Download presentation
Presentation is loading. Please wait.

1
TABLET COMPRESSION

2
CONTENT - Definition & Introduction - Tableting procedure - Process of compression - Properties of tablet influenced by compression - Measurement of compression force Single punch tablet machine Rotary tablet machine - Energy expenditures - Transmission force - Tooling

3
COMPRESSION Definition:-
Compression is the process of applying pressure to a material.

4
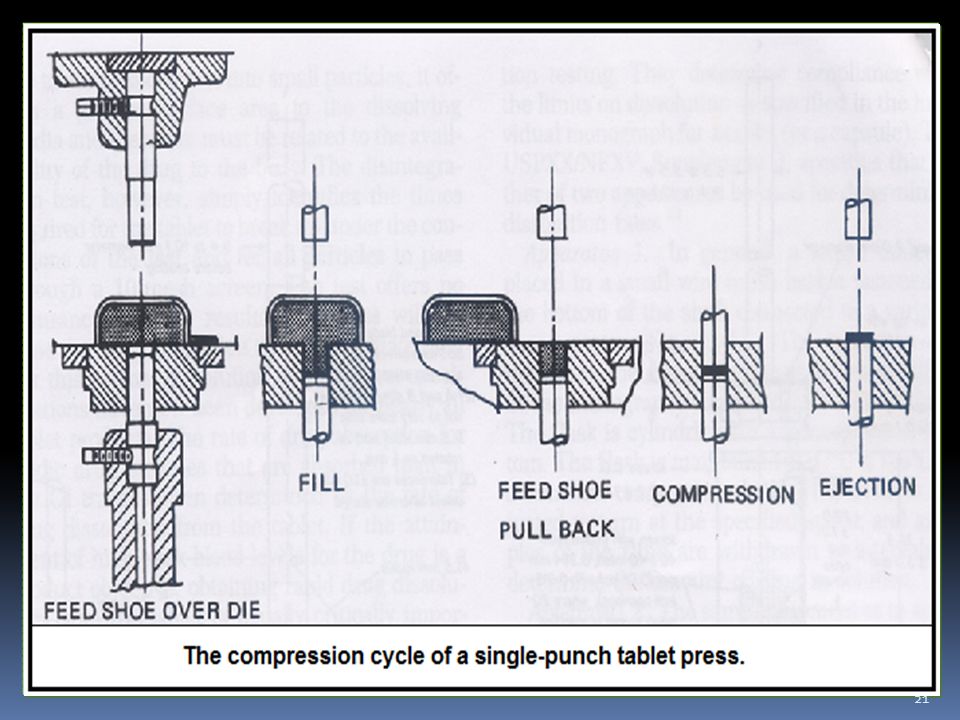
Tableting Procedure Filling Compression Ejection
In this stage appropriate volume of powder or granules are filled into die cavity. In this stage pressure is applied to form the granule into a solid. Pre- compress the tablet to reduce pressure before fully compressing to ensure that all air is removed from granule. In this stage the tablet is ejected and ready to form next tablet.

5
Contd.... Stages of Compression

6
Process of Compression
1.Transitional repacking 2.Deformation at point of contact 3.Fragmentation. 4.Bonding 5.Deformation of the solid body 6.Decompression 7.Ejection Process of Compression

7
Transitional Repacking or Particle Rearrangement
To ensure that the desire volume of granulation is fed into each die cavity so that fast production rate the weight variation of final tablet is minimal. Particle size distribution & shape of granules determine initial packing. Fine particle entering into void space. Spherical particle undergo less particle rearrangement.

8
Deformation at Point of Contact
Force is applied to material ,deformation occurs. Elastic deformation:-[returns to original shape] Plastic deformation:- Deformation increases the area of true contact & formation of potential bonding areas.

9
Fragmentation At Higher pressure fractures occur when force within the particle to propagate cracks. Fragmentation increase number of particle and form new ,clean surface that are Potential bonding areas. Relationship of specific surface & pressure,

10
Bonding Three theories :- 1.Mechanical theory 2.Intermoleculr theory
Three theories :- 1.Mechanical theory 2.Intermoleculr theory 3.Liquid-surface film theory

11
1.Mechanical theory Under pressure individual particles undergo elastic, plastic deformation that the edges of particle intermesh ,forming mechanical bond. 2.Intermoleculr theory Molecules at point of true contact between new,clean surface of granules, so that Van der waals force interact to consolidate the particle. Eg .Microcrystalline cellulose tablet. 3.Liquid-surface film theory Bonding to the presence of thin liquid film. The relation of pressure and melting point is expressed by CLAPEYRON equation, dT / dP= T ( v1-vs ) / Д H
 / Д H.")
12
Deformation of the Solid Body
As applied pressure is further increased, the bonded solid get limiting density by plastic /elastic deformation of tablet within a die.

13
Ejection The lower punch raise & pushes tablet upward there is continued residual die wall pressure.

14
Description of Process
The process of compression described in relative volume and applied pressure. Heckel’s equation for compression force In v = KP v0 v-v∞ v0 -v∞ Heckel’s equation for relative density rather than volume Log = KP A 1- ρrel

15
Properties of Tablet Influenced by Compression
Density & Porosity Hardness & Tensile Strength Specific Surface Disintegration Dissolution The four most common Dissolution-Pressure relations are:- 1. The dissolution is more rapid as the applied pressure is increased.

16
2. The dissolution is slowed as the applied pressure increased. 3
2. The dissolution is slowed as the applied pressure increased. 3. The dissolution is faster ,maximum applied force increased ,further increase applied pressure slows dissolution. 4. Dissolution is slowed to minimum as applied pressure increased , then further increase in applied pressure speeds dissolution.

