Download presentation
Presentation is loading. Please wait.

1
Industrial Biotechnology
Lecturer Dr. Kamal E. M. Elkahlout Assistant Prof. of Biotechnology

2
Bioreactor Design & Types of Bioreactors
CHAPTER 9 Bioreactor Design & Types of Bioreactors

3
Introduction The function of the fermenter or bioreactor is to provide a suitable environment in which an organism can efficiently produce a target product—the target product might be · Cell biomass · Metabolite · Bioconversion Product The sizes of the bioreactor can vary over several orders of magnitudes. The microbial cell culture (few mm3), shake flask ( ml), laboratory fermenter ( 1 – 50 L), pilot scale (0.3 – 10 m3) to plant scale ( 2 – 500 m3) are all examples of bioreactors.
, shake flask ( ml), laboratory fermenter ( 1 – 50 L), pilot scale (0.3 – 10 m3) to plant scale ( 2 – 500 m3) are all examples of bioreactors.")
4
Introduction The performance of any fermenter depends on the following key factors: · Agitation rate · Oxygen transfer · pH · Temperature · Foam production The design and mode of operation of a fermenter mainly depends on the production organism, the optimal operating condition required for target product formation, product value and scale of production. The design also takes into consideration the capital investment and running cost.

5
Introduction · Large volume and low value products like alcoholic beverages need simple fermenters and do not need aseptic condition. · High value and low volume products require more elaborate system of operation and aseptic condition. The Designing of a Bioreactor also has to take into considerations the Unique Aspects of Biological Processes: A) The concentrations of starting materials (substrates) and products in the reaction mixture are frequently low; both the substrates and the products may inhibit the process.
 The concentrations of starting materials (substrates) and products in the reaction mixture are frequently low; both the substrates and the products may inhibit the process.")
6
Introduction Cell growth, the structure of intracellular enzymes, and product formation depend on the nutritional needs of the cell (salts, oxygen) and on the maintenance of optimum biological conditions (temperature, concentration of reactants, and pH) within narrow limits. B) Certain substances, inhibitors, effectors, precursors, metabolic products influence the rate and the mechanism of the reactions and intracellular regulation. C) Microorganisms can metabolize unconventional or even contaminated raw materials (cellulose, molasses, mineral oil, starch, ores, wastewater, exhaust air, biogenic waste), a process which is frequently carried out in highly viscous media.
 and on the maintenance of optimum biological conditions (temperature, concentration of reactants, and pH) within narrow limits. B) Certain substances, inhibitors, effectors, precursors, metabolic products influence the rate and the mechanism of the reactions and intracellular regulation. C) Microorganisms can metabolize unconventional or even contaminated raw materials (cellulose, molasses, mineral oil, starch, ores, wastewater, exhaust air, biogenic waste), a process which is frequently carried out in highly viscous media.")
7
Introduction D) In contrast to isolated enzymes or chemical catalysts, mo’s adapt the structure and activity of their enzymes to the process conditions, whereby selectivity and productivity can change. Mutations of the microorganisms can occur under sub optimal biological conditions. E ) Microorganisms are frequently sensitive to strong shear stress and to thermal and chemical influences. F) Reactions generally occur in gas-liquid -solid systems, the liquid phase usually being aqueous. G) Continuous bioreactors often exhibit complicated dynamic behavior.
 In contrast to isolated enzymes or chemical catalysts, mo’s adapt the structure and activity of their enzymes to the process conditions, whereby selectivity and productivity can change. Mutations of the microorganisms can occur under sub optimal biological conditions. E ) Microorganisms are frequently sensitive to strong shear stress and to thermal and chemical influences. F) Reactions generally occur in gas-liquid -solid systems, the liquid phase usually being aqueous. G) Continuous bioreactors often exhibit complicated dynamic behavior.")
8
Introduction H) The microbial mass can increase as biochemical conversion progresses. Effects such as growth on the walls, flocculation, or autolysis of microorganisms can occur during the reaction.

9
Installation of a fermenter; S-steam; C-condensate;
W-water; A-air. The steam line permits inplace sterilization of valves, pipes and seals.

