Download presentation
Presentation is loading. Please wait.

2
OSHA Outreach Safety Training General Industry Safety Standards
Welding, Cutting, and Brazing Subpart Q & Subpart J 29 CFR – 29 CFR 29 CFR – 29 CFR

4
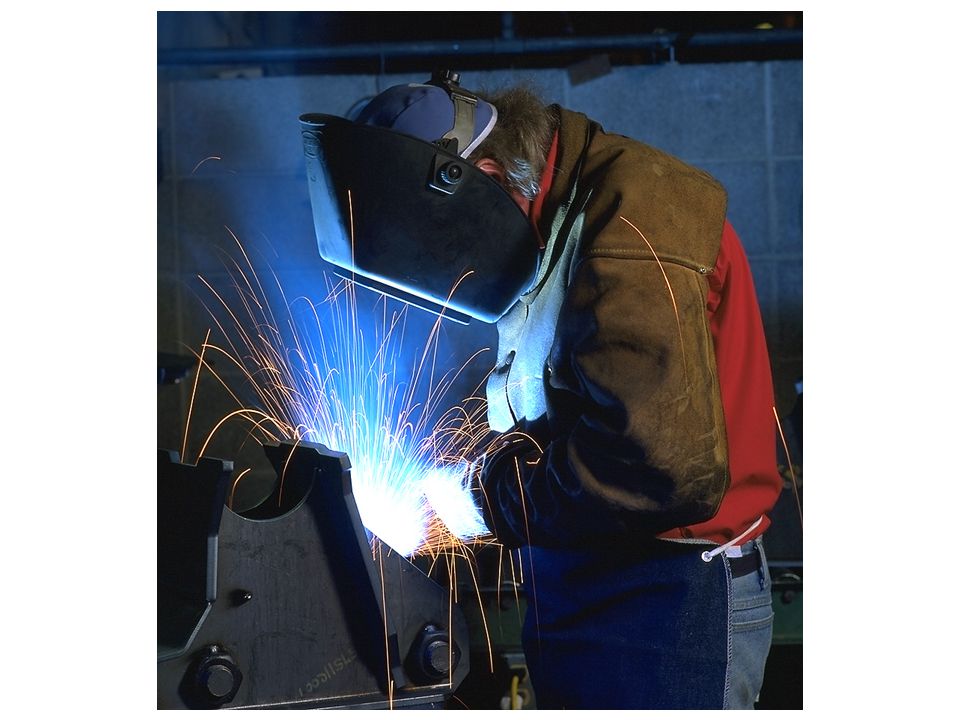
Introduction Welding is the most common method of joining metals in industry today. When welded, two pieces of similar metals are fused (melted) together. Once completed, the welded joint is as strong or stronger than the pieces from which the joint is formed.
 together. Once completed, the welded joint is as strong or stronger than the pieces from which the joint is formed.")
5
General Hazards General Hazards of welding include: Electrical Hazards
Harmful Fumes Heat and Light Radiation Fire and Explosions

6
Welding Health Hazards
Chemical Agents: ZINC: Inhalation to zinc oxide fumes can occur when welding or cutting on Zinc-coated metals. Causes metal fume fever. Symptoms are very similar to those common influenza. Fever, nausea, dryness of the throat, cough Rarely last beyond 24 hours.

7
Cadmium It is used frequently as a rust-preventive coating on steel and as alloying element. Acute exposures to high concentrations of cadmium fumes can produce sever lung irritation, pulmonary edema, and in some cases, death. Long-term exposure to low levels of cadmium in air can result in emphysema (a disease affecting the ability of the lung to absorb oxygen and can damage the kedneys.

8
Beryllium As an alloying element with copper and other base metals.
Acute exposure to high concentrations of beryllium can result in chemical pneumonia. Long-term exposure can result in shortness of breath, chronic cough, and significant weigh loss.

9
Fluorides Coatings of several fluxes used in welding.
Irritate the eyes, nose and throat. Repeated exposure to high concentrations of fluorides in air over a long period may cause pulmonary edema (fluid in the lungs) and bone damges.
 and bone damges.")
10
Phosgene Is formed by decomposition of chlorinated hydrocarbon solvents by ultraviolet radiation. It reacts with moisture in the lungs to produce hydrogen chloride which in turn destroys lung tissue. For this reason any use of chlorinated solvents should be well away from welding operations or any operations in which ultraviolet radiation or intense heat is generated (200 feet)
")
11
2- Physical Agents Ultra Violet Radiation: severe burns, can damage the lens of the eye. Infrared Radiation: heat the skin surface and the tissues immediately below the surface. Intense Visible Light: Shading of the eye

12
Types of Welding Gas Welding Arc Welding Oxygen and Arc Cutting

13
29 CFR Definitions Hot Work: work which may generate heat, flame, or sparks. (Welding, Cutting, Brazing, Grinding. Approved: means listed or approved by nationally recognized testing laboratory. Welder: mean any operator of electric or gas welding and cutting equipment.

14
29 CFR 1910.252 General Requirements
All the moveable fire hazards in the vicinity shall be taken to a safe distance (35 FT). If all the fire hazards cannot be removed, then guards shall be used to confine the heat, sparks, and slag, and to protect the immovable fire hazards. Suitable fire extinguishing equipment shall be maintained.
. If all the fire hazards cannot be removed, then guards shall be used to confine the heat, sparks, and slag, and to protect the immovable fire hazards. Suitable fire extinguishing equipment shall be maintained.")
15
Welding near wood and flammables.

16
Welding curtain to contain sparks and slag away from other operations.

17
Continued Fire watchers are required, to detect all sparks, to extinguish any fires, sounding the alarms. A fire watch shall be maintained for at least a half hour after completion of welding or cutting operations to detect and extinguish possible smoldering fires.