17
Contd.... Effect of Compression Force on Dissolution of Sulfadimide Tablets with Diff . Granulating agent. Pressure [MN/m2] Starch paste [Min] Gelatin solution[Min] 200 54 10 400 42.2 4.5 600 35.0 3.0 800 10.0 4.6 1000 7.0 4.9 2000 3.3 6.5

18
Tablet Presses Single Punch Tablet Press Rotary Tablet Press

19
Single Punch Tablet Press
Upper and Lower Collar Collar locker

20
Tablet Compression Machines
Hopper for holding and feeding granulation to be compressed. Dies that define the size and shape of the tablet. Punches for compressing the granulation within the dies. Cam tracks for guiding the movement of the punches.

22
OPERATION OF COMPRESSION MACHINE

23
MEASUREMENT OF COMPRESSION FORCE
Principle:-Tablet presses machine are designed that the force on punch is proportional to the force transmitted other parts of machine. Strain gages use for measurement of compression force.

24
Higuchi et al Stokes A-3 Single Punch Tablet Machine:-
Contd... Higuchi et al Stokes A-3 Single Punch Tablet Machine:- As function of time simultaneously recorded any two of three variable Upper punch force , - Force transmitted to lower punch, - Displacement of upper punch during actual operation.

25
Fig:-Higuchi et al Stokes A-3 Single Punch Tablet Machine
Contd… A- differential Transformer B- Lower punch extension. C-Load cell D-Movable linkage Transformer core E&E’- Strain gages Fig:-Higuchi et al Stokes A-3 Single Punch Tablet Machine

26
Fig:-A Typical Force - Time curve for upper and lower punch of unlibricated granulation

27
Rotary Tablet Press

28
Fig:-Stokes BB-2 Rotary tablet machine for measurement of Compressional force

29
Contd.. Bonding strain gages to the upper & lower punch & transmitting signal from strain gages. Strain gages are bonded to part of upper and lower release compression system remote from the punch face.

30
Fig:- Stokes BB-2 rotary tablet machine for measurement of Ejection force

31
Ejection force is measured by bolt supporting a modified ejection cam.
This method has been criticized because: A) Signal received from remote gages may not truly represent the compression force due to distortion of various part of machine at event in compression. B) single signals may not be received because fast succession of compression . C) Supporting cam during ejection bear more than one punch at a time and may not represent ejection force.
 Signal received from remote gages may not truly represent the compression force due to distortion of various part of machine at event in compression. B) single signals may not be received because fast succession of compression. . C) Supporting cam during ejection bear more than one punch at a time and may not represent ejection force.")
32
Energy Expenditure E COMPRESSION =E TOTAL- EHEAT –EELASTIC
As upper punch enter the die & being apply force to granulation,small quantity of energy used to rearrange the particle,energy is expented to overcome die wall friction. The useful energy of compression- E COMPRESSION =E TOTAL- EHEAT –EELASTIC This energy determine by the lower punch force and displacement of upper punch

33
Fig.:- Punch force against displacement in compression of unlubricated & lubricated sulfathiazole granulation. ……….. upper punch force using unlubricated granulation lower punch force using unlubricated or lubricated granulation.

34
Eg. Energy expended in compression of 0
Eg. Energy expended in compression of 0.4gm Sulfathiazole granulation in single punch tablet machine Compression Energy expended in cal Unlubricated lubricated 1.5 Overcoming die wall friction 0.8 - Upper punch withdrawal 1.2 Total ejection 5.1 0.5 Total 8.6 2.0

35
Contd.. Effect of pressure and speed of tablet machine:-
Ex. Compression of 0.7gm of sodium chloride Pressure Temperature RPM minimum 1.5ºC 26-140 2.7ºC maximum 11.1ºC 7.1ºC

36
TRANSMISSION FORCE In single punch tablet Press the Compressional force of upper punch is more than of the lower. It may leads to the variation in:- Hardness & which affects on the DT. Linear relationship between upper & lower punch.

37
Measurement to the die wall pressure of single punch tablet machine:-
Die wall pressure may be measured by two strain gages bonded by to outer wall of die.

38
Contd… Fig:- Die wall pressure at exact point may be measured by these method.

39
Contd... Die wall pressure exerted on piston is transmitted by mechanical linkage to lead cell, which activate a recording device. Simultaneous measurement of die wall pressure and upper punch pressure of compressed material.

40
Die-fill on Rotary Presses
Tooling

41
Tooling D-tooling:- Barrel diameter 18-25mm Head diameter 1 inch
Dies having inch outside diameter. Punch and dies having greater outer diameter compared to B type

42
Dies outer diameter 0.82 inch.
Contd… B-Tooling:- Barrel diameter mm Head diameter 1 inch Dies outer diameter 0.82 inch. There are diff. tooling for diff. tablet size tablet:- Tooling D Tooling B Tooling BB Tooling Tab Diameter in mm 18-25 13-16 8-13

43
Die-fill mechanisms include:-
Force feed The feeding wheel has paddles that stir and transfer the powder towards the die opening. Suction fill The lower punch is moved downwards using a fill cam to create the die cavity, the top of the die is exposed to powder.

44
Weight-control mechanism
After the die is filled, the lower punch is moved upwards and part of the powder is ejected. Additional effects include centrifugal forces & vibration of the system during operation of press.

45
REFERENCES Herbert A. Liberman, Lean Lachman and J.B. Schwartz; Pharmaceutical Dosage Form Tablets; Library of congress; vol. II, second edition, Herbert ALiberman, Lean Lachman, Joseph L.Kanig; The Theory and practice of Industrial Pharmacy; third edition;Varghase Publication;293. D.M.Brahmankar S.B. Jaiswal; Biopharmaceutics and pharmacokinetics A treatise;vallabh Preakashan; first publication;291.

46
Thank you!

Similar presentations