Download presentation
Presentation is loading. Please wait.

1
Food Biotechnology Dr. Kamal E. M
Food Biotechnology Dr. Kamal E. M. Elkahlout Food Microbiology 2 Control of Microorganisms in Food

2
Definitions Controlling access of microorganisms Control By Physical Removal Centrifugation Filtration Trimming Washing Control By Heat Low-heat processing or pasteurization. High-heat processing Microwave Heating Control By Low Temperature Ice Chilling Refrigeration Freezing CONTROL BY REDUCED Aw Control by low pH and Organic acids Control by Modified Atmospheric (O-R potential) Control by Irradiation Control by antimicrobial preservatives
 Control by Irradiation. Control by antimicrobial preservatives.")
3
Definitions Sterilization: The process by which all the living cells, viable spores, viruses, and viroids are either destroyed or removed from an object or habitat. Disinfection: Is the killing, inhibition or removal of microorganisms that may cause disease. Disinfectants are usually chemical agents, and are normally used only on inanimate objects. Sanitization: Microbial population is reduced to levels that are considered safe by public health standards.

4
Antiseptics: Chemical agents applied to tissue to prevent infection by killing or inhibiting pathogen growth. Bactericide: A disinfectant/ antiseptic against bacteria. Cidal: A suffix meaning that “the agent kills.” For example, a bacteriocidal agent kills bacteria. Bacteriostatic: Do not kill, but prevent growth of bacteria. Static: A suffix that means “the agent inhibits growth.” For example, a fungistatic agent inhibits the growth of fungi, but doesn’t necessarily kill it.

5
Some microorganisms are desirable
for the production of bioprocessed foods Many are undesirable due to their ability to cause food spoilage and food borne diseases Several methods (individually or in combination) are used to achieve control
 are used to achieve control.")
6
These are: Controlling access of the microorganisms present in foods.
Control by physical removal. Control by heat. Control by low temperature. Control by reduced Aw Control by low pH and Organic acids Control by Modified Atmospheric (O-R potential) Control by Irradiation Control by antimicrobial preservative
 Control by Irradiation. Control by antimicrobial preservative.")
7
Controlling access of microorganisms (Cleaning and Sanitation)
")
8
Controlling access of microorganisms (Cleaning and Sanitation)
To minimize the access of microorganisms in foods: the microbial quality of the environment to which a food is exposed (food contact surfaces) should be good. The ingredients added to the food should be of good microbial quality. Sanitation minimizes the access of microorganisms in food from various sources at all stages of food handling. Proper sanitation helps to produce food that have a long shelf life.
 should be good. The ingredients added to the food should be of good microbial quality. Sanitation minimizes the access of microorganisms in food from various sources at all stages of food handling. Proper sanitation helps to produce food that have a long shelf life.")
9
Plant Design When designing a food processing plant, an efficient sanitary program must be integrated in order to provide maximum protection against microbial contamination of foods. This includes both the outside and the inside of the plant. - floor plan and approved materials used in construction. - adequate light, air ventilation, direction of air flow separation of processing areas of the raw and finished products. - sufficient space for movement and operations. - water supply and sewage disposal system, waste treatment facilities, drainage and surrounding environment.

10
Quality of Water, Ice, Brine and Curing Solution
Water is the most important element in food manufacturing operations. Water is used as an ingredient in many foods also used in some products after heat treatment. Eg: ready-to-eat types, should not only be free from pathogens (like drinking water), but also be low (if not free) in spoilage bacteria, such as Pseudomonas spp.
, but also be low (if not free) in spoilage bacteria, such as Pseudomonas spp.")
11
Important for foods that are kept at low temperature for extended shelf life.
Eg., ice used for chilling unpackaged foods should also not contaminate a food with pathogenic and spoilage bacteria. Brine and curing solutions used in products such as cured beef can be a source of contamination hence should be made fresh daily to be used for processing.

12
Quality of Air Food processing operations, such as spray drying of nonfat dry milk, require large volumes of air that come into direct contact with the food. Important to install air inlets to obtain dry air with least amount of dust and filtration of air.

13
A processing plant should:
Training of Personnel A processing plant should: Have an active program to teach the plant personnel the importance of sanitation and personal hygiene in-order to ensure product safety and stability. Also monitor the implementation of such program. People with an illness and infection should be kept away from handling the food products.

14
Protection is achieved if the equipment
design of food processing equipment should protect a food from microbial contamination. Protection is achieved if the equipment does not contain dead spots where microorganisms harbor and grow and cannot be easily and readily cleaned in place or by disassembling.

15
Some of the equipments such as meat grinders, choppers, slicers and several types of conveyor systems not properly sanitized can be a source of contamination. Equipment sanitizing is important for products that come in contact with equipment surfaces after treatment and before packaging.