20
Continued Where combustible materials such as paper clippings, wood shavings, or textile fibers are on the floor. The floor shall be swept clean for a radius of 35 feet (10.7 m). Combustible floors shall be wet, or protected by fire-resistant shields.
. Combustible floors shall be wet, or protected by fire-resistant shields.")
21
Welding or Cutting Containers
No welding, cutting, or other hot works shall be performed on used drums, barrels, tanks, or other containers until they have been cleaned so thoroughly as to make absolutely certain that there are no flammable materials present.

22
Protection of Personnel
Fire resistant gloves Fire resistant clothing protect from sparks and hot metal. Safety Shoes Protective eye wear with proper filter. (Welding Helmet)
")
28
Filter Lens Shade Number Guide
Welding Operation Shade Number Shield Metal Arc Welding up to 4 mm electrode 10 Shield Metal Arc Welding (4.8 to 6.4 mm) electrodes 12 Shield Metal Arc Welding (6.4 mm) electrode 14 Gas Metal Arc Welding (Nonferrous) 11 Gas Metal Arc Welding (ferrous) Gas Tungsten Arc Welding Carbon Arc Welding 10 – 14 Torch Soldering 2 Torch Brazing 3 or 4 Light cutting up to 25 mm Medium cutting 25 to 150 mm 4 or 5 Heavy cutting over 150 mm 5 or 6 Gas welding (light) up to 3.2 Gas welding (medium) 3.2 to 12.7 Gas welding (heavy) over 12.7 6 or 8
 electrodes. 12. Shield Metal Arc Welding (6.4 mm) electrode. 14. Gas Metal Arc Welding (Nonferrous) 11. Gas Metal Arc Welding (ferrous) Gas Tungsten Arc Welding. Carbon Arc Welding. 10 – 14. Torch Soldering. 2. Torch Brazing. 3 or 4. Light cutting up to 25 mm. Medium cutting 25 to 150 mm. 4 or 5. Heavy cutting over 150 mm. 5 or 6. Gas welding (light) up to 3.2. Gas welding (medium) 3.2 to Gas welding (heavy) over or 8.")
29
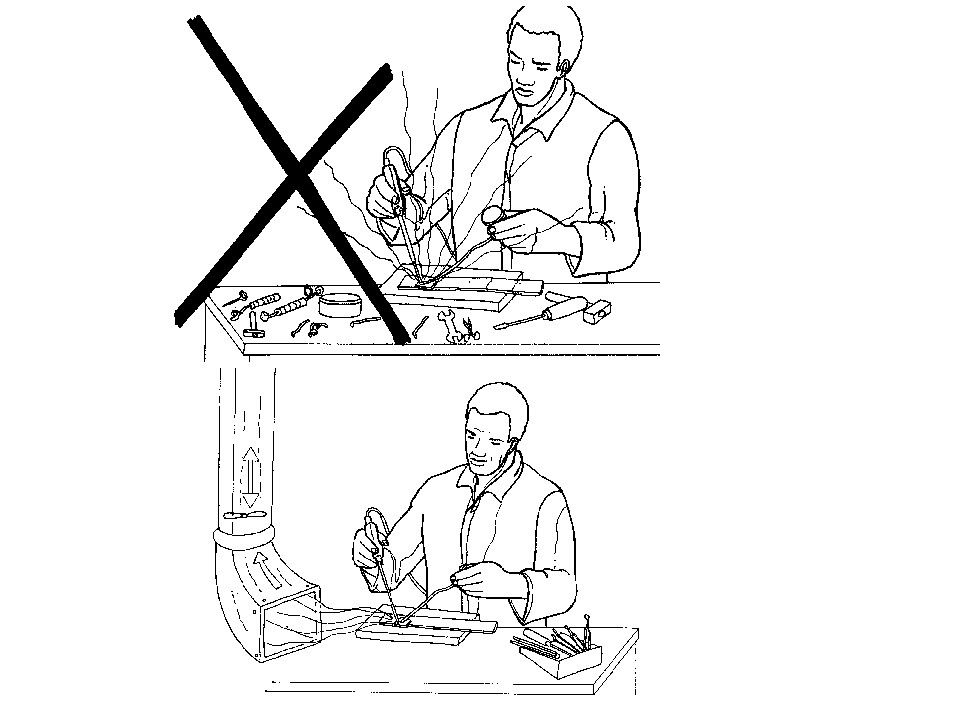
Health Protection and Ventilation
Mechanical ventilation is required when welding or cutting is done with materials (fluorine compounds, zinc, lead, cadmium, which are partially hazardous and have specific control requirements. Mechanical ventilation shall be provided: In space less than ft3 (284m3) per welder. In a room having a ceiling height of less than 16 feet (5m).
 per welder. In a room having a ceiling height of less than 16 feet (5m).")
30
Continued Such ventilation shall be at the minimum rate of 2,000 cubic feet (57m3) per minute per welder. When welding must be performed in a space entirely screened on all sides, (No ventilation restriction – 2 feet above the floor).
.")
32
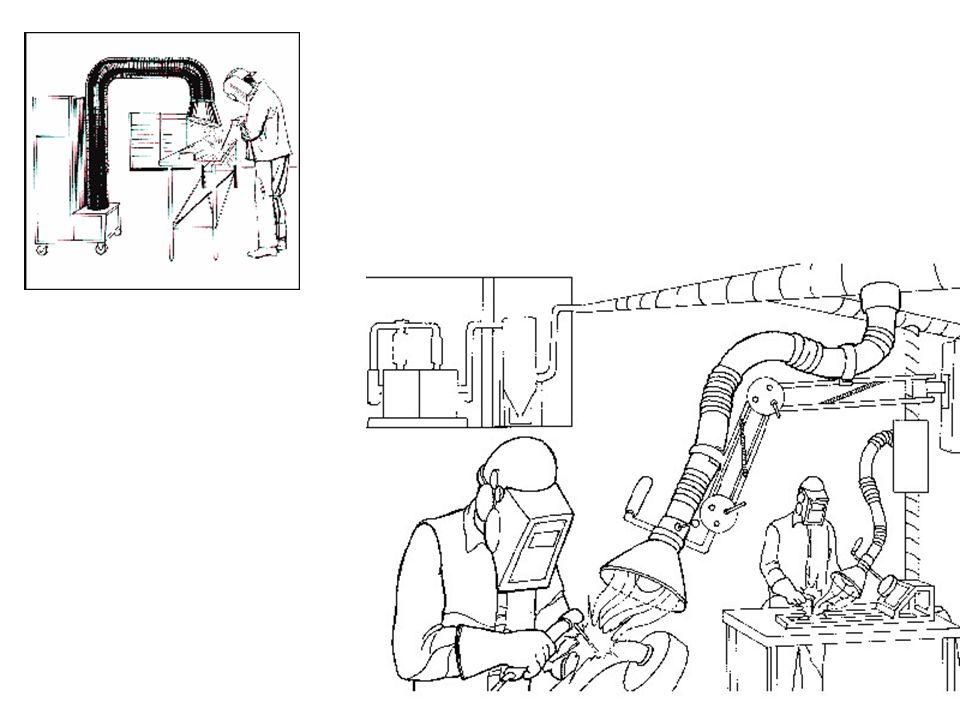
Movable Hoods Freely movable hoods intended to be placed by the welder as near as practicable to the work being welded . 100 linear feet per minute velocity in the direction of the hood.

