Download presentation
Presentation is loading. Please wait.

1
Dryer Control In order to control any process, we need a good understanding of the process itself What is the drying process? Dryer classifications and types Process analysis Macro vs. Nano, Micro

2
Dryers – A common yet costly unit operation Dryers used in chemical processing, food processing and pharma Batch or continuous Energy intensive Frequently over dried at added costs, dusting, product loss Drying accounts for ~12% manuf. costs

3
What is the Drying Process … Removal of small amount of liquid, usually water – Large amounts of water normally removed by press or centrifuges. Thermal methods employed. Heat and Mass transfer

4
Solid drying process is very complex with micro and nano mechanisms Liquid movement due to capillary forces Diffusion due to concentration gradients Liquid vapor flow due to pressure differences Vapor diffusion due to vapor pressure differences, concentration differences Osmotic pressure created by colloidal bodies has soluble and insoluble fractions Vapor Effusion – A relationship of vapor flow to pore diameter Thermodiffusion Vaporization-condensation mechanism

5
Macro Drying Process This program will not study these nano and micro relationships; we will develop our controls based on the macro mechanisms

6
What is the Drying Process … Drying - water liquid vaporization; not as efficient as centrifuge, 1050 BTU/lb of water removed. Final moisture varies “dried” table salt contains 0.5 % water, dried coal 4%. Solids can have many different forms, flakes, granules, crystals, powders, etc. The liquid can be on the surface, within the surface in cellular structures, such as wood. Consider the method of handling, dusting, rough or gentle treatment.

7
Equilibrium Moisture The solid’s moisture content is a function of the humidity of the drying air. The moisture cannot be lower than the equilibrium moisture content corresponding the humidity of the incoming air. 50% RH air equilibrium moisture Wool 12.5 %Newspaper 5.5%

8
The Drying Process can be described in several ways… Batch or Continuous; how the material is processed. A single charge – Batch Continuous input and output.

9
The Drying equipment can be described as “dryer types” Dryer Types; the classification as to the method solids travel through the heated zone, the heat source and transfer method.

10
The Drying Process can be classified as: Classifications Adiabatic Dryers are the type where the solids are dried by direct contact with gases, usually forced air. With these dryers, moisture is on the surface of the solid. Non-Adiabatic Dryers When a dryer does not use heated air or other gasses to provide the energy required the drying process is considered a non- adiabatic.

11
In the case of Adiabatic Dryers The process can be considered to be two related processes: Solids Drying Air Humidification We will view dryer control from the air humidification process

12
Adiabatic dryers, solids are exposed to the heated gasses in various methods : Blown across the surface cross circulation Blown through a bed of solids, through- circulation; solids stationary; wood, corn etc Dropped slowly through a slow moving gas stream, rotary dryer Blown through a bed of solids that fluidize the particles; solids moving; frequently called fluidized bed dryer Solids enter a high velocity hot gas stream and conveyed pneumatically to a collector Flash Dryer

13
What can the Psychometric Properties tell us about the drying process? In many ( or most ) cases, the nano and macro drying mechanisms are not know. However, we do know air properties Lets make use of the air properties to control our dryer
 cases, the nano and macro drying mechanisms are not know. However, we do know air properties Lets make use of the air properties to control our dryer.")
14
Psychometric chart - displays phase conditions of water vapour in air

15
The Psychometric chart computer program Akton Associates Inc. PO Box 2076 Edmond, OK 73034 (405) 513-8537 http://www.aktonassoc.com/
")
16
Properties shown on psychometric chart … The air temperature - dry bulb temperature of the stable air water vapour mixture; on the x axis The dew point temperature - temperature where condensation begins to form as the water is condensed from the wet air; not shown on the chart The wet bulb temperature is the temperature at which adiabatic heat is transferred during the drying of solid or humidification of air. For a dryer, moisture in the solid is transferred to the air. The air will gain moisture while the solid looses moisture, therefore or humidification of the air occurs. This process will occur at a constant wet bulb temperature. The dry bulb air temperature will decrease during this process and be lower exiting the dryer or chamber. This temperature is shown as a series of curved lines sloping downward.

17
Properties shown on psychometric chart … Relative humidity is the ratio of the water vapour pressure at the dew point to the water vapour pressure at the dry bulb temperature. This ratio is usually expressed as a percent. This ratio is multiplied by 100 to obtain the percentage reading. These lines are the curved lines sloping upward. Vertical line on the right shows the absolute moisture; pounds of moisture per pound of dry air.

18
Relative Humidity The relative humidity is calculated as a ratio of partial pressures: is the water vapor pressure at the dew point temperature is the water vapor pressure at the dry bulb temperature.

