Download presentation
Presentation is loading. Please wait.

1
METAL POWDER PROCESSING TECHNIQUES
Compaction of Metal Powders: Different ways of consolidation of metal powders; With application of pressure which includes i) Unidirectional pressing (single action or double action pressing) ii ) Isostatic pressing iii) Powder rolling iv) Powder extrusion v) Powder swaging vi) Powder forging vii) Powder Injection Molding
 Unidirectional pressing. (single action or double action pressing) ii ) Isostatic pressing. iii) Powder rolling. iv) Powder extrusion. v) Powder swaging. vi) Powder forging. vii) Powder Injection Molding.")
2
(B) Without applying pressure such as; ii) Vibrational compaction
i) Slip mixing or slip casting ii) Vibrational compaction
 Slip mixing or slip casting. ii) Vibrational compaction.")
4
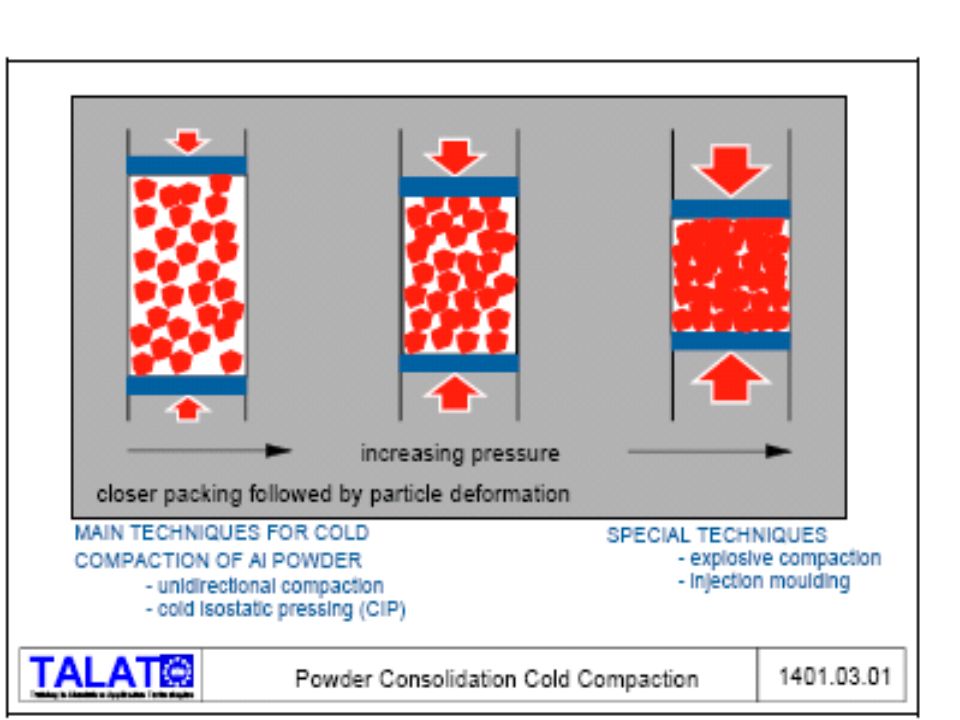
Consolidation generally occurs in three stages
(a) rearrangement of particles. (b) particles contacting by plastic deformation. (c) mechanical locking and cold welding of particles due to surface shear strains. It is, therefore, easier to cold compact irregular particles than spherical powder particles.
 rearrangement of particles. (b) particles contacting by plastic deformation. (c) mechanical locking and cold welding of particles due to surface shear strains. It is, therefore, easier to cold compact irregular particles than spherical powder particles.")
6
Main variables in pressure compaction are:
Method of compaction Compaction pressure, time and temperature Rate of compaction Compacting atmosphere Lubricants and other additives of the mix, and Die design

7
The main objectives obtained during pressing are:
To achieve the required part shape. To obtain the required green density. To secure sufficient green strength to permit safe handling of the part. To provide particle-to-particle contact which is necessary for sintering.

8
The basic types of compacting presses are:
Mechanical (single punch or rotary type) presses. Hydraulic presses. Hybrid-type presses (mechanical presses may make use of auxiliary pneumatic or hydraulic devices).
 presses. Hydraulic presses. Hybrid-type presses (mechanical presses may make use of auxiliary pneumatic or hydraulic devices).")