38
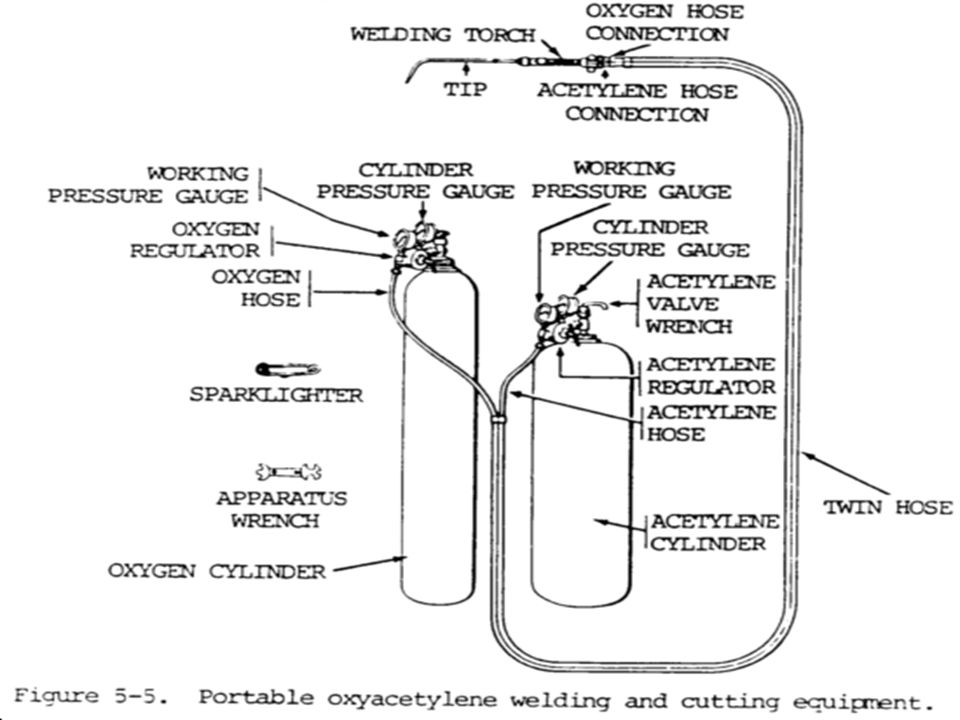
29 CFR 1910.253 Gas Welding and Cutting
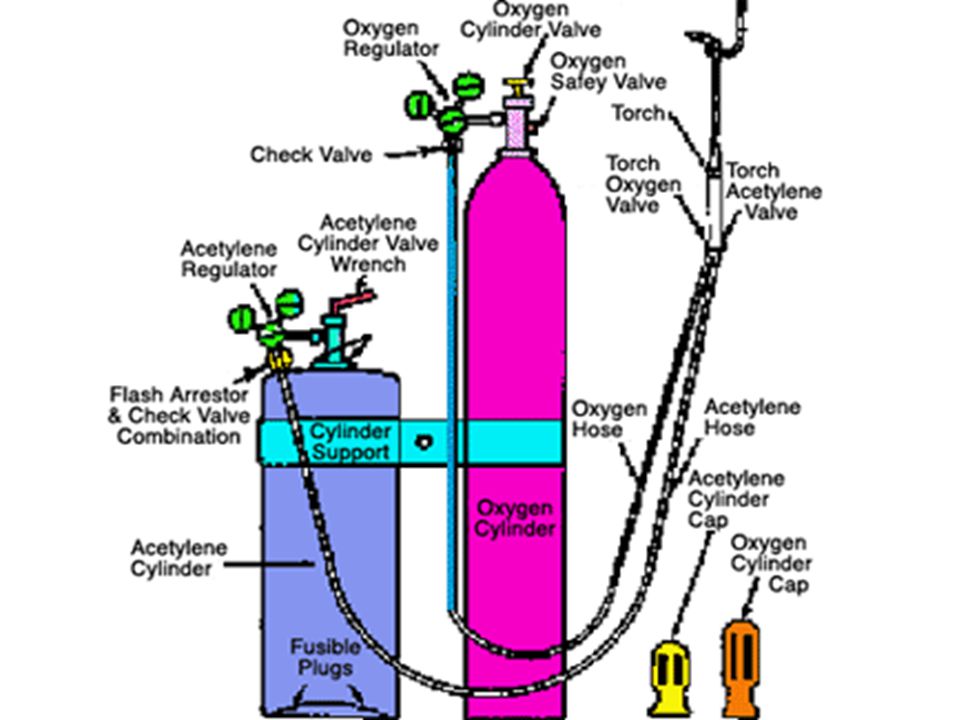
An oxyacetylene welding outfits is basically made up of: cylinders of oxygen and acetylene, regulators, hoses, and a torch. Oxygen and Acetylene are stored in separate cylinders in a high pressure, which is controlled by the regulators. Hoses carry the gases from the cylinders to the torch. The green hose carries Oxygen. The red Hose carries Acetylene. The gases are mixed inside the torch. When burned they produce a very hot flame. The flame is regulated by interchangeable torch tips and by the torch valves.

