Download presentation
Presentation is loading. Please wait.

1
Fundamentals of the Shear Roll Milling Process
Dilhan M. Kalyon and Halil Gevgilili Stevens Institute of Technology 12th Extruder and Continuous Mixer Users Group Indian Head, MD October 29, 2002

8
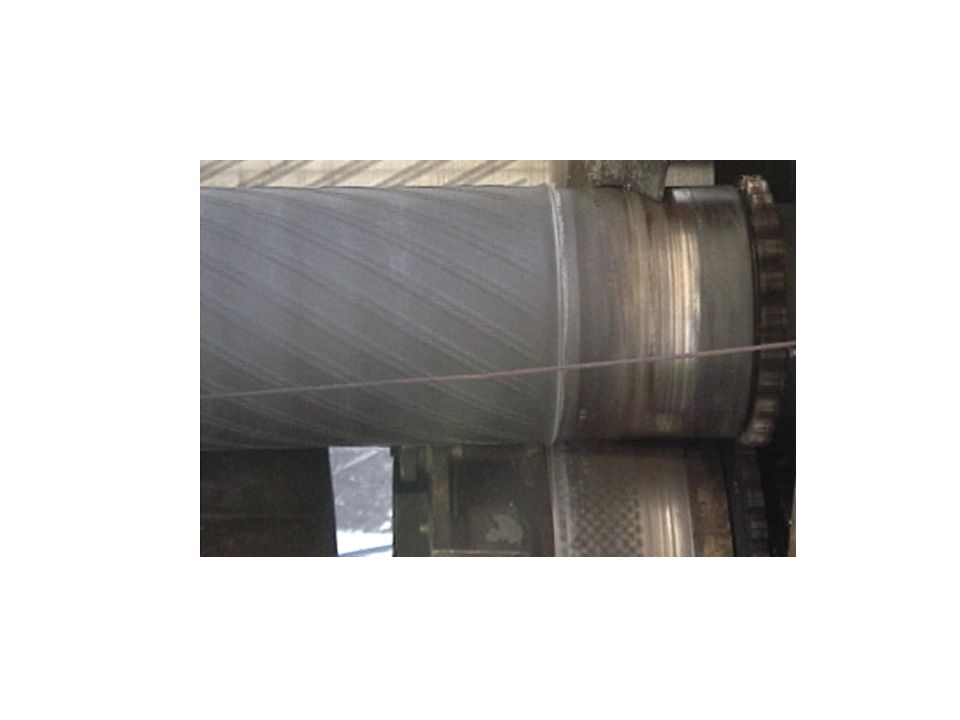
Some Features of the Shear Roll Mill:
The surface of the rolls have spiraling grooves which allow conveying of the material forward The Material wraps around one roll (feed roll) and detaches from the other one (conveying roll) The feed roll has rougher surface than the conveying roll. The speeds of the rolls can be adjusted independently The gap size between the rolls is adjustable Both rolls have independent temperature control. A loss in weight feeder is generally utilized to feed material between the rolls
 and detaches from the other one (conveying roll) The feed roll has rougher surface than the conveying roll. The speeds of the rolls can be adjusted independently. The gap size between the rolls is adjustable. Both rolls have independent temperature control. A loss in weight feeder is generally utilized to feed material between the rolls.")
9
Objectives of the study
To investigate the dynamics of the shear roll mill process and to relate to the rheological behavior of the melt To specifically focus on the wall interactions and the roll wall slip plays in the sporadic premature detachment of the melt from the feed roll to lead to process failures.

