Download presentation
Presentation is loading. Please wait.

1
Work Cell Integration: Working with Existing Facilities Working Conditions and Practices: constraints/barriers for true work cell integration

2
Cellular Manufacturing A manufacturing cell is a small unit, consisting of several workstations. A workstation usually contains either one machine or several machines with each machine performing a different operation on the part (Kalpakjian & Schmid, 2006). Cells are made up of people, machines, devices, and support systems.
. Cells are made up of people, machines, devices, and support systems..")
3
Integration Revisited Integrate = to make or become whole or complete (Websters, 1984) Integrate = to form, coordinate, or blend into a functioning or unified whole : unite (Websters Ninth, 1989, p. 628) Integration requires organization, visual control, cleanliness, safety, and sustained efforts to maintain positive working conditions and control over production output
 Integration requires organization, visual control, cleanliness, safety, and sustained efforts to maintain positive working conditions and control over production output.")
4
Work Cell Integration: Constraints/Barriers People attitudes – complacency, apathy, laziness – unwillingness to cooperate (company culture) Presence of hazardous working conditions – sanitation level, temperature levels, air quality levels Organization of the work area (cell/line) – Design of working area Space available for operations – How space is utilized
 Presence of hazardous working conditions – sanitation level, temperature levels, air quality levels Organization of the work area (cell/line) – Design of working area Space available for operations – How space is utilized")
5
Companies Collect and Store Processes not in use Tools not in use Material not in use Chemicals not in use Parts/products not in use Equipment not in use Scrap / Material-Related Waste

6
Processes Not In Use Consume Floor Space – become obstructing Collect dust / filth Require moving and removing Can require significant maintenance to become operational $$$ Can require significant learning/retraining time to become operational $$$

7
Unused Equipment: Sitting Idle

8
Unused Equipment: Floor Space Consumed

9
Unused Equipment:Collecting Dust

10
Unused Equipment: Cluttering

11
Materials Not In Use: Scrap Disposal

12
Materials Not In Use: Raw Stock Storage

13
Cells / Lines Often Lack Organization Tools become lost in drawers, bins, cabinets (do not have a place)= lack of visual control Chemicals are often stored in unsafe manners – containers often lack labeling Drawers and cabinets are magnets for clutter, personal equipment, unused tools, unused parts/material, etc. Ability to add value in work area becomes severely degraded