16
Control by Physical Removal

17
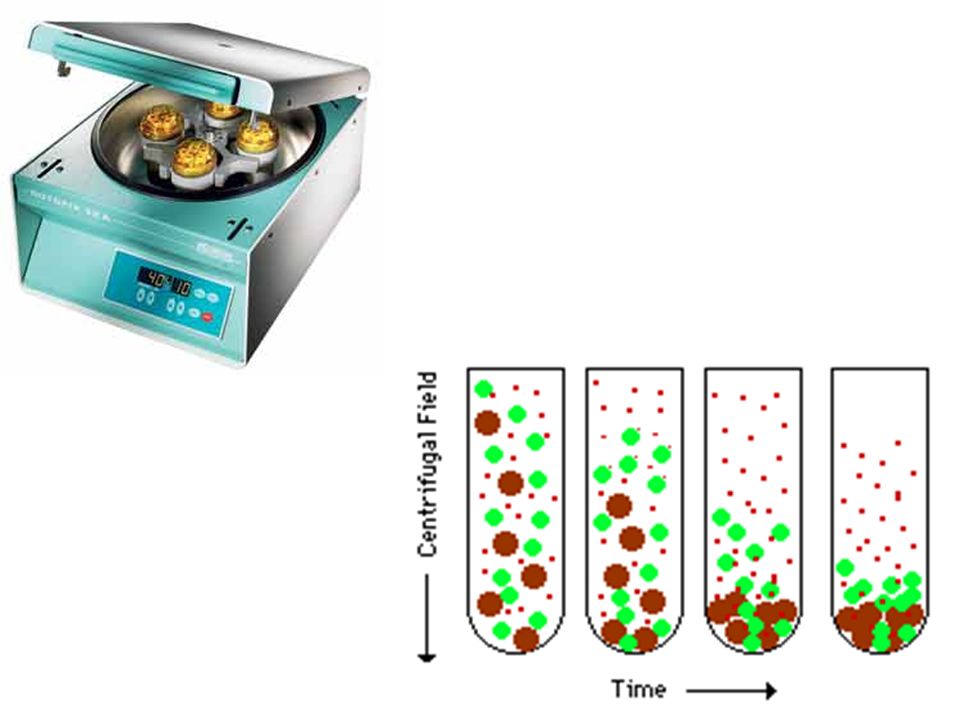
Centrifugation A process used to separate or concentrate materials suspended in a liquid medium. The technique is based on the effect of gravity on particles in suspension. Two particles of different masses will settle in a tube at different rates in response to gravity. Centrifugation - used in some liquid foods, such as milk, fruit juices and syrup,to remove suspended undesirable particles (dust, leukocytes and food particles).
.")
19
Under high forces, as much as 90% of the microbial population can be removed.
Following centrifugation, a food will have fewer thermoduric microorganism (bacterial spores) that otherwise would have survived mild heat treatment (e.g. milk pasteurization).
 that otherwise would have survived mild heat treatment (e.g. milk pasteurization).")
20
Filtration Filtration - used in some liquid foods,
such as soft drinks, fruit juices, beer, wine and water to remove undesirable solids and microorganisms and to give a sparkling clear appearance.

21
As heating is avoided (or given only at minimum levels,) the natural flavor of the products and heat- sensitive nutrients (e.g. vitamin C in citrus juices) are retained to give the products natural characteristics. Coarse filters are initially used to remove the large component, followed by ultra-filtration to remove small particles.

22
Filtration of air used in food processing operations.
such as spray drying milk; to remove dust from air used for drying. The process removes microorganisms with dust and they reduce the microbial level in food from source (air)
")
23
Trimming Fruits and vegetables showing damage and spoilage
are generally trimmed. Areas heavily contaminated with microorganisms are removed. Trimming of outside leaves in cabbage helps reduce microorganisms coming from soil.

24
Trimming is also used to remove visible mold growth from hard cheeses, fermented sausages, bread and some low pH products. If a mold strain is a mycotoxin producer, trimming will not ensure removal of toxins from the remaining food. Trimming is also used to remove fecal stain marks, unusual growths and abscesses or small infected areas from carcasses of food animals and birds. Trimming allows complete removal of the causative microorganisms.

25
Washing Washing equipment and work areas is discussed under cleaning and sanitation. Fruit and vegetables are washed to reduce temperature (that helps to reduce metabolic rate of a produce and microbial growth) and remove soil. Washing removes the microorganisms present, especially from the soil. It is also used for shell eggs to remove fecal materials and dirt.
 and remove soil. Washing removes the microorganisms present, especially from the soil. It is also used for shell eggs to remove fecal materials and dirt.")
26
CONTROL BY HEAT

27
The desirable effect of heat (fire) on the taste of foods of animal and plant origin, especially seeds, tubers and roots, was probably accidentally discovered by our ancestors . They also possibly recognized that heated foods did not spoil as fast as raw foods.

