Download presentation
Presentation is loading. Please wait.

1
Hard Chrome Alternatives Team Joint Group on Pollution Prevention Propulsion Environmental Working Group PROGRAM REVIEW MEETING 25-26 April 2001 Long Beach, California

2
Acknowledgments - Principal HCAT Program Sponsors n Department of Defense Environmental Security Technology Certification Program n Department of Defense Joint Group on Pollution Prevention n Department of Defense Propulsion Environmental Working Group

3
Next HCAT Meeting 28-30 August 2001 Crowne Plaza Toronto Centre Hotel 225 Front Street West Toronto, Ontario 416-597-1400 Block of rooms not yet reserved, so don’t call yet for reservations; e-mail will be sent when block confirmed Single and double room rate of Canadian $189 per night (U.S. Government per diem is U.S. $163)
.")
4
Breakout of ESTCP Chrome Replacement Project Into Four Separate Projects (March 2001) n Project 199608: Replacement of Chromium Electroplating on Aircraft Landing Gear Using HVOF Thermal Spray Technology (retains “generic” portion of project; specific LG effort began in FY1998); ESTCP funding to end FY02 n Project 199922: Replacement of Chromium Electroplating on Propeller Hubs Using HVOF Thermal Spray Technology; ESTCP funding to end FY02 n Project 200038: Replacement of Chromium Electroplating on Hydraulic Actuators Using HVOF Thermal Spray Technology; project scheduled to run through FY03 n Project 200127: Replacement of Chromium Electroplating on Helicopter Dynamic Components Using HVOF Thermal Spray Technology; project scheduled to run into FY04 Total FY2001 Funding: $500K Requested FY2002 Funding: $550K
 n Project : Replacement of Chromium Electroplating on Aircraft Landing Gear Using HVOF Thermal Spray Technology (retains generic portion of project; specific LG effort began in FY1998); ESTCP funding to end FY02 n Project : Replacement of Chromium Electroplating on Propeller Hubs Using HVOF Thermal Spray Technology; ESTCP funding to end FY02 n Project : Replacement of Chromium Electroplating on Hydraulic Actuators Using HVOF Thermal Spray Technology; project scheduled to run through FY03 n Project : Replacement of Chromium Electroplating on Helicopter Dynamic Components Using HVOF Thermal Spray Technology; project scheduled to run into FY04 Total FY2001 Funding: $500K Requested FY2002 Funding: $550K")
5
Recent Activities That Could Impact Hard Chrome Plating at DoD Facilities n EPA recently issued new proposed allowable discharge concentrations of metals and other compounds under Metal Products & Machinery (MP&M) regulations. For most metals, the concentrations have been drastically reduced (e.g., in captive shops, 30-day average for Cr reduced from current 1.71 mg/L to 0.55 mg/L for existing sources and 0.07 mg/L for new sources, including major upgrades). Metal finishing industry anticipates if new limits stand, many shops will go out of business and costs will skyrocket n August 2000 issue of American Journal of Industrial Medicine published report on study of 2,357 workers over a 30-year period correlating incidence of cancer with hex-Cr exposure. Analysis of study by Navy Environmental Health Center appears to support lowering of PEL to less than 0.001 mg/m 3 from current 0.1 mg/m 3. Appears likely that OSHA will have to act in near future to lower PEL, with major impact on chrome plating
. Metal finishing industry anticipates if new limits stand, many shops will go out of business and costs will skyrocket n August 2000 issue of American Journal of Industrial Medicine published report on study of 2,357 workers over a 30-year period correlating incidence of cancer with hex-Cr exposure. Analysis of study by Navy Environmental Health Center appears to support lowering of PEL to less than mg/m 3 from current 0.1 mg/m 3. Appears likely that OSHA will have to act in near future to lower PEL, with major impact on chrome plating.")
6
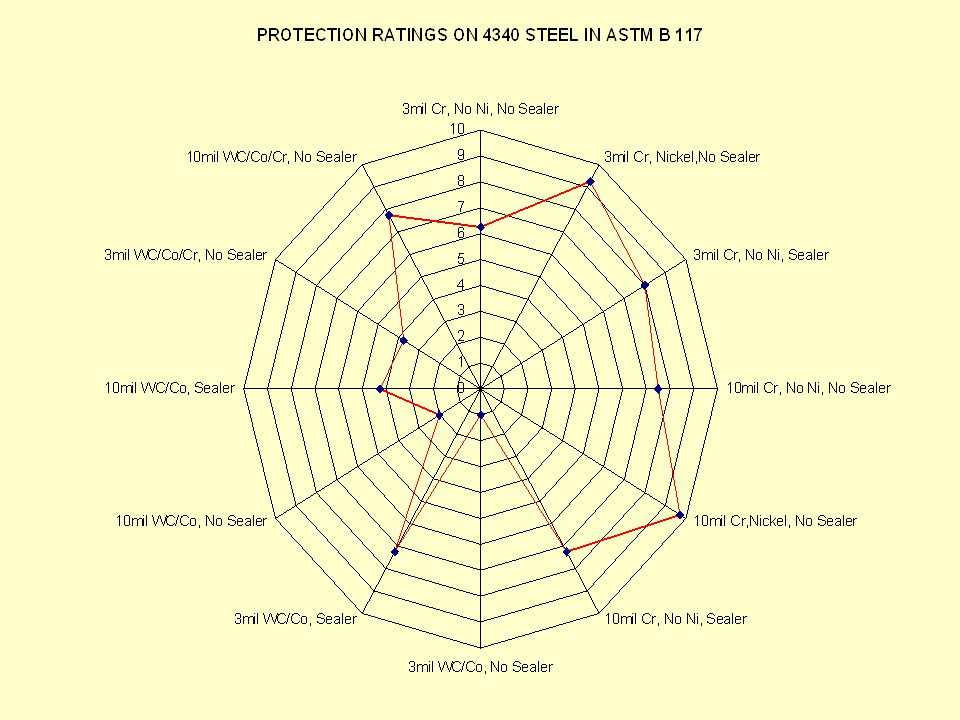
HVOF and Hard Chrome Coatings on 4340 Steel Atmospheric Exposure For 3 Years After Cleaning