10
Requirements of Bioreactors
There is no universal bioreactor. The general requirements of the bioreactor are as follows: A) The design and construction of bioreactors must keep sterility from the start point to end of the process. B) Optimal mixing with low, uniform shear. C) Adequate mass transfer, oxygen. D) Clearly defined flow conditions. E) Feeding substrate with prevention of under or overdosing. F) Suspension of solids. G) Gentle heat transfer. H) Compliance with design requirements such as: ability to be sterilized; simple construction; simple measuring, control, regulating techniques; scale-up; flexibility; long term stability; compatibility with up- downstream processes; antifoaming measures.
 The design and construction of bioreactors must keep sterility from the start point to end of the process. B) Optimal mixing with low, uniform shear. C) Adequate mass transfer, oxygen. D) Clearly defined flow conditions. E) Feeding substrate with prevention of under or overdosing. F) Suspension of solids. G) Gentle heat transfer. H) Compliance with design requirements such as: ability to be sterilized; simple construction; simple measuring, control, regulating techniques; scale-up; flexibility; long term stability; compatibility with up- downstream processes; antifoaming measures.")
11
Fermenter Design The basic points of consideration while designing a fermentor: · Productivity and yield · Fermenter operability and reliability · Product purification · Water management · Energy requirements · Waste treatment Other few significant things to be taken in account: · Design in features so that process control will be possible over reasonable ranges of process variables. · Operation should be reliable · Operation should be contamination free

12
Fermenter design To achieve these the fermenter should have:
· Heat and oxygen transfer configuration · Sterilization procedures · Foam control · Fast and thorough cleaning system · Proper monitoring and control system Traditional design is open cylindrical or rectangular vessels made from wood or stone. Most fermentations are now performed in close system to avoid contamination. It should be constructed from non-toxic, corrosion-resistant materials. Small fermentation vessels of a few liters capacity are constructed from glass and/or stainless steel.

13
Fermenter design Pilot scale and many production vessels are normally made of stainless steel with polished internal surfaces Very large fermenters are often constructed from mild steel lined with glass or plastic, in order to reduce the cost. If aseptic operation is required, all associated pipelines transporting air, inoculum and nutrients for the fermentation need to be sterilizable, usually by steam. Most vessel cleaning operations are now automated using spray jets, and called cleaning in place CIP. And located within the vessel. Associated pipe work must also be designed to reduce the risk of microbial contamination. There should be no horizontal pipes or unnecessary joints and dead stagnant spaces where material can accumulate; otherwise this may lead to ineffective sterilization.

14
Fermenter design Normally, fermenters up to 1000 L capacity have an external jacket, and larger vessels have internal coils. Pressure gauges and safety pressure valves must be incorporated, (required during sterilization and operation). For transfer of media pumps are used. Centrifugal pumps (generate high shear forces and path for easy contaminations), magnetically coupled, jet and peristaltic pumps. Alternate methods of liquid transfer are gravity feeding or vessel pressurization. In fermentations operating at high temperatures or containing volatile compounds, a sterilizable condenser may be required to prevent evaporation loss. Fermenters are often operated under positive pressure to prevent entry of contaminants.
. For transfer of media pumps are used. Centrifugal pumps (generate high shear forces and path for easy contaminations), magnetically coupled, jet and peristaltic pumps. Alternate methods of liquid transfer are gravity feeding or vessel pressurization. In fermentations operating at high temperatures or containing volatile compounds, a sterilizable condenser may be required to prevent evaporation loss. Fermenters are often operated under positive pressure to prevent entry of contaminants.")
15
Control of Physicochemical Parameters
A) Agitation: Agitation of suspended cell fermentations is performed in order to mix the three phases within a fermenter liquid phase contains dissolved nutrients and metabolites gaseous phase is predominantly oxygen and carbon dioxide solid phase is made up of the cells and any solid substrates that may be present. Mixing should produce homogeneous conditions and promote a) Nutrient transfer b) Gas transfer c) Heat transfer Heat transfer is necessary during both sterilization and for temperature maintenance during operation.
 Agitation: Agitation of suspended cell fermentations is performed in order to mix the three phases within a fermenter. liquid phase contains dissolved nutrients and metabolites. gaseous phase is predominantly oxygen and carbon dioxide. solid phase is made up of the cells and any solid substrates that may be present. Mixing should produce homogeneous conditions and promote. a) Nutrient transfer. b) Gas transfer. c) Heat transfer. Heat transfer is necessary during both sterilization and for temperature maintenance during operation.")
16
Control of Physicochemical Parameters
Transfer into liquid from the gaseous phase is enhanced by agitation: It prolongs retention of air bubbles in suspension, reduces bubble size to increase the surface area for oxygen transfer, prevents bubble coalescence and decreases the film thickness at the gas-liquid interface. Maintenance of suitable shear conditions during the fermentation is very important: Certain agitation systems develop high shear that may damage shear-sensitive cells. Low shear systems can lead to cell flocculation or unwanted growth on surfaces, such as on the vessel walls, stirrer and electrodes. The mixing of nutrients and gaseous exchange within any fermenter is influenced by:

17
Control of Physicochemical Parameters
a. medium density and rheology, b. size and geometry of the vessel c. the amount of power used in system. CSTRs have agitators with multiple impellers to give a well mixed homogeneous environment. Nevertheless, in reality, non-uniform conditions normally prevail in vessel greater than 500 liters capacity. No direct contact exists between the Cooling/Heating system and the fermentation medium. The heat is conducted through the vessel wall, coils and baffles. These systems are also used to sterilize the vessel and contents before inoculation, by the injection of pressurized steam contents before inoculation.

18
Control of Physicochemical Parameters
Automatic temperature control during the fermentation is accomplished by injecting either cold or hot water into the outer jacket and/or internal coils. In some circumstances alternative cooling media may be used, e.g. glycol. Mass transfer Transfer of nutrients from the aqueous phase into the microbial cells during fermentation is relatively straightforward as the nutrients are normally provided in excess. A. Transport of Nutrients The performance of the reactor is affected if the rate of the transport of the limiting nutrients is slower than the rate of utilization by the cells. Efficiency of the bioprocess could be increased by increasing the rate of transport of a limiting nutrient.

19
Control of Physicochemical Parameters
B. Transport of Oxygen Compressed air entering a fermenter is usually stripped of moisture and any oil vapors that may originate from the compressor. To prevent the risk of contamination, gases introduced into the fermenter should be passed through a sterile filter. A similar filter on the air exhaust system avoids environmental contamination. Sterile filtered air or oxygen normally enters the fermenter through a sparger system, and airflow rates for large fermenters rarely exceed volumes of air per volume of medium per minute (v/v/m). To promote aeration in stirred tanks, the sparger is usually located directly below the agitator.
. To promote aeration in stirred tanks, the sparger is usually located directly below the agitator.")
20
Control of Physicochemical Parameters
Sparger structures can affect the overall transfer of oxygen into the medium, as it “influences the size of the gas bubbles produced. Small bubbles are desirable because the smaller the bubble, the larger the surface area to volume ratio, which provides greater oxygen transfer. However, spargers with small pores that are effective in producing small air bubbles are more prone to blockage and require a higher energy input. The availability of the oxygen depends on: · Solubility · Mass transfer rate of oxygen in the fermentation broth · Rate of utilization of DO by microbial biomass.

21
Control of Physicochemical Parameters
To enhance the rate of bioconversions, sometimes the inoculum concentration is increased. This is adversely affects the oxygen availability to the cells. High density of cells causes rapid depletion of dissolved oxygen in the fermentation media, as there is a misbalance between the oxygen consumption rate and the rate of oxygen transfer. In such cases the rate of oxygen transfer from the gas phase into the liquid media need to be enhanced to improve the rate of bioconversion.

22
Control of Physicochemical Parameters
The major resistance in oxygen transfer to cells are: · Gas film resistance between the bulk gas and gas-liquid interface · Interfacial resistance at the gas-liquid interface · Liquid film resistance between the interface and bulk liquid phase · Liquid phase resistance for the transfer of oxygen to the liquid film surrounding a microbial cell · Liquid film resistance around cells · Intracellular resistance

23
Control of Physicochemical Parameters
The total oxygen transfer resistance is the sum of the individual resistance. The gas film resistance is almost negligible. Liquid film around a single cell has negligible resistance to the diffusion of oxygen but when the cells are in pellets form, then the liquid film resistance around the cell is significant. Intracellular oxygen transfer resistance is usually negligible compared to other factors. If there is pellet formation, intrapellet resistance may be important since oxygen has to diffuse through the intercellular space to available cells. Size of pellet is important to avoid formation of anaerobic regions. The critical size of the clumps (pellets) depends upon:
 depends upon:")
24
Control of Physicochemical Parameters
a. The rate of consumption of oxygen, b. Diffusivity of oxygen c. The concentration of dissolved oxygen in the medium The major resistance is due to the liquid film around the gas bubble. In a well mixed fermenter, the concentration of dissolved oxygen in the bulk liquid phase is constant and the concentration gradient in the bulk liquid will thus be negligible. When proper mixing in the fermentation media is difficult to achieve, there may be significant concentration gradient within the bulk liquid and hence the oxygen transfer resistance in the bulk liquid may not be negligible. Bulk fluid mixing is thus taken into consideration in the design of aerobic fermenters to reduce the oxygen transfer resistance.