39
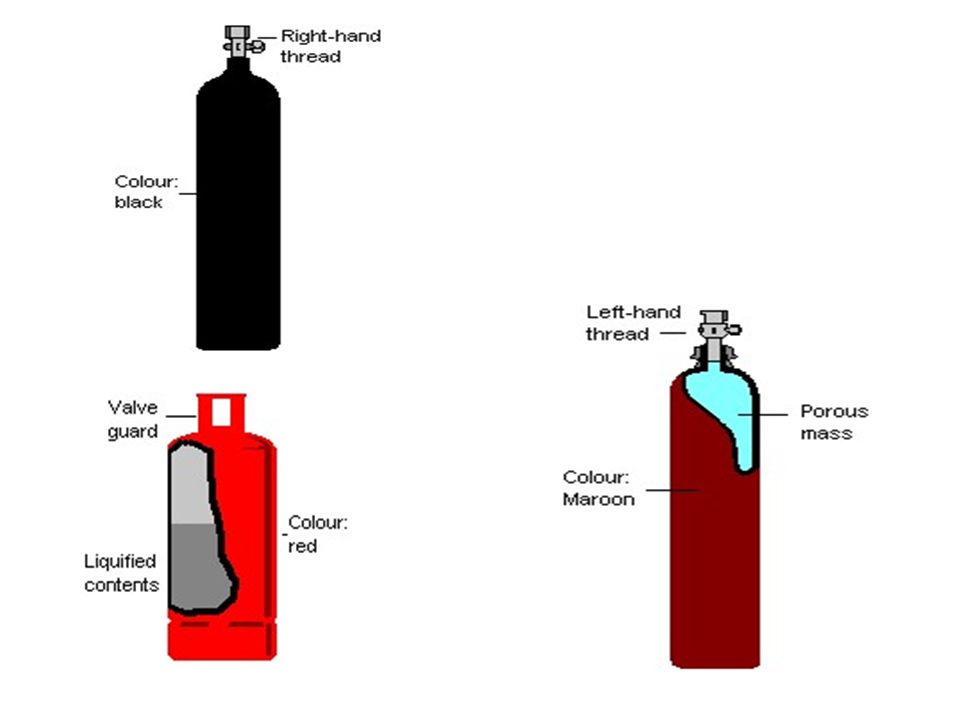
The green hose (oxygen) has right hand threads
The green hose (oxygen) has right hand threads. The red hose (acetylene) has left hand threads. The different colors & thread types prevent the accidental mixing of gases.
 has right hand threads. The red hose (acetylene) has left hand threads. The different colors & thread types prevent the accidental mixing of gases.")
41
Flash arrestor on a cylinder to prevent backflow.

42
Flash Back Arrestor on the acetylene and oxygen regulators

43
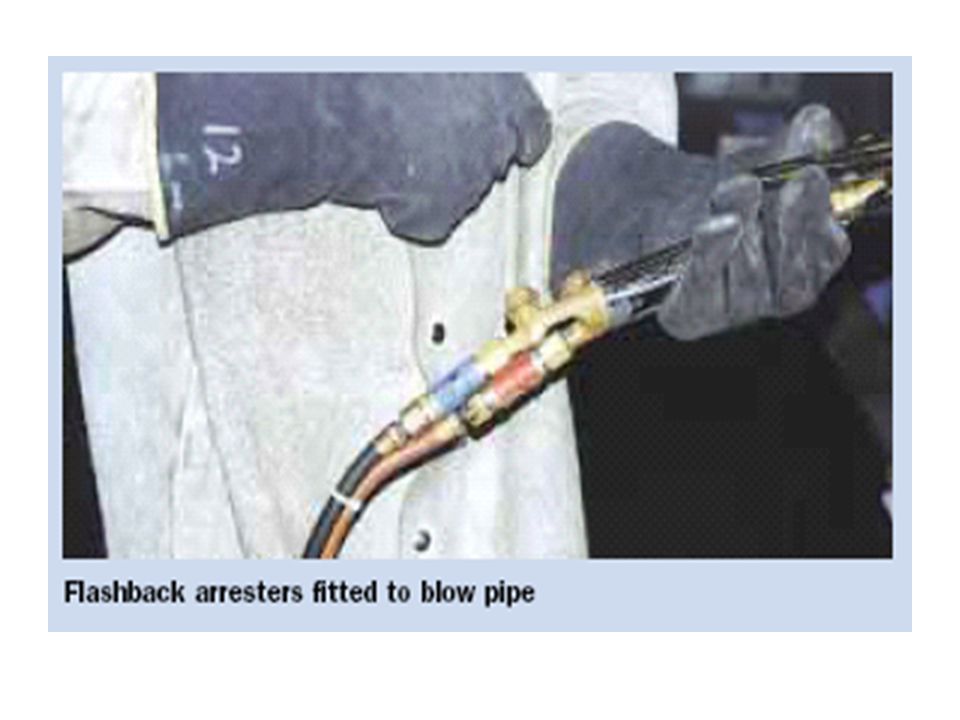
Non-return Valves on the Torch

46
Oxyacetylene Welding Equipment

51
Oxyacetylene Welding Torch

55
General Requirements Under no condition shall acetylene be generated or utilized at a pressure in excess of 15 psig. Using acetylene at a pressure in excess of 15 psig is a hazardous practice. Free gaseous acetylene is potentially unstable at pressure above 15 psig and could decompose with explosive violence.