9
For pressing The powder metal must first fill the die orifice.
Filling may be done by hand or automatically from the press-hopper. A constant volume or constant weight may be used. Vibration filling is introduced to create denser packing to avoid bridging and high porosity defects. Pressing may be done automatically. The pressure may be applied along more than one axis using various punch and die sets designed to minimize defects. Ejection after pressing may be carried out automatically or by hand.

11
Minimum requirements for any powder metal press:
Adequate total pressure capability in the direction of pressing and sufficient part ejection capability. Controlled length and speed of compression and ejection strokes. Adjustable die fill arrangements. Synchronized timing of press strokes. Material feed and part removal systems.

12
General classification of powder metallurgy parts:
Class I parts with a diameter (or thickness) up to 65 mm and one level parts of any contour that can be pressed with a force from one direction. Class II parts are single level components of any thickness and any contour that must be pressed from two directions. Class III parts are two level components of any thickness and contour that must be pressed from two directions. Class IV parts are multilevel components of any thickness and contour that must be pressed from two direction.
 up to 65 mm and one level parts of any contour that can be pressed with a force from one direction. Class II parts are single level components of any thickness and any contour that must be pressed from two directions. Class III parts are two level components of any thickness and contour that must be pressed from two directions. Class IV parts are multilevel components of any thickness and contour that must be pressed from two direction.")
13
Compacting Presses and Attachments:
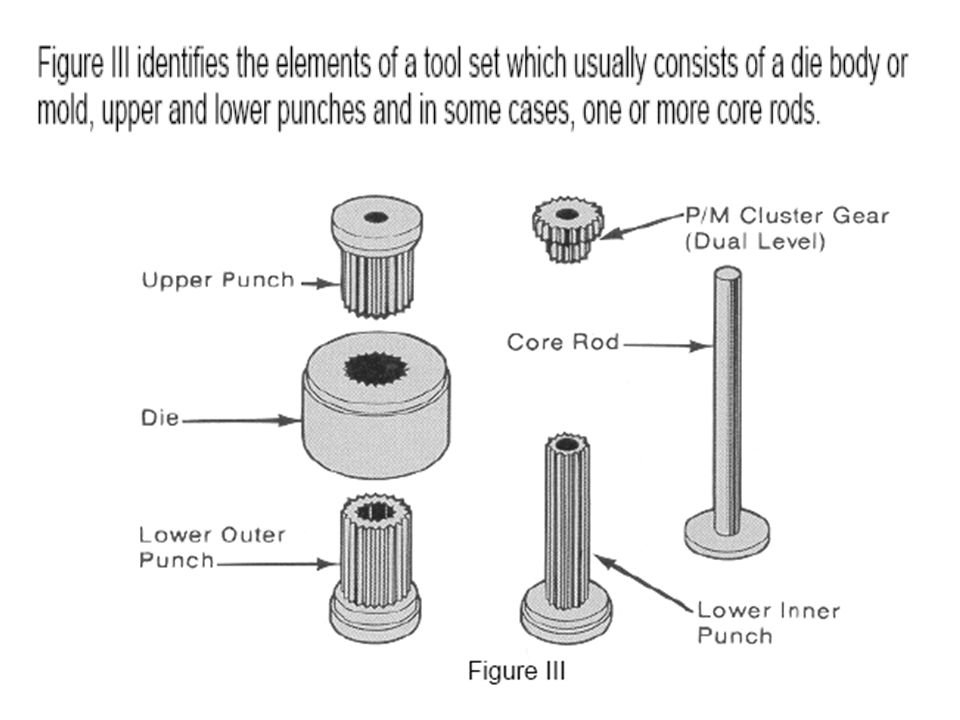
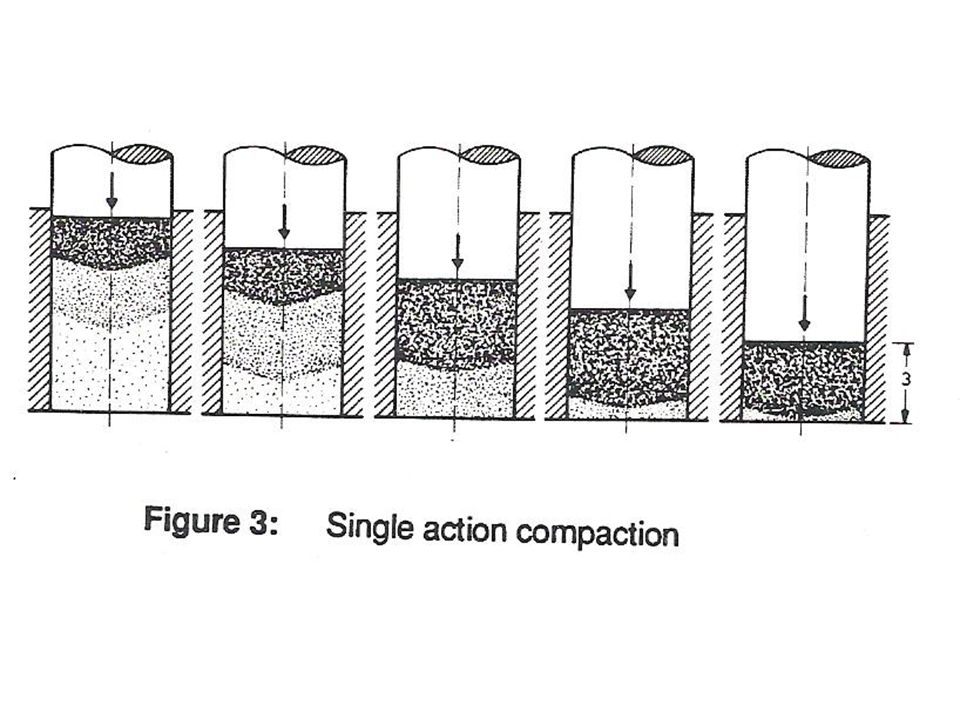
The presses systems used are; Single action press system consisting of: i) a die to form the outer contour of the part; ii) an upper punch to form the top surface of the part; iii) a lower punch to form the bottom surface of the part; iv) if required, core rods to form any through holes (for class I parts).
 a die to form the outer contour of the part; ii) an upper punch to form the top surface of the part; iii) a lower punch to form the bottom surface of the part; iv) if required, core rods to form any through holes. (for class I parts).")
14
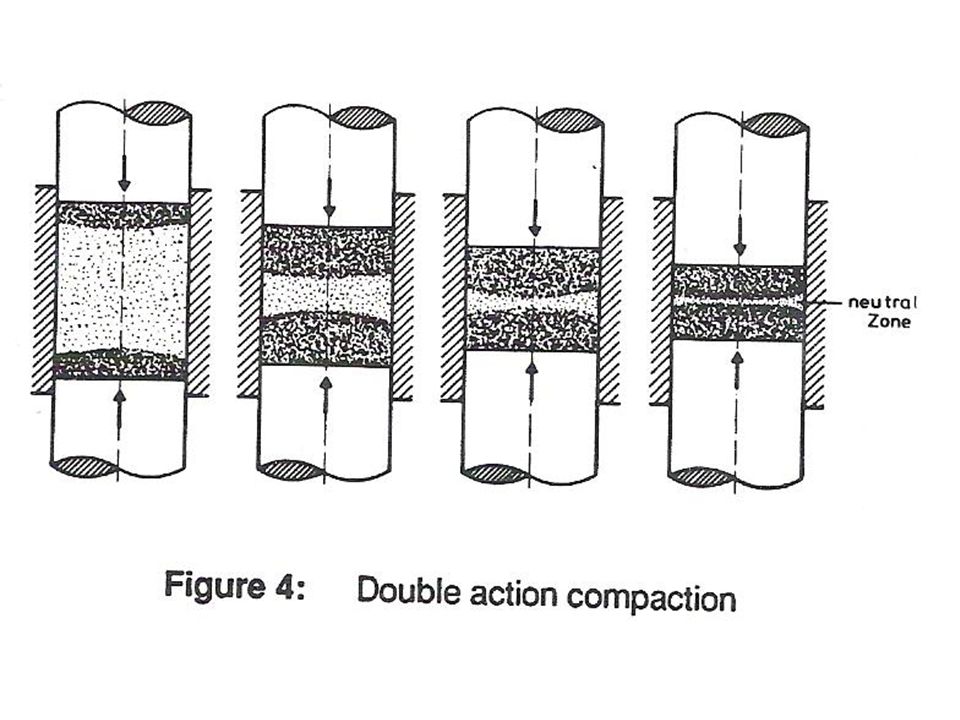
(b) Double action opposed ram system consists of
a die, upper punch, lower punch and core rods (for class I and class II parts). (c) Double action floating die system consists of moving upper punch, stationary lower punch, moving die table and core rods (for class I – IV parts). Further during compaction tooling materials, clearances and tolerances require expertise and special attention is paid to (i) die design; (ii) die materials; (iii) punch; (iv) carbide inserts; (v) tolerances, clearances and finishes.