28
The main objective (microbiological) of heating food is to destroy vegetative cells and spores of microorganisms that include molds, yeasts, bacteria and viruses. Drastic heat treatment (sterilization) can be used to kill all the microorganisms, which is present in a food. Most foods are heated to destroy – pathogenic and spoilage microorganisms
 can be used to kill all the microorganisms, which is present in a food. Most foods are heated to destroy – pathogenic and spoilage microorganisms.")
29
Antimicrobial Action of Heat
Depending upon the temperature and time of heating, microbial cells and spores can be sub-lethally injured or dead. Death occurs from damages in vital functional and structural components.

30
Factors Affecting Heat killing of microbial cells
The effectiveness of heat in killing microbial cells and spores is dependent on factors: related to the inherent nature of the foods on both the nature of microorganisms and the nature of processing.

31
Nature of Food Composition (amount of carbohydrates, proteins, lipids and solutes), Aw (moisture), pH, and anti-microbial content (natural or added) greatly influence microbial destruction Microorganisms in liquid food and food containing small-sized particles suspended in a liquid are more susceptible to heat destruction than in a solid food or in a food with large chunks.
 greatly influence microbial destruction. Microorganisms in liquid food and food containing small-sized particles suspended in a liquid are more susceptible to heat destruction than in a solid food or in a food with large chunks.")
32
2. Nature of Microorganisms
Factors that influence microbial sensitivity to heat is inherent resistance, stage of growth, previous exposure to heat and initial load. In general vegetative cells (moulds, yeasts and bacteria) are more sensitive than spores thermoduric and thermophilic bacterial cells (important in foods) are destroyed in 5 to 10 minutes at 75 to 80°C
 are more sensitive than spores. thermoduric and thermophilic bacterial cells (important in foods) are destroyed in 5 to 10 minutes at 75 to 80°C.")
33
Bacterial spores varies greatly
Yeast and most mould spores are destroyed at 65 to 70°C in a few minutes, Spores of some moulds can survive as high as 90°C for 4 to 5 h. Bacterial spores varies greatly Heating at 80 to 85°C for few minutes does not kill. But destroyed at 100°C in 30 min however some can withstand this Destroyed at 121°C in 15min (sterilization Temp /Time)
")
34
Cells at exponential stage of growth are more susceptible to heat than the resting cells (stationary phase) Cells previously exposed to low heat become relatively resistant to subsequent heat temperature. The higher the initial microbial load in a food – the longer time at a given temperature it takes to reduce the population.

35
3. Nature of Process Microbial destruction in food by heat ( inverse relationship). Higher the temperature, the shorter the period of time required for destroying the microorganisms provided other factors are kept constant. As a food is heated by conduction (molecule-to-molecule energy transfer) and convection (movement of heated molecules), a liquid food is heated more rapidly than a solid food and a container with high conduction (metal) is better.
. Higher the temperature, the shorter the period of time required for destroying the microorganisms provided other factors are kept constant. As a food is heated by conduction (molecule-to-molecule energy transfer) and convection (movement of heated molecules), a liquid food is heated more rapidly than a solid food and a container with high conduction (metal) is better.")
36
Food in a small container is heated more rapidly than in a large container
Heating a food at a given temperature for a specific time means that every particle of that food should be heated to the specified temperature and stay at that temperature for the specified time –”holding time”.

37
Methods using heat Low-heat processing or pasteurization.
temperature used is below 100oC. Process aims to destroy all vegetative cells of pathogens and microorganism which cause food spoilage. Pasteurization of milk has been used for a long time – heating at 62.8oC for 30 mins or 71.7 oC for 15 secs.

38
Methods using heat High-heat processing
Process involves heating food at or above 100oC. Temperature and time of heating are selected on the basis of product characteristics and specific microorganisms to be destroyed. Most products are given a commercially sterile (sterilization) treatment to destroy to destroy microorganism growing in a product under normal storage conditions.
 treatment to destroy to destroy microorganism growing in a product under normal storage conditions.")
39
High-heat treated products are either first packed in containers and then heated or heated first and then packed in sterile containers while still hot (hot pack). Commercial sterility is also obtained by heating a food at very high temperatures for a short time (process called ultrahigh temperature (UHT) processing .
 processing .")
40
Methods using heat Microwave heating
Heating of foods by microwave (quite common at home). Frozen foods can be thawed and heated rapidly in a few minutes depending upon the size of the product. Microwave treatment is lethal to microorganisms and destruction is caused by high temperature. If the food is not heated uniformly, some areas can remain cold and if food harbors pathogens, there is chance of their survival.
. Frozen foods can be thawed and heated rapidly in a few minutes depending upon the size of the product. Microwave treatment is lethal to microorganisms and destruction is caused by high temperature. If the food is not heated uniformly, some areas can remain cold and if food harbors pathogens, there is chance of their survival.")
41
CONTROL BY LOW TEMPERATURE

42
Effectiveness of low temperature, especially freezing in food preservation was probably recognized by our ancestors in the last Ice Age. The major drawback of refrigerated goods is their relatively short shelf life. But in recent years, several technological improvements have helped in increasing the shelf life.