56
Continued The decomposition characteristics of acetylene gas are avoided by keeping the gas in liquid solution and storing it in cylinders of unique construction. These cylinders contain porous calcium silicate filler (millions of microscopic pores) and a suitable solvent usually acetone. (has the ability to absorb over 400 times its own volume of acetylene at 70º F.
 and a suitable solvent usually acetone. (has the ability to absorb over 400 times its own volume of acetylene at 70º F.")
57
Acetylene Cylinders are filled with Calcium Silicate
Cut-away view of acetylene cylinder.

61
Continued When absorbed in this filler, the acetylene is divided into such small units that, should acetylene decomposition take place in one pore, the heat released is not enough to raise the temperature of the acetylene in the surrounding pores. Acetylene is usually supplied in cylinders which have the capacity of up to 300 cubic feet of dissolved gas under pressure of 250 psig at 70º F.

62
Continued Cylinders shall be kept far enough away from the actual welding or cutting operation so that sparks hot slag, or flame will not reach them. When this is impractical shields shall be provided. Cylinders containing Oxygen or Acetylene or any fuel gas shall not be taken into confined spaces. Oxygen cylinders and fittings shall be kept away from oil or grease, and shall not be handled with oily hands or gloves.

63
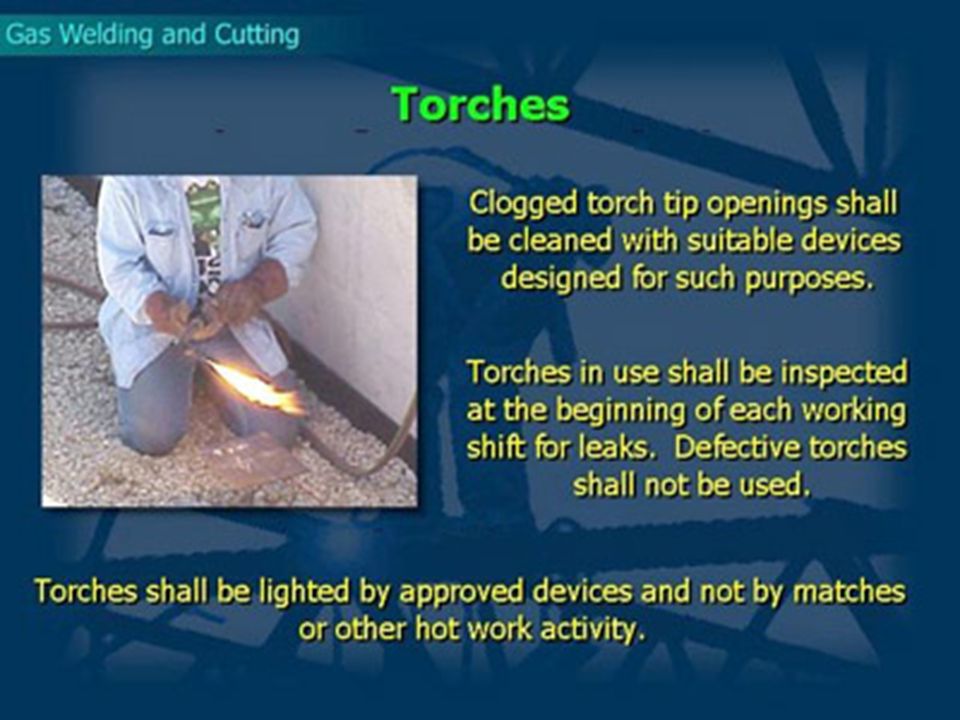
Continued Cracking: Before a regulator valve is connected, the valve shall be opened slightly and closed immediately. To clear the valve of dust or dirt. The person cracking the valve shall stand to one side of the outlet, not in front of it. Fuel gas cylinder valves shall be opened 1.5 turns and the wrench shall be left in position on the stem of the valve.

64
Safety Precautions

65
Workplace free from combustible materials
Flashback Arrestor Remove flammable materials A burning torch must not be hung on the regulator or expose the cylinder Check with a leak spray or soap solution that there is no leakage Never expose the acetylene cylinder to strong heat Adequate Ventilation

68
Cylinders and Containers
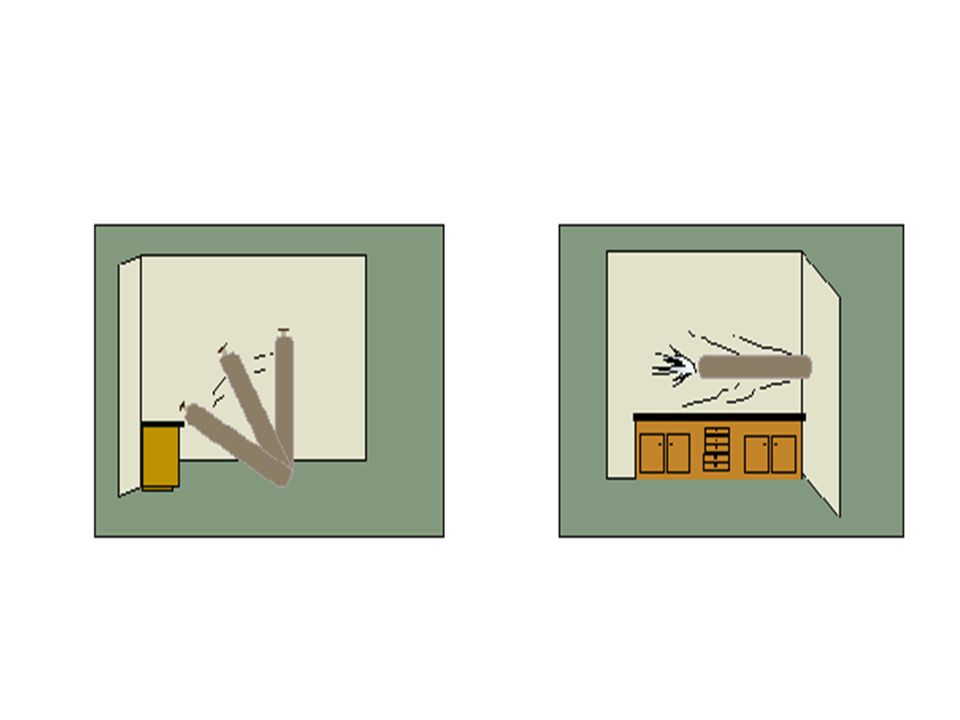
Compressed gas cylinders shall be legibly marked, for the purpose of identifying the gas content.(stenciling – stamping) Cylinders should be stored away from elevators, stairs, or gangways, or other areas where they might be knocked over or damaged by passing or falling objects.
 Cylinders should be stored away from elevators, stairs, or gangways, or other areas where they might be knocked over or damaged by passing or falling objects.")
69
Oxygen label on cylinder.