. (c) Double action floating die system consists of. moving upper punch, stationary lower punch, moving die table and core rods (for class I – IV parts). Further during compaction tooling materials, clearances and tolerances require expertise and special attention is paid to (i) die design; (ii) die materials; (iii) punch; (iv) carbide inserts; (v) tolerances, clearances and finishes.")
15
Forming and sintering in one step
The simplest forming route for a metal powder is loose-powder sintering which is used for forming spherical powder. In this process the metal powder is filled loosely or shaken into the mould by vibration and subsequently sintered in the mould. The mould can be made of steel or graphite and can be used repeatedly. Powders which are difficult to compact are often formed by simultaneous application of pressure and temperature (pressure sintering).
.")
16
Forming and Sintering in Separate Process Steps
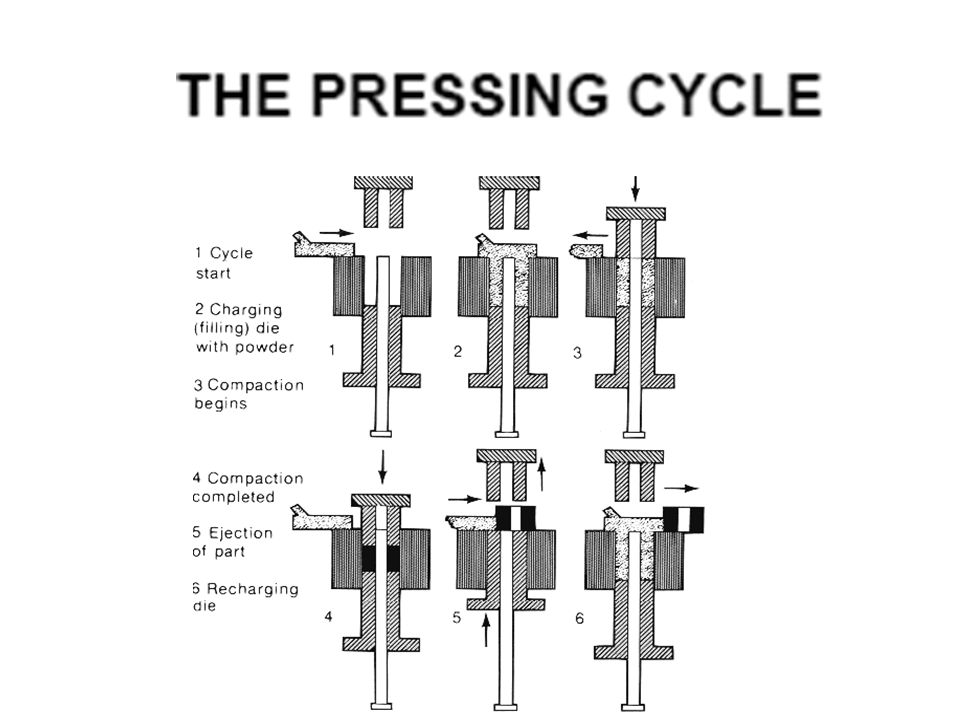
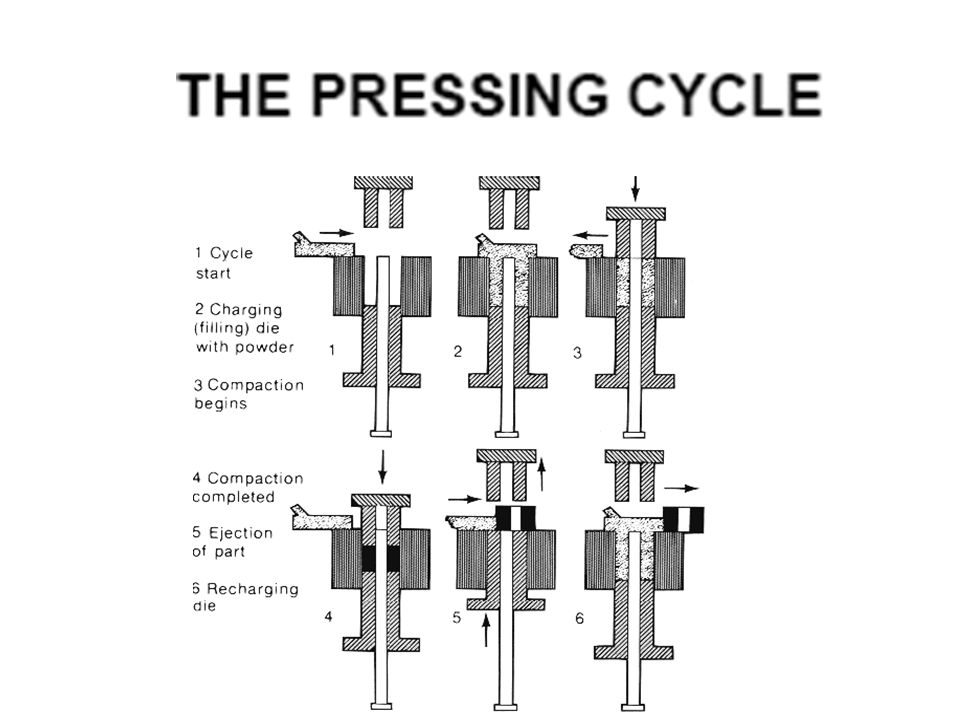
Axial pressing The powder is charged by volume filling into a closed tool consisting (in principle) of three parts; a die and an upper and a lower punch, and subsequently subjected to a pressure using mechanical or a hydraulic press. The cycle begins with the tool in the filling position (1) in which the upper and the lower punches are retracted so that a defined filling space arises. The tool is filled with powder from the filling shoe, the quantity of powder being determined by the volume of the die cavity at this stage (2).
 of three parts; a die and an upper and a lower punch, and subsequently subjected to a pressure using mechanical or a hydraulic press. The cycle begins with the tool in the filling position (1) in which the upper and the lower punches are retracted so that a defined filling space arises. The tool is filled with powder from the filling shoe, the quantity of powder being determined by the volume of the die cavity at this stage (2).")
17
The height of the filling space is determined by the apparent density (filling volume) of the powder and by the required final density of the component. It usually is equal to 2.2 to 3 times the height of the component. After finishing the filling operation the powder is compacted by the counter movement of the lower and the upper punches until the tool has reached the pressing position (3 & 4). After completion of the pressing step the upper punch is withdrawn and the compact is ejected by moving the lower punch upwards (5). The ejected component is pushed away from the die by the filling shoe (6), and the tool is again ready for a new pressing cycle.
. After completion of the pressing step the upper punch is withdrawn and the compact is ejected by moving the lower punch upwards (5). The ejected component is pushed away from the die by the filling shoe (6), and the tool is again ready for a new pressing cycle.")