43
Mechanisms of microbial control
Metabolic activities, enzymatic reactions and growth rates of microorganisms are maximum at optimum growth temperatures. When temperature is lowered, microbial activities associated with growth slow down. Rate of catalytic activity of enzymes decreases with reduced temperature. As the temperature in a food drops to about – 2 oC, free water in the food starts freezing and forming ice crystals, hence Aw is also reduced.

44
Foods are stored at low temperature in different ways in order to extend their shelf life.
Many fresh fruits and vegetables are kept at temperatures between 10oC and 20oC or lower to reduce their metabolic rates. Highly perishable products are generally stored at low temperature below 7 oC often in combination with other preservation methods.

45
Methods using heat Ice chilling
Usually used Retail stores where foods are kept over ice. The surface is in contact with ice, temperature can reach between 0oC – 1oC. Temperature fluctuation, duration of storage and cross contamination can cause microbiological problems – food borne pathogens.

46
Methods using heat Refrigeration
The temperature specification for refrigeration of foods has changed from time to time. From 7oC, technological improvements have made it economical to have domestic refrigeration units at 4 to 5 oC. For perishable products, ≤ 4.4oC is considered desirable refrigeration temperature.

47
Commercial food processors may use as low as 1 oC for refrigeration of perishable foods such as fresh meat and fish. Refrigerated products are often combined with additional preservation methods with lowest temperature possible for long shelf life. As the products are non-sterile, even a very low initial microorganism population is capable of growing under the storage conditions.

48
Methods using heat Freezing
Minimum temperature used in home freezers is – 20 oC, a temperature at which most of the free water in a food remains in a frozen state. Dry ice ( -78oC) and liquid nitrogen (- 196oC) can also be used for instant rapid freezing, but not for food. After freezing, the temperature of the food is maintained around -20oC to -30oC.
 and liquid nitrogen (- 196oC) can also be used for instant rapid freezing, but not for food. After freezing, the temperature of the food is maintained around -20oC to -30oC.")
49
Microbial cells will die upon during frozen storage, but survivors can multiply in the frozen state.
Accidental thawing or slow thawing can facilitate growth of survivors. Enzymes released by dead microbial cells can reduce the acceptance quality of food.

50
CONTROL BY REDUCED Aw

51
The main objective of reducing Aw in food are to prevent or reduce the growth of vegetative cells and germination and outgrowth of spores of microorganisms Microorganisms need water for the transport of nutrients, nutrient metabolism and removal of cellular wastes. In a food, the total water (moisture) is present as free water and bound water.
 is present as free water and bound water.")
52
Recall: Bound water: not available for biological functions. Only the free water (related to Aw) is important for microbial growth. If free water in the environment is reduced either by removing water or by adding solutes and hydrophilic colloids, the free water from the cells flow outside in an effort to establish equilibrium. (osmosis). The loss of water will cause osmotic shock and plasmolysis during which the cells do not grow.
. The loss of water will cause osmotic shock and plasmolysis during which the cells do not grow.")
53
Water loss can be considerable even with a slight change in Aw
E.g reduction in Aw from to in the environment reduced the intracellular water content by 50% in Staphylococcus aureus and reduces the cell volume by 44% in Sal. typhimurium.

54
Methods Used Water activity of foods can be reduced by using one or more of three basic principles: – removing water by dehydration – removing water by crystallization – by adding solutes.

55
Natural Dehydration is a low-cost method in which water is removed by the heat of the sun. Used for dry grains as well as for dry some fruits (raisins) vegetables, fish, meat, milk and curd especially in warmer countries. The process is slow and depends upon the conditions used, spoilage and pathogenic bacteria as well as yeasts and molds (including toxigenic types) can grow during drying.
 vegetables, fish, meat, milk and curd especially in warmer countries. The process is slow and depends upon the conditions used, spoilage and pathogenic bacteria as well as yeasts and molds (including toxigenic types) can grow during drying.")
56
Mechanical Drying is a controlled process and drying is achieved in a few seconds to a few hours. – Tunnel drying in which a food travels through a tunnel against the flow of hot air and the water is removed. – Roller Drying in which a liquid is dried by applying in a thin layer on the surface of a roller drum heated from inside. – Spray Drying, liquid is sprayed in small droplets, which then come in contact with hot air that dries the droplets instantly. Used for vegetables, fruits, fruit juices, milk, coffee, tea and meat. Depending on Temp & time of exposure, some microbial cells die during drying, while some other cells can be sublethally injured.

57
Freeze-Drying Freeze-drying involves freezing the food rapidly at a low temperature and then exposing the frozen food to a relatively high vacuum environment. The water molecules are removed from the food by sublimation without affecting its shape or size. Microbial cells are exposed to two stresses – freezing and drying that reduces some viability as well as induces some sub-lethal injury.

