Download presentation
Presentation is loading. Please wait.

1
Section 7 Acceptance Sampling

2
Typical application of acceptance sampling is for lot disposition, sometimes referred to as lot sentencing, for receiving inspection activities Accepted lots are put into production Rejected lots may be returned to supplier or subjected to other lot-disposition action Sampling methods may also be used during various stages of production

6
One major classification is by data type, variables and attributes
Another is based on the number of samples required for a decision. These include: Single-sampling plans Double-sampling plans Multiple-sampling plans Sequential-sampling plans Single-, double-, multiple-, and sequential sampling plans can be designed to produce equivalent results. Factors to consider include: Administrative efficiency Type of information produced by the plan Average amount of inspection required by plan Impact of the procedure on manufacturing flow

7
There are a number of important considerations informing lots for inspection, including:
Lots should be homogeneous. Larger lots are preferred over smaller ones. Lots should be conformable to materials-handling systems used in both supplier and consumer facilities.

8
An acceptance-sampling plan consists of sample size and acceptance/rejection criteria for lot sentencing An acceptance-sampling scheme is a set of procedures consisting of acceptance-sampling plans in which lot sizes, sample sizes, and acceptance/rejection criteria along with amount of 100% inspection and sampling are related A sampling system is a unified collection of one or more schemes

10
Acceptance Sampling Plans
Goal of Acceptance Sampling plans is to determine the criteria for acceptance or rejection based on: Size of the lot (N) Size of the sample (n) Number of defects above which a lot will be rejected (c) Level of confidence we wish to attain There are single, double, and multiple sampling plans Which one to use is based on cost involved, time consumed, and cost of passing on a defective item Can be used on either variable or attribute measures, but more commonly used for attributes
 Size of the sample (n) Number of defects above which a lot will be rejected (c) Level of confidence we wish to attain. There are single, double, and multiple sampling plans. Which one to use is based on cost involved, time consumed, and cost of passing on a defective item. Can be used on either variable or attribute measures, but more commonly used for attributes.")
11
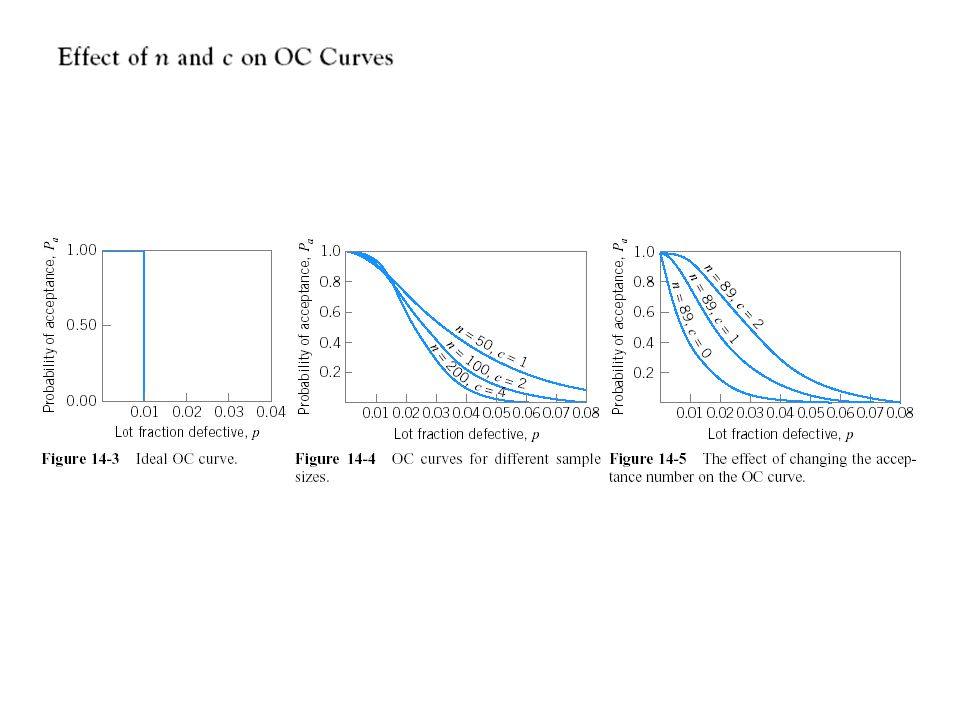
Operating Characteristics (OC) Curves
OC curves are graphs which show the probability of accepting a lot given various proportions of defects in the lot X-axis shows % of items that are defective in a lot- “lot quality” Y-axis shows the probability or chance of accepting a lot As proportion of defects increases, the chance of accepting lot decreases Example: 90% chance of accepting a lot with 5% defectives; 10% chance of accepting a lot with 24% defectives