20
Compaction

21
Uniaxial Pressing

24
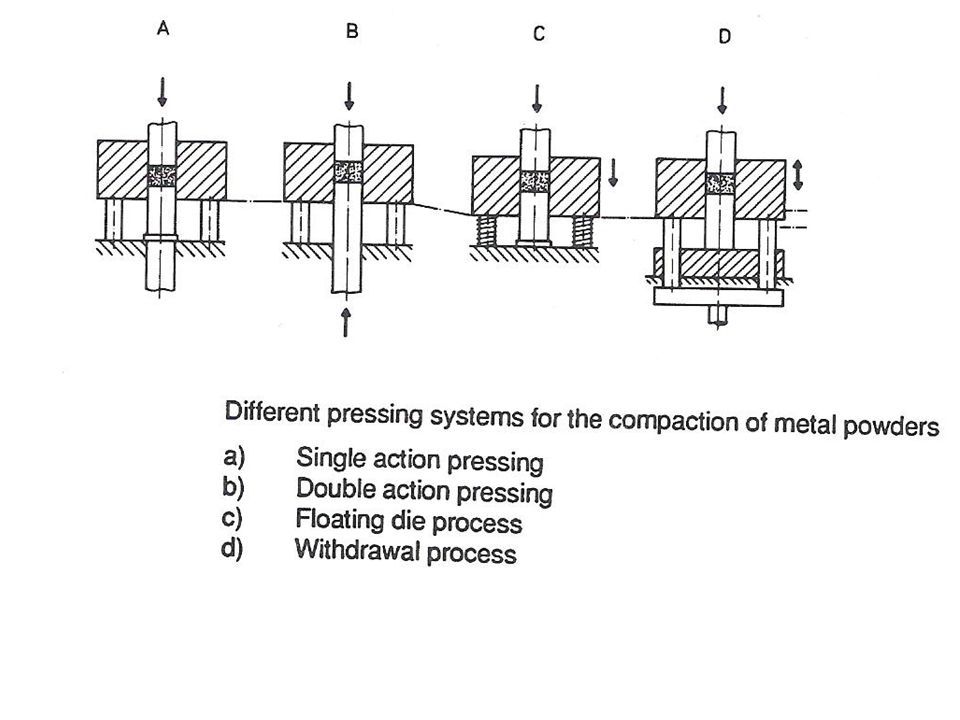
The ejection system During compaction according to the ejection system with two punches moving in opposite direction (figure B) the die remains fixed and the two punches carry out the compaction. The compact exhibits a symmetrical density distribution with a neutral zone in the middle. The counter movements of the punches are effected by cams and toggle joints in the case of a mechanical press and by separately controlled upper and lower cylinders in the case of a hydraulic press.
 the die remains fixed and the two punches carry out the compaction. The compact exhibits a symmetrical density distribution with a neutral zone in the middle. The counter movements of the punches are effected by cams and toggle joints in the case of a mechanical press and by separately controlled upper and lower cylinders in the case of a hydraulic press.")
26
Floating die system A modification of the ejection system is the case where single action pressing is combined with a motion of the die by friction and spring action (figure C). The lower punch remains fixed whilst the die bolster is supported by springs. The upper punch carries out the compaction by downward movement. The friction between die and powder is increased with increasing compacting pressure. When the spring force is exceeded, the die moves in relation to the fixed lower punch, the movement being controlled by the frictional forces generated between the die and the powder and the counteracting spring force. The position of the neutral zone is determined by the friction between the powder and the die in relation to the spring force in the other direction. The position of the neutral zone can hence be adjusted to suit the geometry of the component by changing the stiffness of the springs.
. The lower punch remains fixed whilst the die bolster is supported by springs. The upper punch carries out the compaction by downward movement. The friction between die and powder is increased with increasing compacting pressure. When the spring force is exceeded, the die moves in relation to the fixed lower punch, the movement being controlled by the frictional forces generated between the die and the powder and the counteracting spring force. The position of the neutral zone is determined by the friction between the powder and the die in relation to the spring force in the other direction. The position of the neutral zone can hence be adjusted to suit the geometry of the component by changing the stiffness of the springs.")
27
The withdrawal system A fixed lower punch, a mobile die and a mobile upper punch are used in the withdrawal system (figure D). In contrast to the ejection system which uses two punches moving towards each other (figure B), the motion of the die is not only controlled by the wall friction but can be controlled from the press. In this way the neutral zone can be reduced to a minimum and moved from the centre of the compact to the upper or lower part.
, the motion of the die is not only controlled by the wall friction but can be controlled from the press. In this way the neutral zone can be reduced to a minimum and moved from the centre of the compact to the upper or lower part.")
28
Powder Compaction and Sintering

29
A (825 ton) Mechanical press for compacting metal powder.
 Mechanical press for compacting metal powder.")
Similar presentations










 - 1 Powder Metallurgy. MECH152-L22-1 (1.0) - 2 Typical Parts.>")



 B.Sc (ENGINEERING) LEVEL 2 (Semester 2)>")
 F=K p Y f A –K p – presure multiplying factor Simple shapes (without flash): 3-5 Simple shapes (with flash): 5-8 Complex.>")