25
Oxygen mass transfer from an air bubble to a microbial cell

26
Physical Factors Affecting Oxygen Transfer
Temperature: Temperature affects the solubility and diffusivity of oxygen in the fermentation broth. The solubility of oxygen decreases but diffusivity increase with the rise in temperature. Pressure: The partial pressure of oxygen in the gas phase mainly affects the solubility of oxygen. In certain fermentation systems, increasing the total pressure of air supplied to the fermenter or else by operating the system under a constant high pressure head of air improve the rate of oxygen transfer. In aerobic fermentors , oxygen is supplied to the fermentation medium by sparging air bubbles underneath the impeller of an agitated fermentor. Oxygen from a rising air bubble is first dissolved in the fermentation medium and then taken up by the cells.

27
Physical Factors Affecting Oxygen Transfer
In CSTR, the rate of oxygen transfer varies with the power supplied for agitation of fermentation broth, hence estimation of the power requirement for effective agitation and oxygen transfer is essential for the design of aerobic bioreactors. When high biomass concentrations are used to increase productivity it also creates an enormous demand for oxygen. The operation of aerobic processes is generally more demanding, as it is difficult to prevent oxygen from becoming a rate-limiting factor. Oxygen transfer is complex, as it involves a phase change from its gaseous phase to the liquid phase, and is influenced by the following factors: 1. the prevailing physical conditions; temperature, pressure and surface area of air/oxygen bubbles;

28
Physical Factors Affecting Oxygen Transfer
2. the chemical composition of the medium; 3. the volume of gas introduced per unit reactor volume per unit time; 4. the type of sparger system used to introduce air into the fermenter; 5. the speed of agitation; or 6. a combination of these factors. During aerobic fermentations molecular oxygen must be maintained at optimal concentrations to ensure maximum productivity. The two steps associated with an oxygen mass balance are the rate at which oxygen can be delivered to the biological system (oxygen transfer rate, OTR) and the rate at which it is utilized by the microorganisms (critical oxygen demand).
 and the rate at which it is utilized by the microorganisms (critical oxygen demand).")
29
Physical Factors Affecting Oxygen Transfer
If the rate of oxygen utilization is greater than OTR, anaerobic conditions will develop, which may limit growth and productivity. OTR may be raised by elevating the pressure, enriching the inlet air oxygen, and increasing both agitation and airflow rates. In order for oxygen to transfer from the gaseous phase to an individual cell or site of reaction, it must pass through several points of resistance. 1. resistance within the gas film to the phase boundary. 2. penetration of the phase boundary between the gas bubble and bulk liquid; 3. transfer from the phase boundary to the bulk liquid; 4. movements within the liquid; 5. transfer to the surface of the cell;

30
Physical Factors Affecting Oxygen Transfer
6. entries into cell; and 7. transport to the site of reaction within the cell. The rate-limiting step (controlling factor) in oxygen transfer is the movement of oxygen from the gaseous phase to the gas-liquid boundary layer, particularly for viscous media, Gaseous oxygen molecules move rapidly, due to their kinetic energy. However, to enter the liquid they have to cross this boundary layer at the surface of the bubble. This is composed of a thin layer of oxygen molecules that line the inside of the bubble and a thicker layer of water molecules coating the bubble surface. Diffusion across this boundary is particularly influenced by temperature, solutes and surfactants.
 in oxygen transfer is the movement of oxygen from the gaseous phase to the gas-liquid boundary layer, particularly for viscous media, Gaseous oxygen molecules move rapidly, due to their kinetic energy. However, to enter the liquid they have to cross this boundary layer at the surface of the bubble. This is composed of a thin layer of oxygen molecules that line the inside of the bubble and a thicker layer of water molecules coating the bubble surface. Diffusion across this boundary is particularly influenced by temperature, solutes and surfactants.")
31
Physical Factors Affecting Oxygen Transfer
Once in the liquid, the rate of oxygen acquisition by cells depends on the oxygen gradient between the oxygen in the bulk liquid and at the site of utilization. Movement in the bulk liquid is aided by good mixing. The rate of use by the biological system will be determined by the affinity and saturation characteristics of the terminal oxidase. As microorganisms exhibit different oxygen requirements, the level of aeration necessary will vary from fermentation to fermentation.