9
Summary of B117 and GM9540 Corrosion Testing for Landing Gear Program n EHC coated substrates had a higher corrosion resistance than WC/Co coated substrates. n The introduction of chromium into WC/Co coatings improve their corrosion resistance compared to WC/Co coatings. n All of the WC/Co and WC/Co-Cr coatings showed a degree of general corrosion. n Some of the WC/Co coatings showed cracking with corrosion of the base material causing undercutting and delamination n The corrosion performance of the WC/Co coatings on Aermet 100 was better than the same coating on the other substrates.

10
Additional Corrosion Testing To address significant discrepancy between previous B117 and atmospheric testing on flat plates, and LG B117 testing on rods, additional corrosion tests are being conducted as follows: Substrate Materials:4340 rods, 1” diameter, 6” long 4340 plates, 3” x 4” x 3/16” 300M rods, 1” diameter, 6” long Coatings:WC/17Co, WC/10Co4Cr, EHC On rods, coatings to be applied on curved surface On plates, only coat one face Deposition parameters to match Landing Gear JTP, plus must follow Boeing Spec. Sheet 160T1000 which requires that HVOF coatings not terminate with a square edge, but shall taper from full to zero thickness over a minimum length of 0.006 inches EHC coatings ground to 16 Ra finish; some HVOF coatings ground to 8 Ra Non-coated areas to be cadmium plated (including chromate conversion coating) with slight overlap of EHC and HVOF coating
 with slight overlap of EHC and HVOF coating.")
11
Additional Corrosion Testing Substrate Materials:4340 rods, 1” diameter, 6” long 4340 plates, 3” x 4” x 3/16” 300M rods, 1” diameter, 6” long Coatings:WC/17Co, WC/10Co4Cr, EHC On rods, coatings to be applied on curved surface, terminating 1” from one end and 1/4” from other end (length of coating 4-3/4 inches) On plates, only coat one face; 3”-wide dimension coated edge-to- edge, on 4”-wide dimension, coating to terminate 1/2-inch from edge (coated area is 3” x 3”) Deposition parameters to match Landing Gear JTP, plus must follow Boeing Spec. Sheet 160T1000 which requires that HVOF coatings not terminate with a square edge, but shall taper from full to zero thickness over a minimum length of 0.006 inches Coatings to be applied by both Hitemco and Southwest Aeroservice EHC coatings ground to 16 Ra finish; some HVOF coatings ground to 8 Ra Non-coated areas to be cadmium plated (including chromate conversion coating) with slight overlap of EHC and HVOF coating
 with slight overlap of EHC and HVOF coating.")
12
Additional Corrosion Testing 4340 rods CoatingThicknessGroundSpray Co.# of samples WC/Co 0.003” Y Hitemco 2 WC/Co 0.003” Y Southwest 2 WC/Co 0.003” N H 2 WC/Co 0.003” N S 2 WC/Co 0.010” Y H 2 WC/Co 0.010” Y S 2 WC/CoCr 0.003” Y H 2 WC/CoCr 0.003” Y S 2 WC/CoCr 0.003” N H 2 WC/CoCr 0.003” N S 2 WC/CoCr 0.010” Y H 2 WC/CoCr 0.010” Y S 2 EHC 0.003” Y S 2 EHC 0.010” Y S 2 Total 28 Repeat this exact matrix for the 4340 plates and the 300M rods.