10
Test Material: HDPE, manufactured by Exxon Mobil Corporation
Designation: HDA 601 ethylene hexene copolymer Density=0.933 g/cc (ASTM D-1505) Melt Index=0.55 (ASTM D-1238) General purpose, sheet extrusion grade
 Melt Index=0.55 (ASTM D-1238) General purpose, sheet extrusion grade.")
11
The process may become unstable under some conditions
Under typical processing conditions, the material sticks to the feed roll with has a roughened surface Material Sticks to the conveying roll when the conveying roll temperature is is at least 17ºC higher than the feed roll The process may become unstable under some conditions

12
HAD HDPE

13
HAD HDPE

16
HAD HDPE

17
Sample ejection from the gap
gׂ=70 s-1, t=0.1 s, g=7 Sample ejection from the gap gׂ=60 s-1 gׂ=50 s-1 gׂ=70 s-1 gׂ=23 s-1 gׂ=10 s-1 gׂ=5 s-1 gׂ=10 s-1, t=1 s, g=10 t=0 s, g=0

18
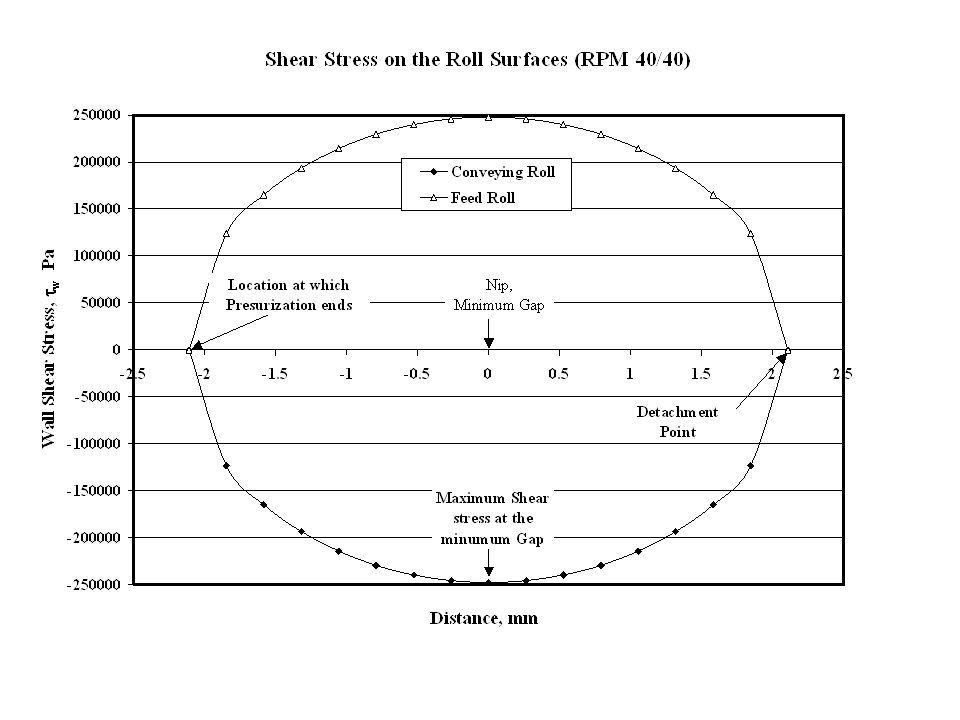
Critical wall shear stress values at slip in torsional flow
HDPE: @ 170C tc=0.22 MPa @ 190C tc= 0.22 MPa @ 210C tc= 0.23 MPa

19
R, Radius of the roll V1 2h V2 Case-a Case-b Pmax Velocity Extremum y

20
V1>V2 V1>V2 V1<V2 V1<V2 V1 V1 V2 V2
Case-c: No velocity extremum exists in the nip Case-d: No velocity extremum exists in the nip V1<V2 V1<V2 V1 V1 V2 V2 Case-e: No velocity extremum exists in the nip Case-f: No velocity extremum exists in the nip