19
Relative Humidity The water vapor pressure can be calculated by an exponential equation: p in psia and T in DegF

20
Drying is in one of two zones or periods… Constant rate and Falling rate zones

21
Constant Rate Zone a.k.a. first period of drying Layer of saturated air on solid surface This rate is determined by the capacity and properties of the inlet gas or vapor Solid temperature is equal to the wet bulb temperature during this period Free water drying

22
Falling Rate Zone a.k.a. second period of drying inflection point at the “critical moisture” begins when the surface or free water is removed solid temperature increases form wet bulb temp to that approaching the inlet air, gas, temperature

23
Batch Drying If air is passed over a moist solid, air temperature will be reduced as the water is evaporated. Calculated through an enthalpy balance: T i = Inlet Dry Bulb Temperature T o = Outlet Dry Bulb Temperature G = Air Mass Flow C = Air Heat Capacity F w = Mass rate of water evaporation H v = Heat of vaporization

24
Batch Drying The outlet temperature value will be between the inlet and the wet bulb temperature. The rate of evaporation dF w is equal to: T i Inlet Dry Bulb Temperature T w Wet Bulb Temperature a Mass transfer coefficient R Rate coefficient dA Surface Area

26
Batch Drying As the air passes over the moist solid, the air temperature will fall by dT Assuming R = kw, a line that passes through to origin, the above equations can be solved for the outlet moisture:

27
Batch Drying The final outlet T o temperature to achieve a desired final moisture is w* is: Eliminating the wet bulb temperature form the above yields: Where T oc is the outlet moisture at the critical moisture.

28
Batch Dryer, extra credit problem Use algebraic substitution, show how to arrive at equation (7) from (6) and (6a) in your handout. 10 points credit

29
Constant rate – Falling rate

30
The fraction term can be defined as K*

31
Batch Dryer This method calculates the outlet temperature required to obtain specified moisture in a batch dryer. It uses inferential moisture calculation based on temperature difference. A better approach can be taken if the dryer constant, K, is recalculated each time.

32
Mass Transfer Equations Rate of Evaporation mevaporation Rate h v heat transfer coefficient T inlet gas temperature T i interface temperature or Wet Bulb Temperature A Area i heat of vaporization BTU/lb

33
Heat Transfer coefficient can be estimated as Gmass velocity lb/ft^2 hr, note different G! D e airflow channel diameter ft

34
Mass Velocity For packed beds, calculation requires knowledge of void fractions…

35
Packing Factor Leva, M., Grunmer, M. Chem Eng Progress 43:713 (1947)
")
36
Drying Rate Control To control the drying rate, you control the temperature differences. Ti = Inlet Dry Bulb Temperature To = Outlet Dry Bulb Temperature G = Air Mass Flow C = Air Heat Capacity Fw = Mass rate of water evaporation Hv = Heat of vaporization

37
Drying Rate Control But the outlet temperature lags the inlet by some amount This lag is due to the thermal time constant of the solid

38
Drying Rate Control First order lag must be applied to the inlet temperature before the difference is calculated.

40
Continuous Dryer outlet moisture calculation… The adiabatic drying process has two zones, falling rate and a constant rate. When the product becomes sufficiently dry that there are dry areas on the product surface. Further drying results in a falling rate of moisture removal. Inferential measurement of product moisture is accomplished by the measurement of temperatures of the gas entering and exiting the dryer and performing a calculation using these temperatures. This technique uses mass and energy balances of the dryer to calculate the product moisture and is valid during the falling rate zone only.

42
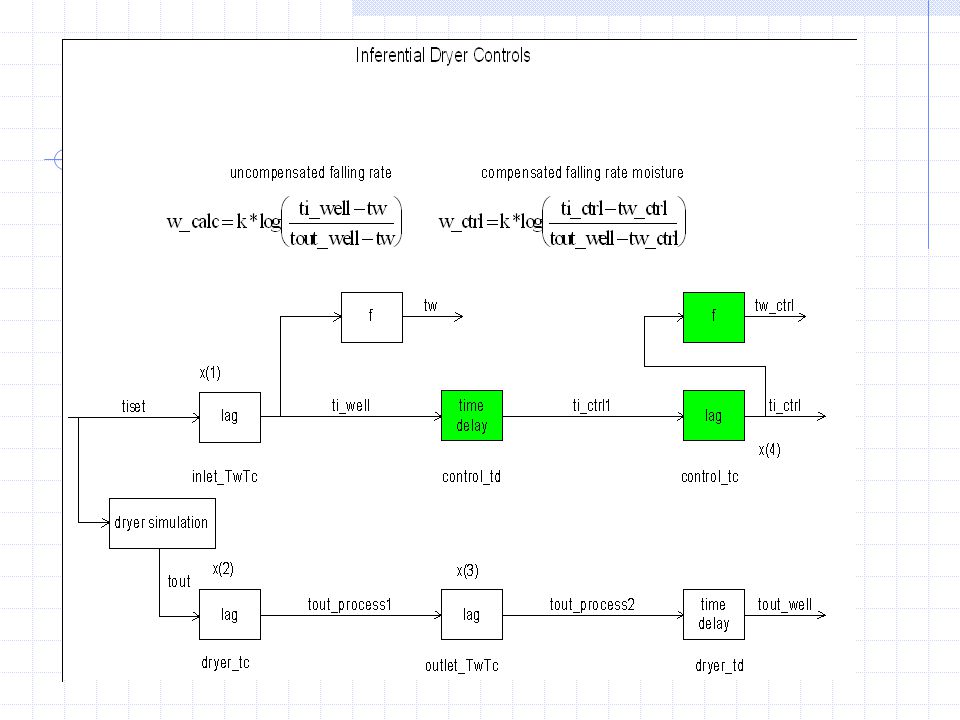
The relationship between outlet moisture and the temperatures are: w p = k*ln( (Ti - Tw) / (To - Tw) ) where: w p = Outlet Moisture Ti= Inlet Dry Bulb Temperature Tw = Wet Bulb Temperature To = Outlet Dry Bulb Temperature k = Dryer Constant
 / (To - Tw) ) where: w p = Outlet Moisture Ti= Inlet Dry Bulb Temperature Tw = Wet Bulb Temperature To = Outlet Dry Bulb Temperature k = Dryer Constant")
43
Combustion air wet bulb temperature For water and air systems, the wet bulb temperature is the same at the inlet as it is in the outlet. Natural gas combustion wet bulb temperature degF is related by an empirical relationship that is: Tw = 164 - ( 16900/Ti )
.")
44
Combustion air wet bulb temperature