58
Foam Drying The foam drying method consists of whipping a product to produce a stable foam and increase to the surface. The foam is then dried by means of warm air. Liquid products, such as egg white, fruit purees and tomato paste are dried in this manner. The method itself has very little lethal effect on microbial cells and spores. However, a concentration method prior to foaming, – the pH of the products and low Aw will cause both lethal and reversible damages to microbial cells.

59
Smoking Many meat and fish products are exposed to low heat and smoke for cooking and depositing smoke on the surface at the same time. The heating process removes water from the products lowering their Aw. Low heat processed meat products (dry and semidry sausages) and smoked fish are produced this way. Heat kills many microorganisms. Growth of survivors is controlled by low Aw as well as antimicrobial substances present in the smoke.
 and smoked fish are produced this way. Heat kills many microorganisms. Growth of survivors is controlled by low Aw as well as antimicrobial substances present in the smoke.")
60
Intermediate Moisture Foods (IMF)
These are foods that have an Aw value of 0.70 to 0.90 (moisture content, ∼10 to 40%). Can be eaten without rehydration, are shelf-stable for a relatively long period of time without refrigeration and are considered microbiologically safe. Traditional IMF includes semidry and dry sausages, dried fruits jam and jellies and honey.
. Can be eaten without rehydration, are shelf-stable for a relatively long period of time without refrigeration and are considered microbiologically safe. Traditional IMF includes semidry and dry sausages, dried fruits jam and jellies and honey.")
61
Low Aw value is obtained by adding water-binding solutes and hydrophilic colloids.
Microorganisms can survive in the products but due to low Aw bacteria cannot grow. Yeasts and molds can grow, to inhibit their growth specific preservatives such as sorbate and propionate are added.

62
CONTROL BY LOW pH AND ORGANIC ACIDS

63
The major antimicrobial objective of using weak organic acids is to reduce the pH of food in order to control microbial growth. As the pH drops below 5.0, some bacteria die. A pH lower than the minimum growth pH prevents microbial growth by affecting energy production, enzymatic activity, transportation of nutrients and others. In addition to controlling growth, microbial cells are sublethally injured or killed by low pH. Many food-grade organic acids along with other methods are used to control microbial growth in foods. Some acids which are used include:

64
Acetic Acid Acetic acid is usually used as vinegar (5 to 10% acetic acid) or as salts of sodium and calcium at 25% or higher levels. It is more effective against bacteria than against yeast and molds. Those bacteria that grow better above pH 6.0 are more inhibited. The inhibitory action of acetic acid is produced through neutralizing the electrochemical gradient of the cell membrane as well as denaturing proteins inside the cells. Besides its use in food, acetic acid has been recommended for use (1 to 2% levels) in carcass wash to reduce bacterial level.
 or as salts of sodium and calcium at 25% or higher levels. It is more effective against bacteria than against yeast and molds. Those bacteria that grow better above pH 6.0 are more inhibited. The inhibitory action of acetic acid is produced through neutralizing the electrochemical gradient of the cell membrane as well as denaturing proteins inside the cells. Besides its use in food, acetic acid has been recommended for use (1 to 2% levels) in carcass wash to reduce bacterial level.")
65
Propionic Acid Propionic acid is used as salts of calcium and sodium at a level of 1000 to 2000 ppm (0.1 to 0.2%). It is effective against molds and bacteria and almost ineffective against yeast at concentrations used in foods. Antimicrobial action is produced through the acidification of cytoplasm as well as destabilization of membrane proton gradients.
. It is effective against molds and bacteria and almost ineffective against yeast at concentrations used in foods. Antimicrobial action is produced through the acidification of cytoplasm as well as destabilization of membrane proton gradients.")
66
Lactic acid is used as acid or the sodium salt up to 2%.
It is less effective than acetic, propionic, benzoic or sorbic acids but more effective than citric acid. Effective against bacteria yet quite ineffective against yeast and molds. Produces an inhibitory effect mainly by neutralizing the membrane proton gradient. Sodium salt of lactic acid may also reduce Aw. Recommended at 1 to 2% levels to wash carcasses of food animals to reduce microbial load

67
Citric Acid Citric acid is used at 1% level. It is less effective than lactic acid against bacteria as well as yeast and molds. It produces an antibacterial effect probably by different mechanisms than the lipophilic acids. The antibacterial effect is partially due to its ability to chelate divalent cations. However it must have sufficient divalent cations to neutralize this effect.

68
Vary between 500 and 2000 ppm (0.05 to 0.2%).
Sorbic Acid Sorbic acid is an unsaturated acid and used either as acid or as salt of sodium, potassium or calcium. Vary between 500 and 2000 ppm (0.05 to 0.2%). More effective against molds and yeast than against bacteria. Benzoic Acid Benzoic acid is used as an acid or a sodium salt at a concentration of 500 to 2000 ppm (0.05 to 0.2%) in many low pH products. It is more effective against yeasts and molds than against bacteria.
. More effective against molds and yeast than against bacteria. Benzoic Acid. Benzoic acid is used as an acid or a sodium salt at a concentration of 500 to 2000 ppm (0.05 to 0.2%) in many low pH products. It is more effective against yeasts and molds than against bacteria.")
69
Antimicrobial effectiveness
Acetic acid > propionic acid > lactic acid > citric acid. Low pH is also used to prevent germination of bacterial spores in food. Although many gram-negative pathogenic bacteria are very sensitive to low pH, it cannot be used to eliminate these pathogens during storage of food. Some strains of bacteria can become acid resistant.

