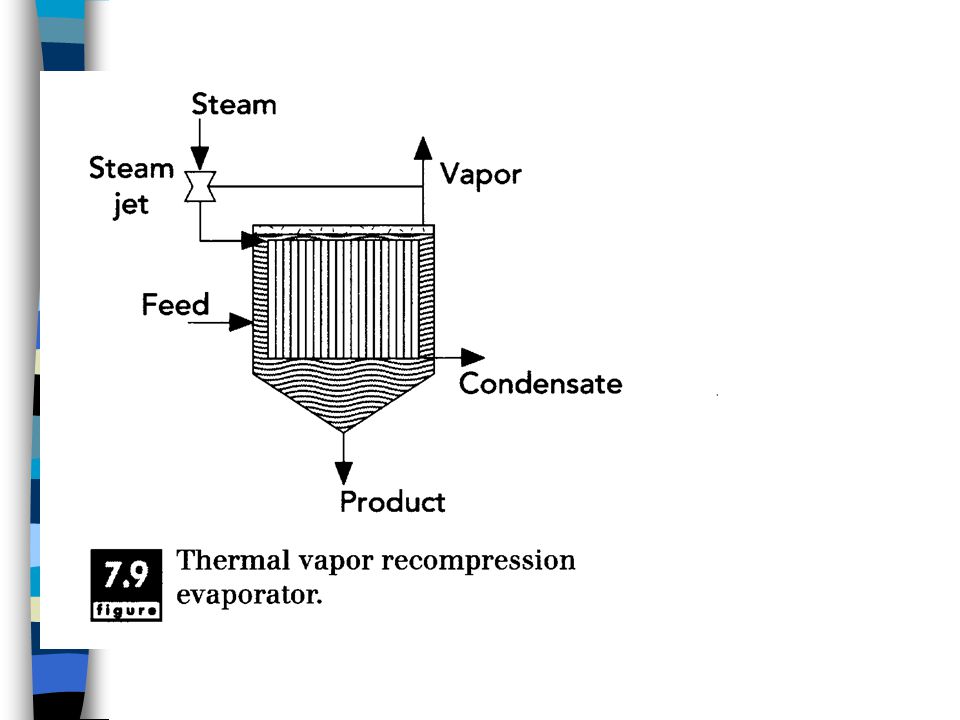
Thermal Vapor Recompression
The quality of the vapors produced during evaporation can be recompressed. One alternative is to use fresh steam to enhance the value of a portion of the vapors. This combined steam is then fed into the steam chest. High pressure steam is passed through a nozzle (or ejector) before entering the evaporator chamber. As the fresh steam passes through the nozzle.
 before entering the evaporator chamber. As the fresh steam passes through the nozzle.")
34
Mechanical Vapor Recompression
Mechanical compression can be used to improve the quality of vapors. The vapors from a single stage are compressed to higher pressure in a mechanical compressor and then reused as steam in the steam chest . Reuse of compressed vapors makes up most of the steam addition. Only a small portion of fresh steam is needed to account for inevitable energy losses. Steam economies can be obtained.

35
MEMBRANE SEPRATIONS Operation Principles Reverse Osmosis.
Concentration polarization. Ultrafitration.

36
MEMBRANE SEPRATIONS Membranes allow only certain molecules to pass through, effectively separating water molecules from other food constituents, Classification of membrane separations is based primarily on molecular size. reverse osmosis/ ultra/micro filtration. No vapor-liquid interface to cause the loss of volatile flavors and aromas Membranes tend to foul

37
Operation Principles Separations in semipermeable membrane systems is based on forcing some of the molecules in the system through the membrane while retaining others on the feed side while larger molecules remain on the feed side (retentate).
.")
38
difference between reverse osmosis and ultrafiltration
The difference between reverse osmosis and ultrafiltration or microfiltration is the size of molecules that can pass through the membrane. Reverse--osmosis membranes allow only the smallest molecules (Water, some salts, and volatile compounds) to pass through, whereas ultrafiltration and microfiltration limit only the largest molecules (i.e., proteins, starches, gums, etc.) and allow all smaller molecules to pass through.
 to pass through, whereas ultrafiltration and microfiltration limit only the largest molecules (i.e., proteins, starches, gums, etc.) and allow all smaller molecules to pass through.")
39
MEMBRANE SYSTEMS Membrane Materials Cellulose Acetate.
Polymer membranes. Composite or Ceramic Membranes. Membrane Module Design Plate and frame. Spiral Wound. Tubular. Hollow Fiber.