13
WC/Co Initial 4340 Substrate, 3 mil coatings WC/Co 250 hours WC/Co ground Initial WC/Co ground 250 hours EHC 250 hours EHC Initial 03-140

14
4340 Substrate, 3 mil coatings WC/CoCr ground Initial WC/CoCr ground 250 hours 03-134 03-136 WC/CoCr Initial WC/CoCr 250 hours 03-136 EHC 250 hours EHC Initial 03-140

15
4340 Substrate, 3 mil coatings WC/Co ground Initial WC/Co ground 250 hours WC/Co ground Initial WC/Co ground 250 hours

16
WC/Co Initial WC/Co 250 hours WC/Co Initial WC/Co 250 hours

17
WC/CoCr ground Initial WC/CoCr ground 250 hours WC/CoCr ground Initial WC/CoCr ground 250 hours 03-134

18
4340 Substrate, 3 mil coatings 03-136 WC/CoCr Initial WC/CoCr 250 hours 03-136 WC/CoCr Initial WC/CoCr 250 hours

19
Helicopter Dynamic Components Project n Demonstration Sites: Cherry Point Naval Aviation DepotCherry Point Naval Aviation Depot Corpus Christi Army DepotCorpus Christi Army Depot n OEMs involved in project include Sikorsky Aircraft and Boeing Philadelphia n DoD project team (ESTCP Project Manager, JG-PP, NAVAIR, Army AMCOM, DCMA) visited Sikorsky on 22 March 2001 to get company buy-in to project; Sikorsky stated that it is now company policy to work towards eliminating hard chromium from their helicopters n DoD project team to visit Boeing Philadelphia on 15 May n Navy CH-46 program providing $800K to Boeing for rig testing of HVOF-coated aft-vertical shaft and forward carrier shaft
 visited Sikorsky on 22 March 2001 to get company buy-in to project; Sikorsky stated that it is now company policy to work towards eliminating hard chromium from their helicopters n DoD project team to visit Boeing Philadelphia on 15 May n Navy CH-46 program providing $800K to Boeing for rig testing of HVOF-coated aft-vertical shaft and forward carrier shaft")
20
Interactions With Sikorsky n Strong interest in pursuing project n Sikorsky has qualified and has been using D-gun and HVOF coatings on selected applications for a number of years n Some thermal spray applications replaced chrome plating and in each case performance was enhanced n Areas on H-60 (Army and Navy) where hard chromium is currently used are indicated in subsequent slides n AMCOM expressed interest in pursuing project within Army due to performance enhancement n ESTCP Project Manager to issue short-term contract to Sikorsky to develop test requirements for insertion into a JTP
 where hard chromium is currently used are indicated in subsequent slides n AMCOM expressed interest in pursuing project within Army due to performance enhancement n ESTCP Project Manager to issue short-term contract to Sikorsky to develop test requirements for insertion into a JTP")
21
Other Activities n Interacted with Anniston Army Depot and arranged for HVOF WC/Co coating of M1 Tank Gas Turbine Engine Components n Intermediate Compressor Bearing Housing and #2 Anti Friction Housing n Hard chrome normally applied in localized areas n HVOF thermal spraying required extensive masking and off-angle application for access to internal diameter n Processing conducted by Engelhard Surface Technologies n Anniston to conduct functional test of component

22
M1 Housing, Intermediate Compressor Chrome Replaced Coating finish ground to 4-8 Ra BAC 5851 Type 1, Class 2 Material - WC/Co No coating in slots, or oil holes Temperature was maintained below 325F during processing Smooth transition areas

23
M1 Housing, Intermediate Compressor Fixture setup with gun orientation and cooling jets. Axial Cooling Radial Cooling Fixture run out less then.010in 22 deg 45 deg