32
Transfer of Heat in Bioreactors
Microbial growth is usually accompanied by the release of metabolic heat into the fermentation medium. Metabolic activities can generate as much as BTU gal-1h-1 of thermal energy, while mechanical energy inputs of 0.5 and 2.5 HP per 100 gal can generate an additional BTU gal-1h-1. To maintain a constant temperature in the fermenter, heat is either supplied or removed from the fermentation broth during the course of fermentation. Heat transfer takes place in well stirred fermenters by forced convection. In fixed bed microbial reactors heat transfer takes place by natural convection or phase change (evaporation-condensation).
.")
33
Heat Transfer Configurations:
The primary heat transfer configurations in fermentation vessels are: i. External jackets ii. Internal coils iii. External surface heat exchanger The internal coils though provide better heat transfer capabilities, but they cause problems of microbial film growth on coil surfaces, alteration of mixing patterns and fluid velocities. The external surface heat exchangers, the media is pumped through an external heat exchanger where the heat transfer takes place through the surface of exchanger tubes.

34
Introduction Bioreactors can be classified according to various different criteria: a. Type and form of biocatalyst: free cells in submerged cultures; carried bound or immobilized cells/enzymes; retention or recirculation of the biocatalyst b. Configuration: tank (height/diameter <3), column (height/ diameter > 3) c. Energy input and aeration: liquid phase; gas phase; combined d. Hydrodynamics: perfect mixing; partial mixing; no mixing; e. Mode of operation: batch; continuous; fed-batch.
, column (height/ diameter > 3) c. Energy input and aeration: liquid phase; gas phase; combined. d. Hydrodynamics: perfect mixing; partial mixing; no mixing; e. Mode of operation: batch; continuous; fed-batch.")
35
Bioreactor Designs The major types of bioreactors used in industry include: Stirred tank reactors In these reactors, mechanical stirrers (using impellers) are used to mix the reactor to distribute heat and materials (such as oxygen and substrates) Bubble column reactors These are tall reactors which use air alone to mix the contents Air lift reactors These reactors are similar to bubble column reactors, but differ by the fact that they contain a draft tube. The draft tube is typically an inner tube which improves circulation and oxygen transfer and equalizes shear forces in the reactor.
 are used to mix the reactor to distribute heat and materials (such as oxygen and substrates) Bubble column reactors. These are tall reactors which use air alone to mix the contents. Air lift reactors. These reactors are similar to bubble column reactors, but differ by the fact that they contain a draft tube. The draft tube is typically an inner tube which improves circulation and oxygen transfer and equalizes shear forces in the reactor.")
36
Bioreactor Designs Fluidized bed reactors
In fluidized bed reactors, cells are "immobilized" small particles which move with the fluid. The small particles create a large surface area for cells to stick to and enable a high rate of transfer of oxygen and nutrients to the cells Packed bed reactors In packed bed reactors, cells are immobilized on large particles. These particles do not move with the liquid. Packed bed reactors are simple to construct and operate but can suffer from blockages and from poor oxygen transfer. Flocculated cell reactors Flocculated cell reactors retain cells by allow them to flocculate. These reactors are used mainly in wastewater treatment.

37
Stirred Tank Bioreactors (STB)
STB is the choice for more than 70% of industrial work though it is not the best. STB’s have the following functions: Homogenization, suspension of solids, dispersion of gas-liquid mixtures, aeration of liquid and heat exchange. The STB is provided with a baffle and a rotating stirrer is attached either at the top or at the bottom of the bioreactor. Baffles are usually flat vertical plates whose width is about one-tenth of the vessel diameter. Normally, 4-6 baffle plates are fitted to the inside vessel walls to aid mixing and mass transfer by increasing turbulence, preventing vortex formation and eliminating ‘dead spaces’. Within each vessel the impeller is connected to an external motor, which drives the stirrer system.