14
Lack of Organization: No labels

15
Lack of Organization: No Place

16
Lack of Organization: Clutter

17
Lack of Organization: Good luck in finding

18
Lack of Organization: No Place

20
Lack of Organization: Extra Junk

21
Lack of Organization: No Place

22
Lack of Organization: Extra Junk

23
Lack of Organization: No Labels

24
Lack of Organization: No Home

25
Lack of Organization: No Place

26
Lack of Organization: Extra Junk

27
Lack of Organization: No Labels

28
Lack of Organization: Process Clutter

29
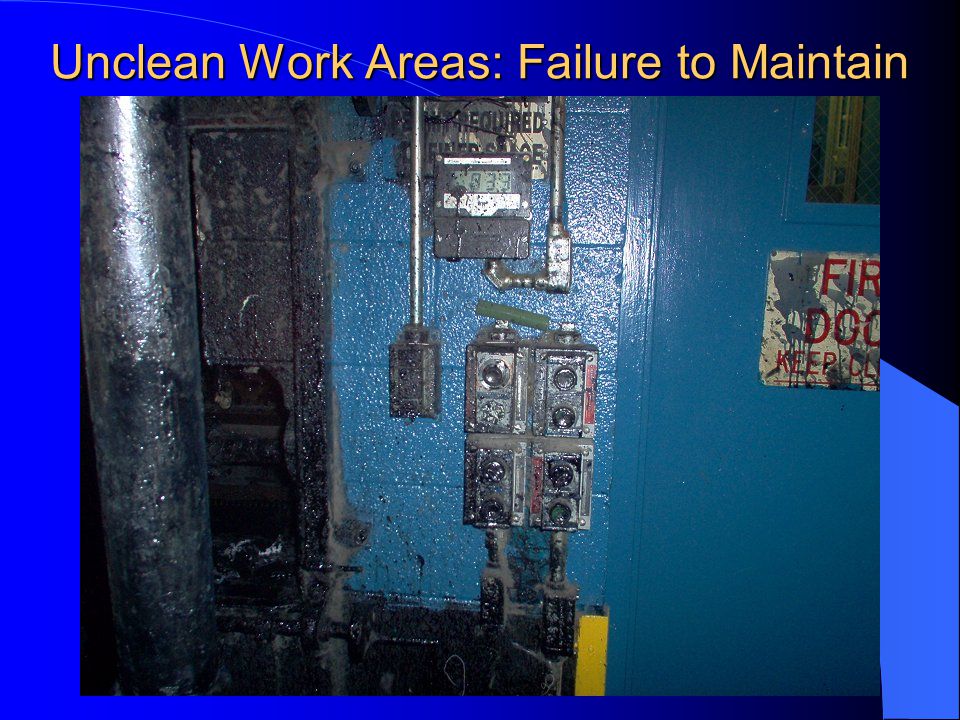
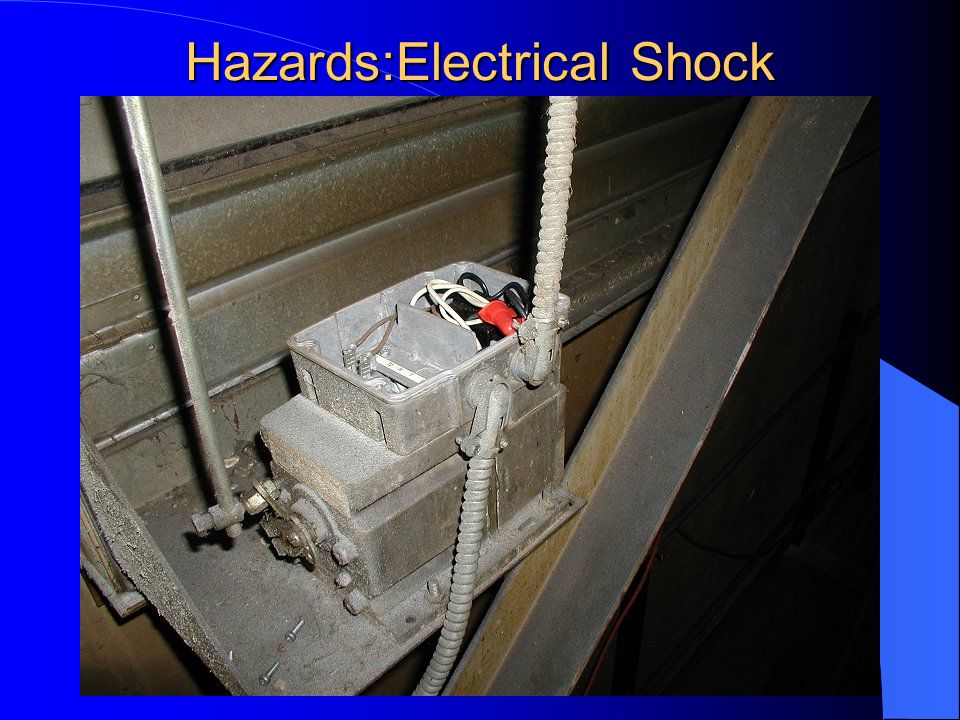
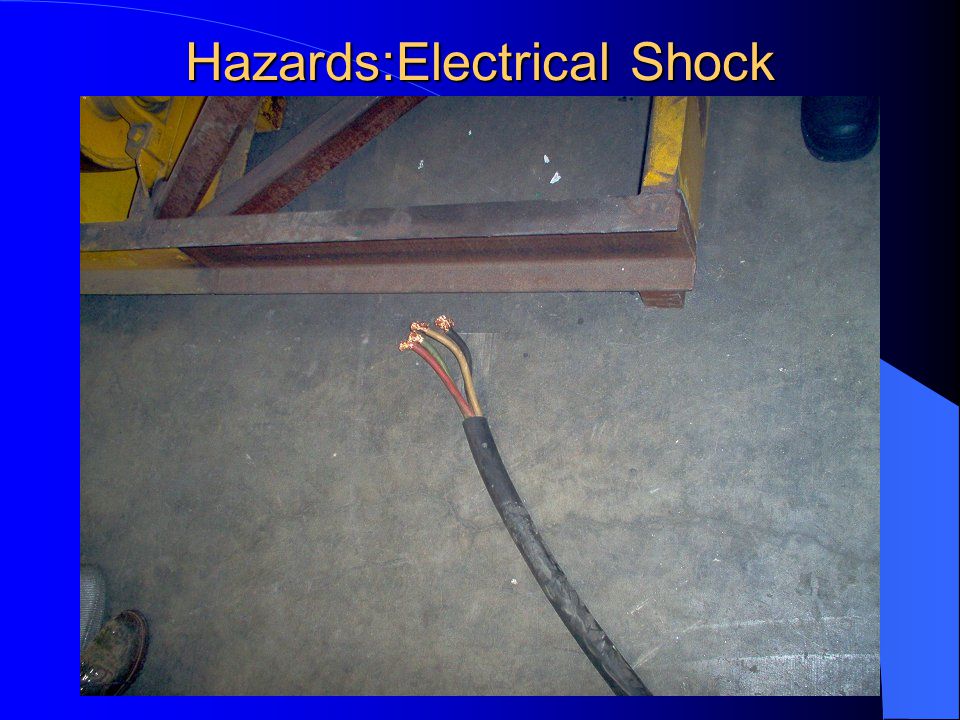
Work Areas Conditions May Be Unsanitary Machines/equipment may be filthy – gages, instructions may be difficulty or impossible to read – safety mechanisms may not be visible or accessible Floor surfaces may be slippery Electrical Hazards may exist Food or drink may be allowed in the work areas becoming a health hazard

