Download presentation
Presentation is loading. Please wait.

1
LATHE OPERATIONS The various operations that can be performed on a lathe are: Turning. Step turning. Taper turning. Thread cutting. Facing. Knurling Chamfering. Parting off Dept. of Mech & Mfg. Engg.

2
Dept. of Mech & Mfg. Engg.

3
Plain turning operation.
Work piece held by chuck Plain Turning: The process of metal removal from the cylindrical jobs is called straight or plain turning. Cross slide and the carriage are used to perform turning operations. Plain turning operation is performed in two steps. Rough turning (Roughing) Finish turning (Finishing) Dept. of Mech & Mfg. Engg.
 Finish turning (Finishing) Dept. of Mech & Mfg. Engg.")
4
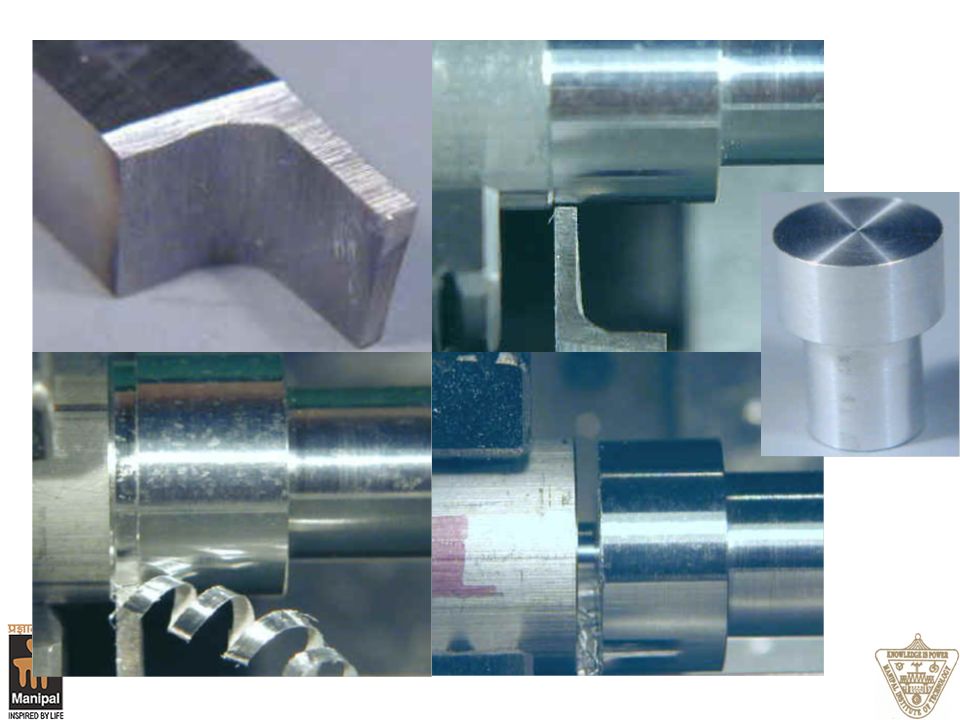
Turning It is a process of removing excess material from the work piece to generate cone-shaped or cylindrical surface. Types: Straight turning Shoulder turning

5
Shoulder turning (Step turning)
Job having different diameters, so it forms the step from one diameter to other.

6
Facing Tool is fed in a direction perpendicular to the lathe axis
Lateral/transverse surface of job is machined. Length of tool travel = half the dia. of job Depth of cut is along the axis of job