38
Stirred Tank Bioreactors (STB)
The agitator assembly, including the seal, is often a potential route of contamination. To prevent this problem, the shaft has to pass into the fermenter through a set of aseptic seals. There are specific regulations regarding the numbers and types of seals. Two or three seals are required to minimize the risk of fermenter contamination. The effectiveness of agitation depends upon the design of the impeller blades, speed of agitation and the depth of liquid. Most STRs have height-diameter aspect ratios of 3: 1 or 4: 1. STRs must create high turbulence to maintain transfer rates, but this also generates considerable shear force.

39
Stirred Tank Bioreactors (STB)
Many animal and plant cells are shear-sensitive and excessive stirring may result in cell disruption. In these cases STRs may be unsuitable without modification, and airlift or supported biofilm reactors may be preferred. The typical decision variables are: type, size, location and the number of impellers; sparger size and location. These determine the hydrodynamic pattern in the reactor, which in turn influence mixing times, mass and heat transfer coefficients, shear rates etc. Since stirred tank reactors are commonly used for batch processes with slight modifications, these reactors are simple in design and easier to operate. The industry, still prefers stirred tanks because in case of contamination or any other substandard product formation the loss is minimal.

40
Stirred Tank Bioreactors (STB)
The batch stirred tanks generally have low volumetric productivity. The downtimes are quite large and unsteady state fermentation imposes stress to the microbial cultures due to nutritional limitations. The fed batch mode eliminates this limitation. The STBs offer excellent mixing and good mass transfer rates. The cost of operation is lower and the reactors can be used with a variety of microbial species. STR with immobilized cells is not favored generally due to attrition problems, however by separating the zone of mixing from the zone of cell culturing one can successfully operate the system

41
Design of Stirred Tank Fermenter

42
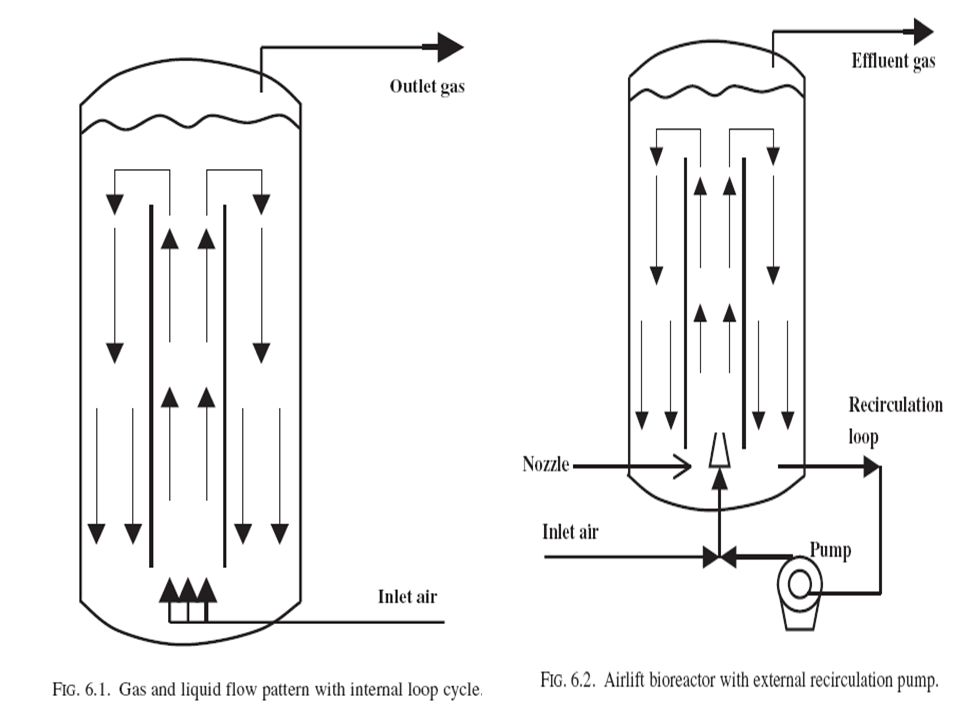
Airlift Bioreactors (ALB)
Airlift bioreactors (ALB) are generally classified as pneumatic reactors without any mechanical stirring arrangements for mixing and use the expansion of compressed gas to bring about the mixing. The turbulence caused by the fluid flow ensures adequate mixing of the liquid. The draft tube is provided in the central section of the reactor. The introduction of the fluid (air/liquid) causes upward motion and results in circulatory flow in the entire reactor. Even large fermenters doesn’t require internal cooling coils as a jacket can normally provide sufficient heat transfer, due to the rapid movement of fluid within the vessel. The air/liquid velocities will be low and hence the energy consumption is also low. ALBs can be used for both free and immobilized cells.
 are generally classified as pneumatic reactors without any mechanical stirring arrangements for mixing and use the expansion of compressed gas to bring about the mixing. The turbulence caused by the fluid flow ensures adequate mixing of the liquid. The draft tube is provided in the central section of the reactor. The introduction of the fluid (air/liquid) causes upward motion and results in circulatory flow in the entire reactor. Even large fermenters doesn’t require internal cooling coils as a jacket can normally provide sufficient heat transfer, due to the rapid movement of fluid within the vessel. The air/liquid velocities will be low and hence the energy consumption is also low. ALBs can be used for both free and immobilized cells.")
43
Airlift Bioreactors (ALB)
There are very few reports on ALBs for metabolite production. The advantages of Airlift reactors are the elimination of attrition effects generally encountered in mechanical agitated reactors. It is ideally suited for aerobic cultures since oxygen mass transfer coefficient are quite high in comparison to stirred tank reactors.