30
Work Area Conditions Processes, tools, material, chemicals, parts/products, equipment, and scrap not in use can hinder production and production improvement efforts. Personnel can become used to unsafe, unclean, and unorganized work areas – this can make them unproductive Cells / lines may fail to integrate because of work area conditions

31
Unclean Work Areas: Failure to Maintain

47
Integration Barriers Without organization, visual control, cleanliness, safety, and sustained efforts, cell operations fail to work together (to unite, to integrate) in an efficient manner Companies can adopt sloppy practices that can affect performance, perception, and safety. Companies must adopt a culture that minimizes non-value-added (wasteful) practices to increase control over production output.
 practices to increase control over production output..")
48
Hazards:Trip

49
Hazards:Trip

50
Hazards: Food with Chemicals

52
Hazards:Poor Labeling

54
Hazards:Poor Storage

55
Hazards:Flammable Materials Near Heat Source

56
Hazards:Access to Safety Equipment

57
Hazards:Stupid is hard to correct

58
Hazards:Gravity

59
Hazards:Gravity

60
Hazards:Gravity

61
Hazards:Electrical Shock

66
Company Culture Can Be Obvious

67
Questions to Consider What are production barriers not covered in this session? What is the first step to correcting wasteful practices (such as clutter, unsanitary conditions, safety)? Do you understand how this waste affects production output? What consequences exist if these practices are not acknowledged and corrected?
. Do you understand how this waste affects production output. What consequences exist if these practices are not acknowledged and corrected .")
68
Questions to Consider What should a work cell/area look like? What should be the standard? What can be done to combat obvious manufacturing wastes? As an engineer, engineering manager, or production leader, what do you do? How do you do this? What are your other options/choices?

69
Topics To Investigate: Choose One Review five+ Sources on 5S. Determine important points (What is 5S? Why is 5S important? How is 5S conducted?). Review five+ Sources on visual control in manufacturing (What is visual control? Why is visual control important? What are methods of visual control?). Review five+ sources on worker satisfaction in manufacturing (What makes laborers satisfied in their jobs? Why is labor satisfaction important? How can companies improve production labor satisfaction?).
. Review five+ Sources on visual control in manufacturing (What is visual control. Why is visual control important. What are methods of visual control ). Review five+ sources on worker satisfaction in manufacturing (What makes laborers satisfied in their jobs. Why is labor satisfaction important. How can companies improve production labor satisfaction )..")
70
Do The Following: 1. Select quality sources – synthesize them to be sure you have true focus on the topic. You should find common themes. 2. Create a training handout for each student in class based on your sources. Include images, charts, graphics, quotes. Focus on topic. 3. Credit your sources (last name, year) or (title, year) in your handout. Do provide a complete citation in a references section. 4. Provide copies of your sources to the assessor (the prof).
 or (title, year) in your handout. Do provide a complete citation in a references section. 4. Provide copies of your sources to the assessor (the prof)..")
71
Next Time: You will share your topic handout We will explore the 8 Deadly Wastes and how they affect integration, efficiency, safety, and production flow. This session will reveal other constraints/barriers and will hopefully further sensitize you to manufacturings challenges.

72
Later You can be sure we will look into best manufacturing practices

Similar presentations




















![Work Improvement in Small Enterprises (WISE): good examples from Asia [CD-ROM] [Publications] Compilation of PowerPoint presentations on: 1) Work station.](/4/1455106/big_thumb.jpg "Work Improvement in Small Enterprises (WISE): good examples from Asia [CD-ROM] [Publications] Compilation of PowerPoint presentations on: 1) Work station.>")





 is the coordinated use.>")