70
Acetylene label on a cylinder.

71
Continued Where the cylinder is designed to accept a cap, shall always be in place, hand-tight, except when cylinders are in use or connected for use. The valve protection cap is designed to take the blow in case of cylinder falls. Acetylene cylinders shall be stored valve end up.

72
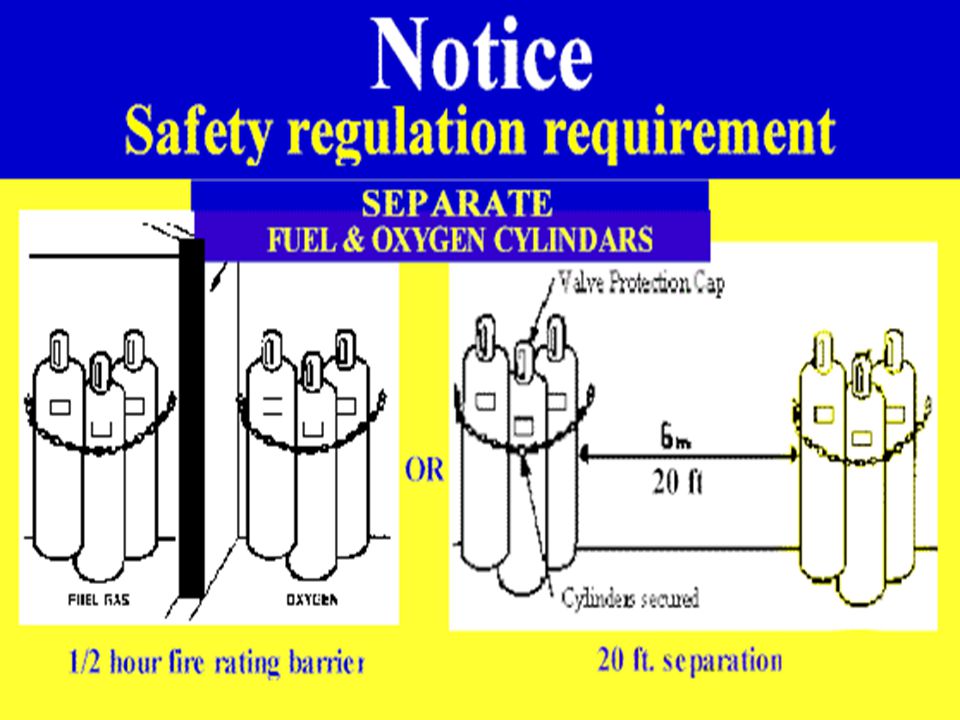
Oxygen Cylinders Oxygen cylinders in storage shall be separated from fuel-gas cylinders or combustible cylinders a minimum distance of 20 feet (6.1 m).
.")
73
Oxygen Cylinders Or by a non-combustible barrier at least 5 feet (1.5m) high having a fire resistance rating of at least 1/2 hour.
 high having a fire resistance rating of at least 1/2 hour.")
76
Photo of an exploded oxygen cylinder
Photo of an exploded oxygen cylinder. This is what happens when safety rules are not followed.