45
Fluidized Bed Bioreactors (FBB)
Fluidized bed bioreactors (FBB) have received increased attention in the recent years due to their advantages over other types of reactors. Most of the FBBs developed for biological systems involving cells as biocatalysts are three phase systems (solid, liquid & gas). The FBBs are generally operated in co-current upflow with liquid as continuous phase and other more unusual configurations like the inverse three phase fluidized bed or gas solid fluidized bed are not of much importance. Usually fluidization is obtained either by external liquid recirculation or by gas fed to the reactor. In the case of immobilized enzymes the usual situation is of two-phase systems involving solid and liquid but the use of aerobic biocatalyst necessitate introduction of gas (air) as the third phase.
 have received increased attention in the recent years due to their advantages over other types of reactors. Most of the FBBs developed for biological systems involving cells as biocatalysts are three phase systems (solid, liquid & gas). The FBBs are generally operated in co-current upflow with liquid as continuous phase and other more unusual configurations like the inverse three phase fluidized bed or gas solid fluidized bed are not of much importance. Usually fluidization is obtained either by external liquid recirculation or by gas fed to the reactor. In the case of immobilized enzymes the usual situation is of two-phase systems involving solid and liquid but the use of aerobic biocatalyst necessitate introduction of gas (air) as the third phase.")
46
Fluidized Bed Bioreactors (FBB)
In comparison to conventional mechanically stirred reactors, FBBs provide a much lower attrition of solid particles. The biocatalyst concentration can significantly be higher and washout limitations of free cell systems can be overcome. In comparison to packed bed reactors FBBs can be operated with smaller size particles without the drawbacks of clogging, high liquid pressure drop, channeling and bed compaction. The smaller particle size facilitates higher mass transfer rates and better mixing. The volumetric productivity attained in FBBs is usually higher than in stirred tank and packed bed bioreactors.

47
Fluidized Bed Bioreactors (FBB)
")
48
Fluidized Bed Bioreactors (FBB)
")
49
Packed Bed Bioreactors
Packed bed or fixed bed bioreactors are commonly used with attached biofilms especially in wastewater engineering. The use of packed bed reactors gained importance after the potential of whole cell immobilization technique has been demonstrated. The immobilized biocatalyst is packed in the column and fed with nutrients either from top or from bottom. One of the disadvantages of packed beds is the changed flow characteristic due to alterations in the bed porosity during operation. While working with soft gels like alginates, carragenan etc the bed compaction which generally occurs during fermentation results in high pressure drop across the bed.

50
Packed Bed Bioreactors
In many cases the bed compaction was so severe that the gel integrity was severely hampered. In addition channeling may occur due to turbulence in the bed. Though packed beds belong to the class of plug flow reactors in which back-mixing is absent in many of the packed beds slight amount of back-mixing occurs which changes the characteristics of fermentation. Packed beds are generally used where substrate inhibition governs the rate of reaction. The packed bed reactors are widely used with immobilized cells. Several modifications such as tapered beds to reduce the pressure drop across the length of the reactor, inclined bed, horizontal bed, rotary horizontal reactors have been tried with limited success.

51
Packed Bed Bioreactors

Similar presentations

















 to produce food, drugs or other products. What.>")