45
Colder air cannot contain as much absolute moisture as warmer air Colder air requires more gas to heat, and therefore adds more moisture to the combustion product Relationship good for temperatures above 300 DegF

46
Inferential moisture control PID control of this equation: w p = k*ln( (Ti - Tw) / (To - Tw) ) difficult due to inverse response
 / (To - Tw) ) difficult due to inverse response")
47
The problem in controlling this equation is that the dynamics of the equation result in reverse action, i.e. if the moisture set point is lowered, the instantaneous action would be to increase the inlet temperature, which causes the calculated moisture to increase before the outlet temperature is increased to such an extent as to lower the moisture to its new stable set point. This is because of the dead time and time constant between the inlet and outlet temperatures. Using conventional PID control on this relationship results in unstable control.

48
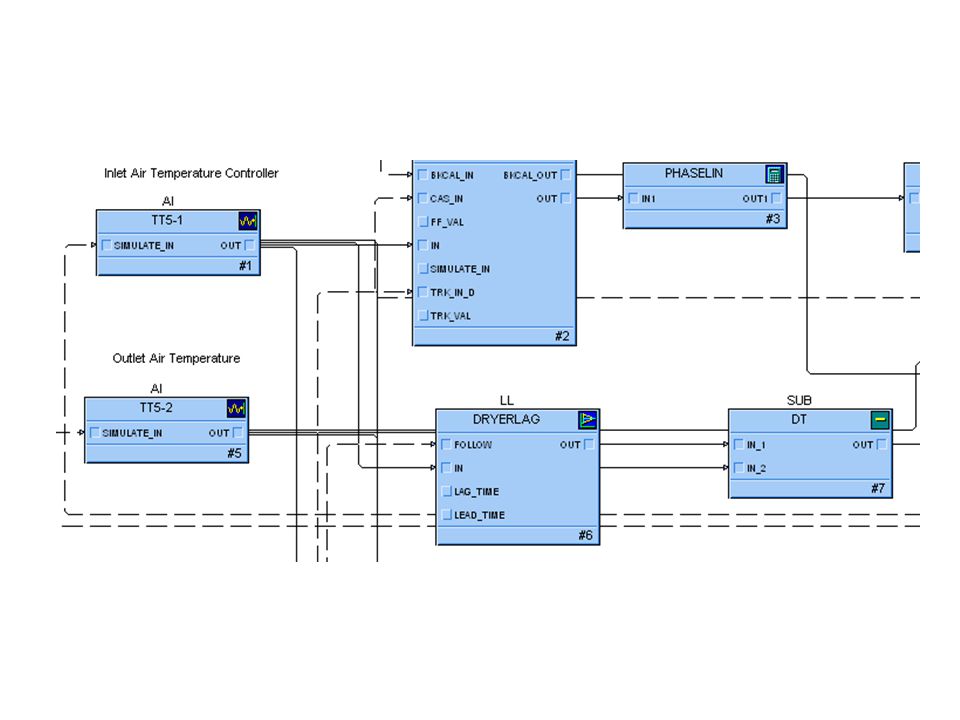
Inferential moisture control If the inlet temperature signal was transformed through a dead time and time constant control function blocks in the control algorithm, then applied to the inferential calculation, the resultant response would be closer to the actual moisture. This is because the present time observation of outlet temperature is the result of a past inlet temperature.

Similar presentations










 Energy absorbed Energy released Solid (Ice) melting evaporation deposition freezing.>")