42
Osmotic Pressure A salt solution and pure water are separated with a semipermeable membrane. Water migrates from the pure water into the saltwater. As this equilibrium is attained, the pressures on the two sides of the membrane are unequal, The difference in pressure between the two sides is the osmotic pressure.

43
Factors Influencing Osmotic Pressure
Type of solutes (smaller molecules or larger molecules) Concentration. Salts and sugars influenced osmotic pressure mainly.
 Concentration. Salts and sugars influenced osmotic pressure mainly.")
44
Osmotic Pressure of Dilute Solution
C=solute concentration Mw=molecular weight of solute R=gas constant

46
Reverse Osmosis To cause an increase in concentration of the salt solution , the pressure of the salt must be raised above the osmotic pressure. When the applied pressure on the salt side exceeds the osmotic pressure, water molecules begin to flow from the saltwater into the pure water. This is called reverse osmosis.

48
reverse osmosis process
Feed under high pressure, exceeding the osmotic pressure of the feed, contacts the membrane. Material that passes through it is the permeate, while material that does not pass through the membrane, is retentate. Since membranes are not perfectly selective, they allow some smaller solute molecules to pass through; the permeate is not pure water

49
Solvent Flux in Reverse Osmotic Processing
Kw=membrane permeability factor ΔP=pressure differential across the membrane Δπ= difference in osmotic pressure between feed and permeate

50
Mass Flux of Solute Ns=mass flux of solute through membrane
Ks= membrane permeability coefficient Cf &Cp=solute concentration in feed and permeate respectively

51
Definition of solute rejection parameter
A solute rejection parameter, R, is defined as the ratio of the amount of solute that passes through the membrane divided by the initial feed concentration.

53
Concentration Polarization
Molecules that do not get through the membrane accumulate on the feed side. A boundary layer is built up at the membrane surface due to this solute rejection. Concentrations of factors 1.2 to 2 higher than the initial feed concentration can be developed in this polarization layer

54
Negative Influences of Concentration Polarization
The pressure driving force is reduced, so solvent flux is reduced In addition, solute flux is increased. Concentration buildup often leads to severe fouling on the membrane surface. When the concentration in this polarization layer exceeds the solubility concentration of the salt it precipitates and forms a more solid layer. This layer has reduced permeability.

55
Techniques Reducing Polarization
The feed should be as clear of insoluble solids as possible. Citrus juice concentration by reverse osmosis requires an initial filtration step to remove the pulp. Techniques that result in higher flow velocities across the membrane "sweep" away the concentration polarization layer and maximize permeate flux. Reduced concentrations in the feed also result in reduced polarization layer.

56
Factors Influencing Flux in Reverse Osmosis
1.Transmembrane pressure (ΔP) 2.Type of feed material (concentration molecular weight of solute) 3.Temperature (Higher temperature gives lower viscosity and reduces concentration polarization) 4.Feed concentration 5.Feed flow rate (polarization layers)
 2.Type of feed material (concentration molecular weight of solute) 3.Temperature (Higher temperature gives lower viscosity and reduces concentration polarization) 4.Feed concentration. 5.Feed flow rate (polarization layers)")
58
Ultrafiltration Ultrafiltration use higher permeability membranes allowing small molecules to pass through and retain larger molecules. Larger molecules are retained and dissolved sugars and salts pass through. In the dairy industry, ultrafiltration is used to concentrate milk or whey, allowing everything but the proteins to pass through.

61
MEMBRANE SYSTEMS Membrane Materials
Cellulose Acetate/Polymer membranes/ Composite or Ceramic Membranes. Membrane Module Design Plate and frame/Spiral Wound/Tubular/ Hollow Fiber.