70
CONTROL BY MODIFIED ATMOSPHERE (OR REDUCING O-R POTENTIAL).
.")
71
The use of modified atmosphere to reduce O-R potential of the environment has been a very widely used method to control growth mainly of aerobic microorganisms in food. Modified atmosphere packaging (MAP) controls or reduces the growth of undesirable microorganisms in food by retarding the enzymatic and respiratory activities. The growth of aerobes (molds, yeast and aerobic bacteria) are prevented in products that are either vacuum-packaged or flushed with – 100% CO2, – 100% N2, or a mixture of CO2 and N2.
 controls or reduces the growth of undesirable microorganisms in food by retarding the enzymatic and respiratory activities. The growth of aerobes (molds, yeast and aerobic bacteria) are prevented in products that are either vacuum-packaged or flushed with – 100% CO2, – 100% N2, or a mixture of CO2 and N2.")
72
In these conditions, anaerobic and facultative anaerobic bacteria can grow unless other techniques are used to control their growth. The anti-microbial action in modified atmosphere packaging (MAP) foods can be produced by the changes in redox potential (Eh) and CO2 concentrations based on the methods used. When CO2 is used in high concentration (20 to 100%) alone or in combination with N2 and/or O2 the shelf life of MAP foods is also extended. Several mechanisms been proposed:
 foods can be produced by the changes in redox potential (Eh) and CO2 concentrations based on the methods used. When CO2 is used in high concentration (20 to 100%) alone or in combination with N2 and/or O2 the shelf life of MAP foods is also extended. Several mechanisms been proposed:")
73
a. Rapid cellular penetration of CO2 and alteration in cell permeability
b. Solubilization of CO2 to carbonic acid (H2 CO3 ) in the cell with the reduction of the pH inside the cells c. and interference of CO2 with several enzymatic and biochemical pathways, which in turn slow the microbial growth rate.
 in the cell with the reduction of the pH inside the cells. c. and interference of CO2 with several enzymatic and biochemical pathways, which in turn slow the microbial growth rate.")
74
Vacuum Packaging Vacuum packaging is predominantly used in retail packs in many fresh and ready-to-eat meat products. Red meat, due to change in color to purple (reduced myoglobin) is not very popular with consumers. The refrigerated storage life of these products varies greatly: - in fresh meat, about 3 to 4 weeks; - while in processed meats, as long as 8 weeks or more longer.
 is not very popular with consumers. The refrigerated storage life of these products varies greatly: - in fresh meat, about 3 to 4 weeks; - while in processed meats, as long as 8 weeks or more longer.")
75
Gas Flushing Gas flushing method has been used in both bulk and retail packs to increase the shelf life of many refrigerated foods. Gases usually used a CO2 and N2 mixture, with some O2 for packaging red meats. Raw Meats, – a composition of 75% CO2, 15% N2 and 10% O2 was found to effectively prevent growth of Pseudomonas fragi flushed with CO2 alone were found to be dominated by lactic acid bacteria, principally Leuconostoc spp and Lactobacillus spp.

76
CONTROL BY IRRADIATION

77
Irradiation is the process of exposing food to ionizing radiation to destroy microorganisms, bacteria, viruses, or insects that might be present in the food. Irradiation like heat kills microbial cells and destroys their spores at a predictable rate that is basically dependent on dose level, exposure time and microbial type. A food is irradiated because of the destructive power of the microorganisms it harbors. Depending on the method used, it can either completely or partially destroy molds, yeast, bacterial cells and spores and viruses.

78
Irradiation is capable of destroying worms, insects and larvae in food, prevents sprouting of some foods such as potatoes and onions. Irradiation cannot destroy toxins or undesirable enzymes in food and in that respect it differs from heat treatment. Irradiation is a cold sterilization process in as much as the temperature of a food does not increase during treatment and thus the irradiated foods do not show some of the damaging effects of heat on food quality.

79
However, irradiation can cause oxidation of lipids and denature food proteins, especially when used at higher doses. Some commonly used irradiation mechanisms include: γ-rays When exposed to high-energy γ-rays (10-1 to 10-2 nm), the energy is absorbed by thousands of atoms and molecules in a fraction of second, which strip electrons from them. This produces negative and positive ion pairs.
, the energy is absorbed by thousands of atoms and molecules in a fraction of second, which strip electrons from them. This produces negative and positive ion pairs.")
80
The released electrons can be highly energized and thus can remove electrons from other atoms and convert them into ions. This energization and ionization can adversely affect the normal characteristics of biological systems. The ionizing radiation produces both direct and indirect effects on microorganisms Direct effect includes DNA damage and breakdown of other important molecules. Indirect effect includes death of microbial cells by ionizing radiation similar as in heat treatment.