21
Motion of a particle on the feed roll

22
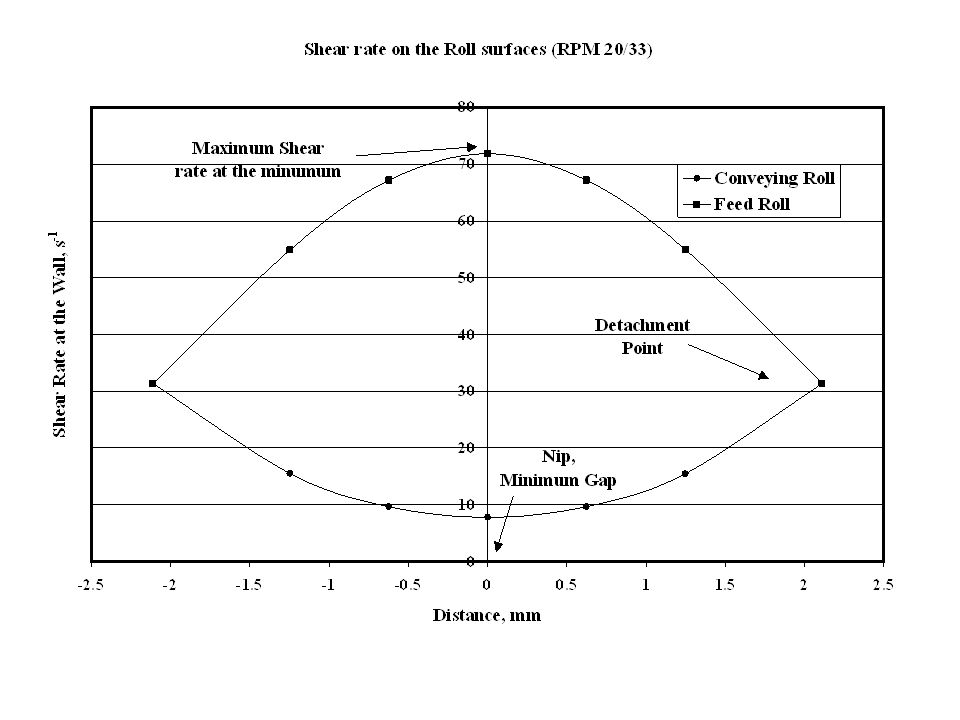
Conveying Roll surface
Feed Roll surface

24
R, Radius of the roll V1 2h V2 Case-a Case-b Pmax Velocity Extremum y

25
Maximum pressure Atmospheric pressure

26
White regions are partially detached
Islands of detachments appear when both rolls turn at the same relatively high speed

30
Material detaches from feed roll when the rolls turn at relatively large differential speeds

31
Conveying Roll surface
Feed Roll surface

34
Conveying Roll surface
Feed Roll surface

37
Typical results Run Nr. Material Temperature oC Wall thickness mm
Feed roll RPM Conveying roll Nip shear stress on feed roll, Pa 1 164 2.3 16 29 2.23 105 2 2.2 20 33 2.46 105 3 162 1.65 40 2.47 105 4 1.61 1.9 105

38
Conclusions: The onset of strong wall slip at a critical shear stress of 0.22 MPa (documented with the steady torsional flow) for the HDPE coincides with the shear stress at which detachment of the melt from the feed roll occurs during shear roll mill process. The material detaches uniformly everywhere along the rolls if both rolls turn at high speeds with a relatively large speed differential, while only islands of detachment appear if the roll turn at the same high speed. Temperature and surface roughness are the two factors that determine which roll the melt will stick onto.
 for the HDPE coincides with the shear stress at which detachment of the melt from the feed roll occurs during shear roll mill process. The material detaches uniformly everywhere along the rolls if both rolls turn at high speeds with a relatively large speed differential, while only islands of detachment appear if the roll turn at the same high speed. Temperature and surface roughness are the two factors that determine which roll the melt will stick onto.")
39
Conclusions These findings here can be used to select operating conditions and geometry for the shear roll milling operations and for process control. However, for the gun propellants the rheological behavior and hence the wall slip behavior is going to change with the moisture content and this important effect needs to be kept track of.

40
We are grateful for the funding of the US Army
TACOM/ARDEC under DAAE30-01-C-1039 and the contributions of: C. Topolski, S. Rosenberg, E. Krajowski, and B. Elmasri of US Army Mr. J. Kowalczyk of Shear Tool and Mr. J. Graybill of MPR H. Zeigler of ATK Thiokol Propulsion and A. Wellm of Nitrochemie

Similar presentations





















 - 1 Powder Metallurgy. MECH152-L22-1 (1.0) - 2 Typical Parts.>")






 B.Sc (ENGINEERING) LEVEL 2 (Semester 2)>")