77
ARC WELDING

78
29 CFR 1910.254 Arc Welding and Cutting
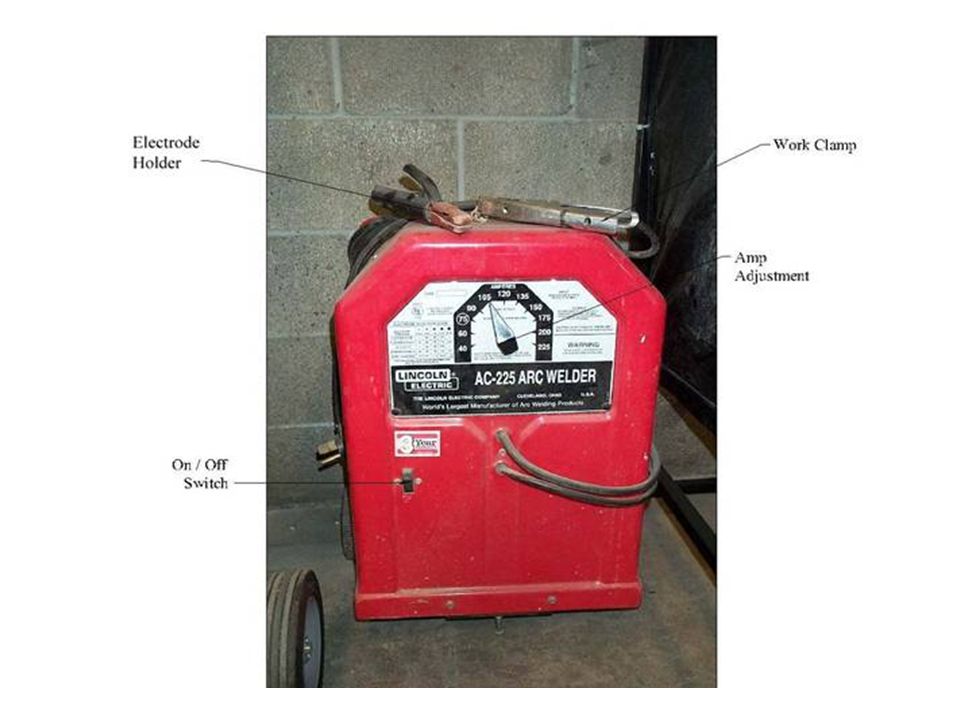
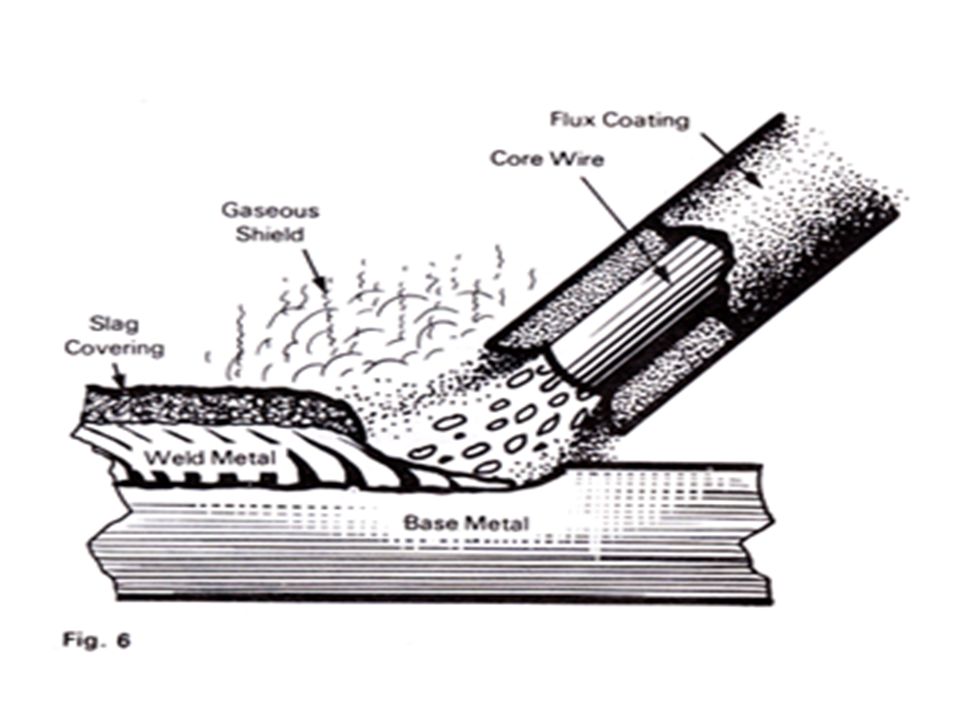
Most of the electric welder are typically AC/DC, 240 volt transformer types using electricity as the energy source. Arc welding uses the heat from an electric arc to melt and fuse base metals and welding-rod metal into one piece. The heat from the arc melts the flux coating on the rod.

82
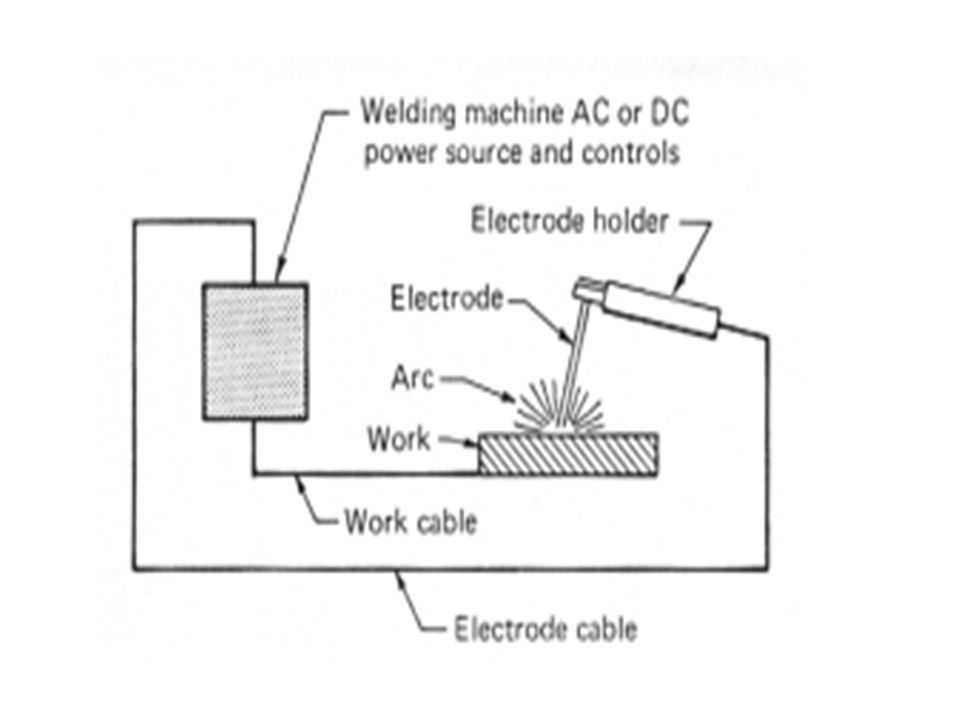
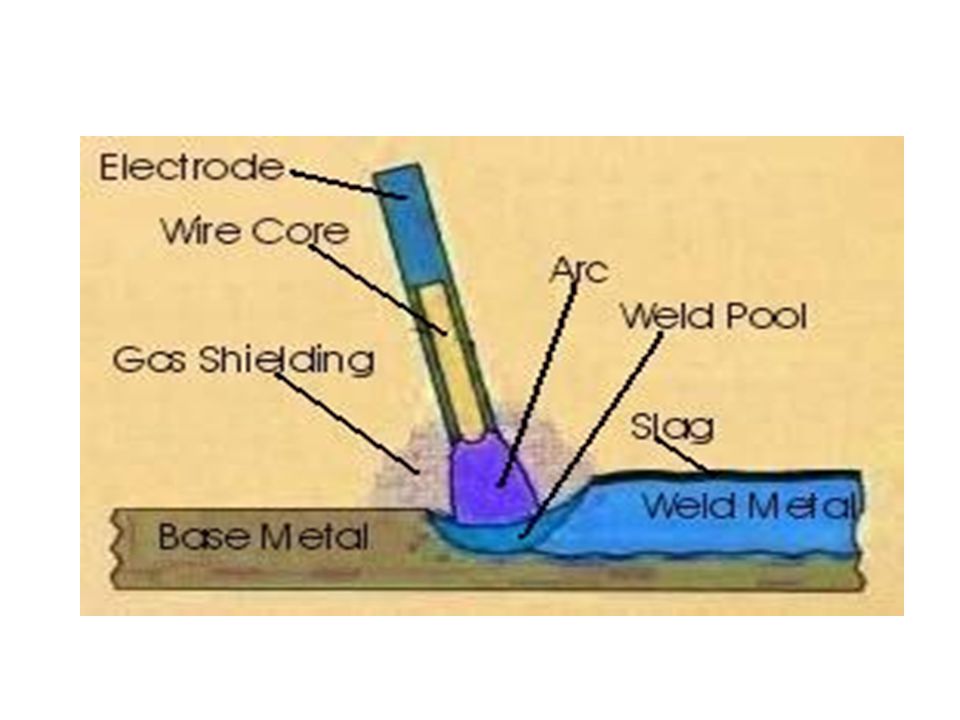
ARC WELDING In arc welding, the intense heat needed to melt the metal is produced by an electric arc. The arc is formed between the actual work and an electrode wire.