12
AQL, LTPD, Consumer’s Risk (α) & Producer’s Risk (β)
AQL is the small % of defects that consumers are willing to accept; order of 1-2% LTPD is the upper limit of the percentage of defective items consumers are willing to tolerate Consumer’s Risk (α) is the chance of accepting a lot that contains a greater number of defects than the LTPD limit; Type II error Producer’s risk (β) is the chance a lot containing an acceptable quality level will be rejected; Type I error
 is the chance of accepting a lot that contains a greater number of defects than the LTPD limit; Type II error. Producer’s risk (β) is the chance a lot containing an acceptable quality level will be rejected; Type I error.")
13
Developing OC Curves OC curves graphically depict the discriminating power of a sampling plan Cumulative binomial tables like partial table below are used to obtain probabilities of accepting a lot given varying levels of lot defectives Top of the table shows value of p (proportion of defective items in lot), Left hand column shows values of n (sample size) and x represents the cumulative number of defects found Table 6-2 Partial Cumulative Binomial Probability Table (see Appendix C for complete table) Proportion of Items Defective (p) .05 .10 .15 .20 .25 .30 .35 .40 .45 .50 n x 5 .7738 .5905 .4437 .3277 .2373 .1681 .1160 .0778 .0503 .0313 Pac 1 .9974 .9185 .8352 .7373 .6328 .5282 .4284 .3370 .2562 .1875 AOQ .0499 .0919 .1253 .1475 .1582 .1585 .1499 .1348 .1153 .0938
, Left hand column shows values of n (sample size) and x represents the cumulative number of defects found. Table 6-2 Partial Cumulative Binomial Probability Table (see Appendix C for complete table) Proportion of Items Defective (p) n. x Pac AOQ")
14
Example 6-8 Constructing an OC Curve
Lets develop an OC curve for a sampling plan in which a sample of 5 items is drawn from lots of N=1000 items The accept /reject criteria are set up in such a way that we accept a lot if no more that one defect (c=1) is found Using Table 6-2 and the row corresponding to n=5 and x=1 Note that we have a 99.74% chance of accepting a lot with 5% defects and a 73.73% chance with 20% defects
 is found. Using Table 6-2 and the row corresponding to n=5 and x=1. Note that we have a 99.74% chance of accepting a lot with 5% defects and a 73.73% chance with 20% defects.")
15
Average Outgoing Quality (AOQ)
With OC curves, the higher the quality of the lot, the higher is the chance that it will be accepted Conversely, the lower the quality of the lot, the greater is the chance that it will be rejected The average outgoing quality level of the product (AOQ) can be computed as follows: AOQ=(Pac)p Returning to the bottom line in Table 6-2, AOQ can be calculated for each proportion of defects in a lot by using the above equation This graph is for n=5 and x=1 (same as c=1) AOQ is highest for lots close to 30% defects
 can be computed as follows: AOQ=(Pac)p. Returning to the bottom line in Table 6-2, AOQ can be calculated for each proportion of defects in a lot by using the above equation. This graph is for n=5 and x=1 (same as c=1) AOQ is highest for lots close to 30% defects.")
19
The poorest quality level for the supplier’s process that a consumer would consider to be acceptable as a process average is called the acceptable quality level (AQL) AQL is a property of the supplier’s manufacturing process, not a property of the sampling plan The protection obtained for individual lots of poor quality is established by the lot tolerance percent defective (LTPD) Also called rejectable quality level (RQL) and the limiting quality level (LQL) LTPD is a level of lot quality specified by the consumer, not a characteristic of the sampling plan Sampling plans can be designed to have specified performance at the AQL and the LTPD points
 Also called rejectable quality level (RQL) and the limiting quality level (LQL) LTPD is a level of lot quality specified by the consumer, not a characteristic of the sampling plan. Sampling plans can be designed to have specified performance at the AQL and the LTPD points.")
25
AOQL is the maximum point on the curve

30
Advantage of a double-sampling plan over single sampling is that it may reduce total amount of required inspection Suppose first sample in a double-sampling plan is smaller than for a single-sampling plan If lot is accepted or reject on first sample, cost of inspection is lower Also possible to reject a lot without completing inspection of second sample

31
Refer to the textbook for calculations

39
Refer to Table 14-3 in the textbook (p. 671) for an example
 for an example")
42
Sampling procedure for inspection by attributes developed during World War II and is the most widely used acceptance-sampling system for attributes in the world today A collection of sampling schemes; therefore an acceptance-sampling system Provides for three types of sampling: single, double, and multiple Primary focal point is the acceptable quality level (AQL) Different AQLs may be designated for different types of defects: critical, major, and minor Generally specified in contract or by authority responsible for sampling Sample size is determined by lot size and by choice of inspection level
 Different AQLs may be designated for different types of defects: critical, major, and minor. Generally specified in contract or by authority responsible for sampling. Sample size is determined by lot size and by choice of inspection level.")
47
Refer to Tables 14-5, -6 and -7 in the textbook on pp. 676 – 678.

48
Several points about MIL STD 105E should be emphasized:
MIL STD 105E is AQL-oriented Not all possible sample sizes are possible (2,3,5,8,13,20,32,50, etc.) Sample sizes are related to lot sizes Switching rules are subject to criticism for both misswitching between inspection plans and discontinuation even though there has been no actual quality deterioration But a flagrant and common abuse of MIL STD 105E is failure to use the switching rules at all
 Sample sizes are related to lot sizes. Switching rules are subject to criticism for both misswitching between inspection plans and discontinuation even though there has been no actual quality deterioration. But a flagrant and common abuse of MIL STD 105E is failure to use the switching rules at all.")
50
Dodge-Romig (1959) tables give AOQL sampling plans for specified AOQL values
Six classes of values for process average are specified for various lot sizes Tables are available for both single and double sampling Designed so that average total inspection at a given AOQL and process average is approximately a minimum Refer to Table 14-8 for an example Dodge-Romig LTPD tables are designed so that the probability of lot acceptance at the LTPD is 0.1 Tables are provided for various LTPD values Refer to Table 14-9 for an example

Similar presentations































 Statistical Process Control – “Sampling to determine if process is within acceptable limits” Learned previously Acceptance.>")