81
UV Radiation When microorganisms are exposed to UV radiation (≈260 nm), the energy is absorbed by the nucleotide bases in the DNA. The bases can react with each other to form dimers (e.g. thymine dimers) and cause DNA strand breaks. Microbial death and injury are mainly associated with DNA damage. Dosage The current unit is Gray (Gy) . The relative sensitivity of microorganisms to irradiation dose is a function of their size and water content.
, the energy is absorbed by the nucleotide bases in the DNA. The bases can react with each other to form dimers (e.g. thymine dimers) and cause DNA strand breaks. Microbial death and injury are mainly associated with DNA damage. Dosage. The current unit is Gray (Gy) . The relative sensitivity of microorganisms to irradiation dose is a function of their size and water content.")
82
– Approximate lethal dose levels for insects and different microorganisms have been suggested as follows: – Insects, ≤1 kGy; – Molds, yeast, bacterial cells, 0.5 to 10 kGy; Viruses, 10 to 200 lGy Recommended level of 10 kGy, Clostridium botulinum spores are not destroyed in foods (need about 30 to 60 kGy) although cells of pathogenic spoilage bacteria are destroyed.
 although cells of pathogenic spoilage bacteria are destroyed.")
83
Some Specific Terms Radurization- Radiation pasteurization is intended to destroy spoilage bacteria in high pH-high Aw foods, especially Gram negative psychrotophs in meat and fish and yeast and molds in low ph-low Aw foods. The treatment is generally milder. Products should be packaged and chilled to prevent growth of pathogens, which were previously thought to be mesophiles. Radicidation- Radiation of foods to destroy vegetative food borne pathogens. The dose level used is about 2.5 to 5.0 kGy.

84
Although it is effective against pathogenic vegetative bacterial cells and molds, spores of the pathogens will not be destroyed. Radappertization- This method involves the radiation of food at high doses (≈30 kGy) to destroy Clo. botulinum spores in order to get safety similar to 12D heat treatment. However, this is not recommended for use in food. Figure 1. Logo for irradiated foods used to show a food has been treated with ionizing radiation.
 to destroy Clo. botulinum spores in order to get safety similar to 12D heat treatment. However, this is not recommended for use in food. Figure 1. Logo for irradiated foods used to show a food has been treated with ionizing radiation.")
85
CONTROL BY ANTIMICROBIAL PRESERVATIVES

86
Antimicrobial chemicals are used in food in relatively small doses either to kill undesirable m/organisms or to prevent or retard their growth in food. They differ greatly in their ability to act against different m/organisms. Those that are capable of killing m/organisms are designated as germicides (kill all types), fungicides, bactericides, sporicides and viricides depending upon their specificity of killing actions against specific group.
, fungicides, bactericides, sporicides and viricides depending upon their specificity of killing actions against specific group.")
87
Foods contain antimicrobial preservatives in three ways:
They Inhibit or retard microbial growth and are classified as fungistatic or bacteriostatic. Foods contain antimicrobial preservatives in three ways: – Present naturally – Formed during processing - Added as ingredients These are to be approved by the regulatory agencies