7
Parting off Also know as cutting off operation, Useful in cutting away the required length from the bar stock. Tool used is parting off tool (HSS) Job is held in chuck & rotated at relatively high speed Tool is fed in a direction normal to axis of rotation of job. High feed rate is given Abundant supply of coolant should be used
 Job is held in chuck & rotated at relatively high speed. Tool is fed in a direction normal to axis of rotation of job. High feed rate is given. Abundant supply of coolant should be used.")
9
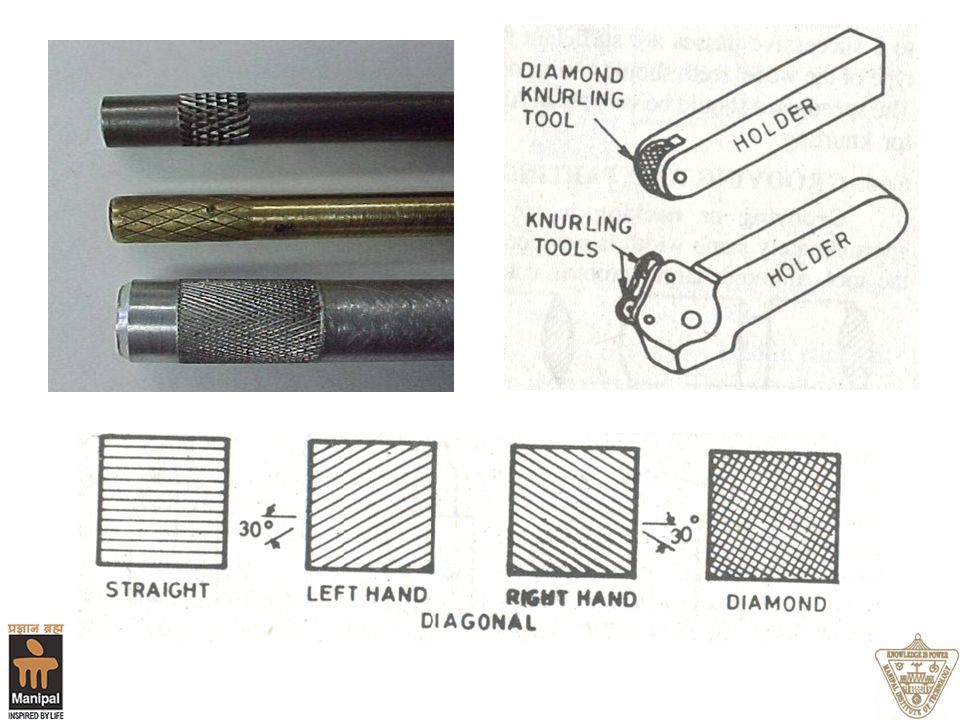
Knurling Process of embossing a diamond/ straight shaped pattern onto job. Types: Straight , diamond & diagonal. Indentations (knurl) provided on many outside surfaces of measuring instruments, tool etc for better grip Special tool (knurling tool) is used for operation. Tool consists of straight shank fitted with 1 or 2 knurling wheels (hardened steel & contains teeth on its outer surface) at its front. Job is held in chuck and tool is fed across axis of job pressing against its surface. In operation, tool should not be withdrawn till its complete. 2-3 passes are required & speed should be low.
 provided on many outside surfaces of measuring instruments, tool etc for better grip. Special tool (knurling tool) is used for operation. Tool consists of straight shank fitted with 1 or 2 knurling wheels (hardened steel & contains teeth on its outer surface) at its front. Job is held in chuck and tool is fed across axis of job pressing against its surface. In operation, tool should not be withdrawn till its complete. 2-3 passes are required & speed should be low.")
11
Chamfering Process of beveling the extreme sharp end of job.
Provided - to make the edge blunt - to enable free movement of nut on threaded job - to remove burrs

12
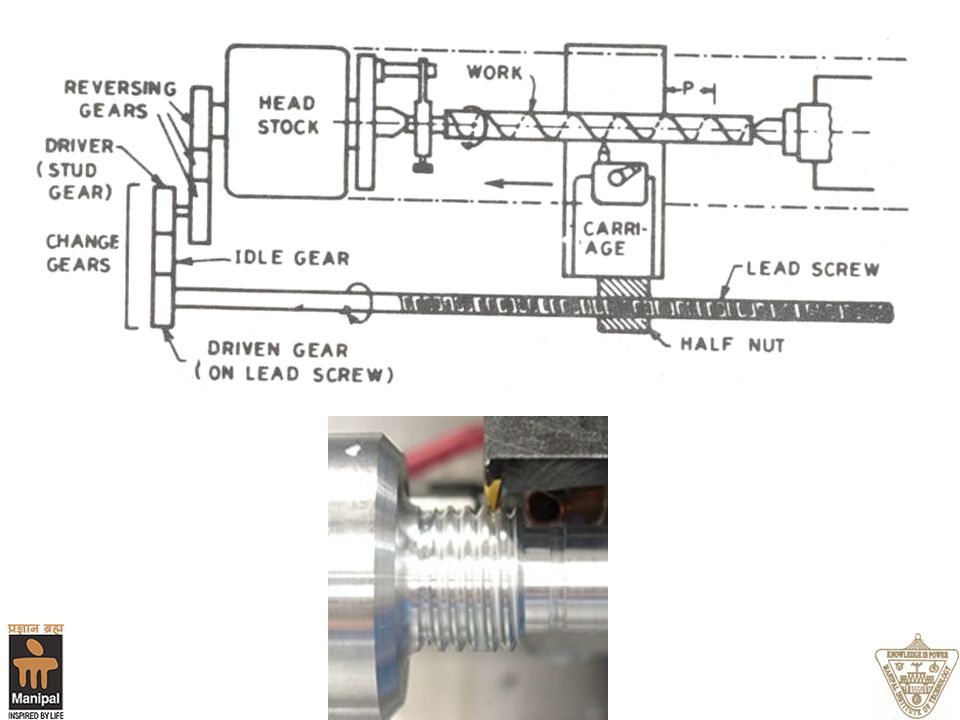
Thread cutting It is operation of producing helical grooves of specific shapes on cylindrical surface. Job is held between centers/chuck/face plate & tool is held in tool post. To produce threads of pitch, P mm, the tool must travel a distance equal to P and also job must make one complete rotation. There must be definite rotary & linear motion between job & tool. This is achieved by locking/engaging the carriage with lead screw through a split half nut mechanism and gear ratio between head stock spindle and lead screw. Motion is transmitted from spindle to lead screw.