24
Feedback from Anniston Army Depot n Everett Pollard at Anniston installed components into slave forward module and ran it for 167 hours with no problems n Will conduct extended two-month evaluation with test cells running approximately 18 hours per day. Will compare HVOF coatings to normal performance of hard chrome n Anniston metallurgist examined HVOF coatings and was “flabbergasted at the quality of the seemingly non-line-of- sight HVOF process.” n Anniston already discussing implementing HVOF technology

25
New ESTCP Proposal Related to Electrospark Deposition (ESD) Title of Proposal: Electrospark Deposition as a Depot-Level Chromium Plating Replacement, Field-Level Brush Plating Replacement and In-Situ Repair Technology on Aircraft, Vehicle, and Ship Components (Not a transition of SERDP ESD non-line-of-sight project) Objectives: To dem/val ESD as a replacement for EHC plating on complex, relatively small-area, line-of-sight applications for which HVOF is difficult or costly to utilizeTo dem/val ESD as a replacement for EHC plating on complex, relatively small-area, line-of-sight applications for which HVOF is difficult or costly to utilize To dem/val ESD as a field repair technology to replace brush-plated Cr, Cd, and Ni, and to repair other coatings (such as IVD aluminum) or base materials which have localized damage or defectsTo dem/val ESD as a field repair technology to replace brush-plated Cr, Cd, and Ni, and to repair other coatings (such as IVD aluminum) or base materials which have localized damage or defects Utilize ESD for repair of damaged components for which there is no current repair procedureUtilize ESD for repair of damaged components for which there is no current repair procedure
 Title of Proposal: Electrospark Deposition as a Depot-Level Chromium Plating Replacement, Field-Level Brush Plating Replacement and In-Situ Repair Technology on Aircraft, Vehicle, and Ship Components (Not a transition of SERDP ESD non-line-of-sight project) Objectives: To dem/val ESD as a replacement for EHC plating on complex, relatively small-area, line-of-sight applications for which HVOF is difficult or costly to utilizeTo dem/val ESD as a replacement for EHC plating on complex, relatively small-area, line-of-sight applications for which HVOF is difficult or costly to utilize To dem/val ESD as a field repair technology to replace brush-plated Cr, Cd, and Ni, and to repair other coatings (such as IVD aluminum) or base materials which have localized damage or defectsTo dem/val ESD as a field repair technology to replace brush-plated Cr, Cd, and Ni, and to repair other coatings (such as IVD aluminum) or base materials which have localized damage or defects Utilize ESD for repair of damaged components for which there is no current repair procedureUtilize ESD for repair of damaged components for which there is no current repair procedure")
26
ESD Proposal n ESD coatings approved by FAA and are being applied as a repair process to commercial gas turbine engine components including corrosion-resistant coatings to turbine blade tips where protective diffusion coatings were removedcorrosion-resistant coatings to turbine blade tips where protective diffusion coatings were removed buildup of nickel-base superalloys to reclaim close-tolerance partsbuildup of nickel-base superalloys to reclaim close-tolerance parts repair of chipped or damaged diffusion coatingsrepair of chipped or damaged diffusion coatings n NSWC Carderock (NAVSEA) exploring in-situ repair applications wear and corrosion on submarine steering/diving componentswear and corrosion on submarine steering/diving components localized corrosion and wear on main propulsion shaft sealslocalized corrosion and wear on main propulsion shaft seals n NSWC and NAVAIR Pax River have ESD systems, with Army Research Laboratory acquiring one Pax River investigating ESD for cadmium replacementPax River investigating ESD for cadmium replacement
 exploring in-situ repair applications wear and corrosion on submarine steering/diving componentswear and corrosion on submarine steering/diving components localized corrosion and wear on main propulsion shaft sealslocalized corrosion and wear on main propulsion shaft seals n NSWC and NAVAIR Pax River have ESD systems, with Army Research Laboratory acquiring one Pax River investigating ESD for cadmium replacementPax River investigating ESD for cadmium replacement")
27
ESD Proposal n PEWG/HCAT conducted ESD demonstration at AESF Aerospace Plating Forum in Portland in late March; discussions held on developing project proposal n Specific milestones developed for proposed project, with start date of January 2002 and completion in January 2005 n Project will develop one or more Joint Test Plans to address materials issues associated with performing localized repairs n Project has more than fifteen participating organizations representing cross-section of aircraft, vehicle, and ship repair facilities plus other service commands with cognizance; participating OEMs include Boeing St. Louis and Pratt & Whitney

Similar presentations











 DFARS Case 2003-D040 DFARS Parts 204, 212, 213 and 252 are amended to remove policy on Central Contractor.>")








736-3481 I n t e.>")