88
Examples of Antimicrobial preservatives.
Nitrite (NaNO2 and KNO2) - Curing agents contains nitrite with NaCl, sugar, spices, ascorbate and erythobate are permitted for use in heat-processed meat, poultry and fish product, to control growth and toxin production by Clostridium botulinum. - Antibacterial action of nitrites include reaction with enzymes in the vegetative cells and germinating spores, restriction of the bacterial use of iron, interference with membrane permeability limiting transport across membranes.
 - Curing agents contains nitrite with NaCl, sugar, spices, ascorbate and erythobate are permitted for use in heat-processed meat, poultry and fish product, to control growth and toxin production by Clostridium botulinum. - Antibacterial action of nitrites include reaction with enzymes in the vegetative cells and germinating spores, restriction of the bacterial use of iron, interference with membrane permeability limiting transport across membranes.")
89
- Antibacterial effects enhanced at low pH (5. 0-6
- Antibacterial effects enhanced at low pH ( ), in presence of reducing agents (ascorbate, erythorbate and cysteine), by addition of sorbate, by reducing Aw, low Eh. Sulfur dioxide (SO2) & Sulfites (SO3) - Sulfur dioxide, sodium sulfite (Na2SO3), sodium bisulfide (NaHSO3) and sodium metabisulfite (N2S2O5) are used to control m/organisms in soft drinks, beverages, wines, sausages, fresh shrimps - They are more effective against molds and yeasts than bacteria.
, in presence of reducing agents (ascorbate, erythorbate and cysteine), by addition of sorbate, by reducing Aw, low Eh. Sulfur dioxide (SO2) & Sulfites (SO3) - Sulfur dioxide, sodium sulfite (Na2SO3), sodium bisulfide (NaHSO3) and sodium metabisulfite (N2S2O5) are used to control m/organisms in soft drinks, beverages, wines, sausages, fresh shrimps. - They are more effective against molds and yeasts than bacteria.")
90
- Antimicrobial action is produced by sulfurous acid which enters the cell and reacts with thiol group in structural protein, enzymes and cofactors and other cell components. Fungicidial effect – more pronounced at low pH (pH < 4.5) and low Aw. In bacteria it is effective at high pH (> 5), low concentration – are bacteriostatic and high concentration – are bactericidal. Recommended level – ppm Sulfur dioxide and sulfites are also used as antioxidants. People with respiratory problems can be mildly to severely allergic. The products needs to be labeled to show presence of sulfites.
 and low Aw. In bacteria it is effective at high pH (> 5), low concentration – are bacteriostatic and high concentration – are bactericidal. Recommended level – ppm. Sulfur dioxide and sulfites are also used as antioxidants. People with respiratory problems can be mildly to severely allergic. The products needs to be labeled to show presence of sulfites.")
91
H2O2 Solution of H2O2 ( %) recommended in raw milk to be used in cheese processing, liquid egg (destruction of Salmonella) + low heat pasteurization, packaging materials in aseptic packaging of foods & food processing equipments. Epoxides Ethylene oxide and propylene oxide are used as fumigants (destroy microorganisms + insects) Germicidal and effective against cells, spores and viruses
 recommended in raw milk to be used in cheese processing, liquid egg (destruction of Salmonella) + low heat pasteurization, packaging materials in aseptic packaging of foods & food processing equipments. Epoxides. Ethylene oxide and propylene oxide are used as fumigants (destroy microorganisms + insects) Germicidal and effective against cells, spores and viruses.")
92
Antioxidants Includes – butylated hydroxyansiol (BHA), butylated hydroxytoluene (BHT), t-butylhydroquinone (TBHQ) used at 200ppm or less to delay oxidation of unsaturated lipids. At a Concentration Range from ppm, BHA – inhibits growth of Gram positive and Gram negative bacteria. used effectively to prevent growth & toxin production by molds and growth of yeasts. Antimicrobial Action – has adverse effect on the cell membrane and enzymes. Antimicrobial effectiveness increases in the presence of sorbate and decreases in foods with high lipids and low temp.
, butylated hydroxytoluene (BHT), t-butylhydroquinone (TBHQ) used at 200ppm or less to delay oxidation of unsaturated lipids. At a Concentration Range from ppm, BHA – inhibits growth of Gram positive and Gram negative bacteria. used effectively to prevent growth & toxin production by molds and growth of yeasts. Antimicrobial Action – has adverse effect on the cell membrane and enzymes. Antimicrobial effectiveness increases in the presence of sorbate and decreases in foods with high lipids and low temp.")
93
Chitosan A polycationic polymer that is obtained by Alkaline hydrolysis of chitin from the shells of crustaceae. It is used preservation due t its antimicrobial capability Antimicrobial action - Causes destabilization of the cell wall and cell membrane functions. Effective against bacteria, yeast and molds.

94
Ethylenediaminetetraacetate (EDTA)
Sodium & Ca salts of EDTA are approved for use in foods to chelate trace metals in order to prevent their adverse effect on food quality. EDTA may not have much antimicrobial effect but due to its ability to chelate divalent cations it can destabilize the barrier functions of the outer membrane of the Gram positive and cell wall of Gram negative bacteria. It enhances the antibacterial action of other chemicals those that can act on cell membranes. EDTA, also inhibitory for germination and outgrowth of spores of Clo.botulinum.

95
Lysozyme Enzyme lysozyme (a muramidase) present in egg white, shellfish (oyster & clams) & in small amounts in milk and some plants Antimicrobial action- disrupts the cell cellwall of Gram positive and Gram negative bacteria Antimicrobial effect is manifested by the lysis of cells. Lysozyme is most effective at pH and at concentration of about 0.01 to 0.1%. Used in wine (sake) to prevent the growth of undesirable lactic acid bacteria.
 to prevent the growth of undesirable lactic acid bacteria.")
96
Antibiotics Tetracyclines – 10ppm as recommended by FDA to extend the refrigerated shelf life of seafoods and poultry. However due to the possible increase in antibiotic resistant bacteria the use of this antibiotic was banned. Natamycin – a microlid produced by Streptomyces natalensis – an antifungal agent. Used as a dip or spray to prevent growth of molds and formation of mycotoxins on the surface of cheese & sausages. Tylosin – a microlid that inhibits protein synthesis. This bacterial antibiotic that is more effective against Gram positive bacteria than Gram negative bacteria.

Similar presentations












 that is able to ferment.>")

 Chemical methods.>")