14
Taper Turning Taper: Defined as a uniform increase or decrease in diameter of a piece of work measured along its length. Taper Turning: To produce a conical surface by gradual reduction in diameter from a cylindrical work-piece. Methods: A broad nose form tool Setting over a tail stock centre Swiveling the compound rest Taper Turning attachment Combining longitudinal & cross feed

15
Taper Elements Total Taper = D – d Taper = (D – d)/L
Taper Angle (α) [Half taper angle] Amount of taper (Conicity -K): Ratio of difference in diameter of taper to its length, K = D- d / L From, triangle – ABP or AEF, [AF = ½ of total taper & EF = L] (taper gradient) tan α = AF/EF = D-d/2L
 [Half taper angle] Amount of taper (Conicity -K): Ratio of difference in diameter of. taper to its length, K = D- d / L. From, triangle – ABP or AEF, [AF = ½ of total taper & EF = L] (taper gradient) tan α = AF/EF = D-d/2L.")
16
A broad nose form tool Method is suitable only for very short tapers (max. 20mm length) Form or broad-nose tool is used [cutting edge is ground to contain half taper angle] During operation, lot of vibrations are caused as full cutting edge is involved in cutting

17
Swiveling the Compound Tool Rest :
Dept. of Mech & Mfg. Engg.

18
In this method the job is rotated coaxial with lathe axis,
Compound rest is swiveled to the required taper angle and locked in position. The carriage is also locked at that position. To assist in swiveling at particular angle, the base of the compound rest is graduated in degrees. For taper turning , the compound tool rest is moved linearly at an angle so that the cutting tool produces the tapered surface on the workpiece. Limited to short tapered lengths. Dept. of Mech & Mfg. Engg.

19
Taper angle: Angle at which the compound rest to be
rotated is calculated as below. tan α = α = half taper angle D = larger diameter of the taper d = smaller diameter of the taper in mm. L = length of the taper Taper or conicity (k) = Dept. of Mech & Mfg. Engg.
 = Dept. of Mech & Mfg. Engg.")
20
Taper turning by Tailstock set over method
Dept. of Mech & Mfg. Engg.

21
Setting over a tail stock centre
Principle of this method: To shift the axis of rotation of the work piece at an angle to lathe axis & feeding tool parallel to lathe axis Method is suitable only for smaller taper angle on longer jobs Angle at which axis of rotation of work piece is equal to half taper angle This is obtained by sliding body of tail stock towards or away from operator by a set over screw Amount of set over is limited and centers are not equally stressed Required amount of set over can be calculated as follows:

22
Where D= larger diameter, d= smaller diameter L= length of work,
. Amount of off-set = Where D= larger diameter, d= smaller diameter L= length of work, l= length of taper. Dept. of Mech & Mfg. Engg.

23
specification of a lathe.
Dept. of Mech & Mfg. Engg.

24
Specification of a lathe
Distance between centers: Maximum distance that can be obtained between the lathe centers Represents the maximum length of the work piece that can be held between centers. Overall length of the bed: Maximum length of the bed starting from the head stock end to tailstock end. Swing diameter over the bed: Largest diameter of the work piece that can be rotated without touching the bed. Swing diameter over a gap in the bed: Maximum diameter and the width of a work piece that can be mounted between the centers. Dept. of Mech & Mfg. Engg.

25
Lathe classification Bench Lathe Speed Lathe Engine Lathe
Tool room lathe Capstan and Turret Lathe CNC Lathe (automatic lathe) Dept. of Mech & Mfg. Engg.
 Dept. of Mech & Mfg. Engg.")
26
Dept. of Mech & Mfg. Engg.

Similar presentations
>")















 Metal Joining ( Welding, Brazing and Soldering) Metal Forming & Casting.>")