62
Cellulose Acetate The membranes provide high permeate flux and good salt rejection in reverse osmosis. However, cellulose acetate breaks down at high temperatures, is pH sensitive (pH 5 to 6), and is broken down by Cl- ions. Since chlorine cleaners and sanitizers are commonly used in the food industry, the sensitivity of cellulose acetate membranes to chlorine has caused significant problems.
, and is broken down by Cl- ions. Since chlorine cleaners and sanitizers are commonly used in the food industry, the sensitivity of cellulose acetate membranes to chlorine has caused significant problems.")
63
Polymer membranes Polyamides provide better pH resistance than cellulose acetate. Polysulfones provide a good alternative, operate at a wide pH range (1 to 15), and have chlorine resistance (up to 50 ppm). They are easy be produced with a wide range of pore size cutoffs. But, these membranes do not withstand high pressures and are used almost exclusively for ultra-filtration
, and have chlorine resistance (up to 50 ppm). They are easy be produced with a wide range of pore size cutoffs. But, these membranes do not withstand high pressures and are used almost exclusively for ultra-filtration.")
64
Composite or Ceramic Membranes
These membranes are made from porous carbon, zirconium oxide, or alumina. Due to the inert nature of the composite materials, membranes made from these materials have a wide range of operating conditions (temperature, pH). They are also resistant to chlorine attack and can be cleaned easily.
. They are also resistant to chlorine attack and can be cleaned easily.")
65
Membrane Module Design
Membranes can be packaged in many ways to provide options for separation. The main categories include: Plate-and-frame arrangement Spiral-wound membranes, Tubular membranes Hollow-fiber membranes.

68
Spiral Wound Rolling up a flat membrane and spacer system into a spiral-wound package Feed is distributed to the appropriate channels at one end of the roll; permeate passes through the membrane and makes its way back around the spiral to a collector tube at the center of the roll. Permeate then passes out the center, while retentate is collected at the opposite end.

70
Tubular A cylindrical membrane and support system is housed inside a larger tube. Feed is pumped into the center of the tube under applied pressure; permeate passes through the membrane system and is collected in the outside tube. Retentate passes directly through the membrane and is removed from the opposite side.

72
Hollow Fiber A bundle of smaller membrane tubes (only millimeters in diameter) containing hundreds of individual tubes may be housed in a single larger shell. Feed is directed into the tubes at one end, while concentrate is removed at the other end. Permeate passing through the membranes is collected from the shell side of the housing.
 containing hundreds of individual tubes may be housed in a single larger shell. Feed is directed into the tubes at one end, while concentrate is removed at the other end. Permeate passing through the membranes is collected from the shell side of the housing.")
73
CLEANING AND SANITATION
Mild acids and bases with nonionic surfactants, enzymes, and complexing agents are used to clean membranes Clean-in-place systems can be used to clean membrane modules, with the most rapid flow rate possible to induce turbulence at the membrane surface.

74
FOOD QUALITY IN MEMBRANE OPERATIONS
Because low temperature operation, thermal degradation of nutrients does not occur. The quality of foods processed using membrane systems is generally superior to that produced using other concentration technologies

75
FREEZE CONCENTRATION TYPES OF FREEZE CONC. UNITS Ice Crystallization
Direct Contact Freezers. Indirect-Contact freezers Separation Devices Mechanical Press Centrifugal. Wash Column. ECONOMIC DESIGN OF FREEZE CONCENTRATION

76
Definition of Freeze Concentration
A liquid food is cooled with sufficient agitation, ice crystals nucleate and grow, and a slurry of relatively pure ice crystals removed, The concentrate can be obtained. Separation of these pure ice crystals leaves a concentrated product.

77
Advantages & Disadvantage of Freeze Concentration
High product quality due to low-temperature operation Absence of a vapor-liquid interface maintaining original flavors. Higher cost of than the other two.

78
Employed on Wide Range of Products
Fruit juices, milk products, vinegar, coffee and tea extracts, beer and wine, and other flavor products. Concentration of alcoholic beverages is one application where freeze concentration is superior to other techniques.

80
Freezing-point Depression
Products containing low-molecular weight compounds, like sugars and salts, experience a reduction in freezing point as product is concentrated.

82
TYPES OF FREEZE CONCENTRATION UNITS
Ice Crystallization Direct Contact Freezers Indirect-Contact freezers Separation Devices Mechanical Press Centrifugal Wash Column.

85
Problem How to obtain high quality food product in evaporation concentration. How to lower the cost in liquid concentration operation.

86
Problem Describe the principles of both evaporation and membrane concentration What are the differences between reverse osmosis and ultra-filtration. How to understand the membrane materials How to consider the membrane module design

87
Problem Explain the principles of freeze concentration
How to understand the operation of freeze concentration What are the advantages of freeze concentration and how to to obtain food in high quality economically.

Similar presentations



































 Molecular Diffusion in Liquids.>")