87
Arc Shielding Metals at high temperatures tend to react chemically with elements in the air (oxygen – nitrogen) oxides and nitrides form which destroy the strength and toughness of the weld joint. Protective covering with protective shield of gas, vapor, or slag.
 oxides and nitrides form which destroy the strength and toughness of the weld joint. Protective covering with protective shield of gas, vapor, or slag.")
99
Installing the Arc Welder
The frame or case of welder shall be properly grounded. A safety type disconnecting switch shall be located near the machine. The welder shall be protected by properly sized fuse or circuit breaker on an independent circuit.

100
Continue A ground return cable shall have a safe current carrying capacity equal to or exceeding the specified output capacity of the arc welding or cutting unit which it services. Pipelines containing gases or flammable liquids or conduits containing electrical circuits, shall not be used as ground return.

101
Continue All arc welding and cutting cables shall be of the completely insulated, flexible types, capable of handling the maximum current requirements of the work in progress. Only cable free from repair or splices for a minimum distance of 10 feet from the cable end to which the electrode holder is connected shall be used.

102
Workers performing arc welding operations with proper PPE.

103
Safety Measures Since the inert-gas metal-arc welding process involves the production of ultra-violet radiation on intensities of 5 to 30 times that produced during metal-arc welding, the following safety measures to be followed: The use of chlorinated solvents shall be kept at least 200 feet, unless shielded. Employees in the area not protected from the arc by screening shall be protected by proper filter lenses. Wet working conditions must be avoided because water is an excellent conductor and electricity will always follow the path of least resistance.

106
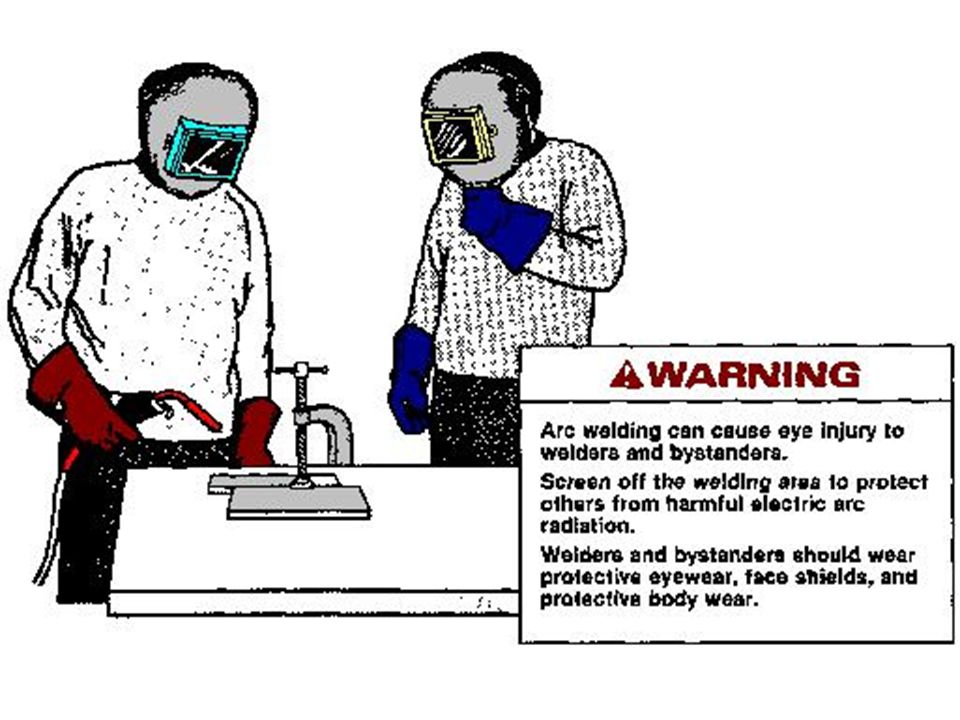
Arc Rays and Eye Protection
Arc rays produce intense visible and invisible (UV & IR) rays that can burn eyes and skin. Any exposed skin can be burned quickly by these rays. (Flame resistant clothing) Approved safety helmet with a proper filter shade should be used. Shields and barriers to protect others. Operators should never store matches or lighters in their pockets.
 rays that can burn eyes and skin. Any exposed skin can be burned quickly by these rays. (Flame resistant clothing) Approved safety helmet with a proper filter shade should be used. Shields and barriers to protect others. Operators should never store matches or lighters in their pockets.")
108
Key Points to Remember Be sure the welder is properly installed and grounded. Never weld without adequate mechanical ventilation. Take proper precaution to prevent fires. Protect your entire body with fire retardant clothing, shoes, and gloves. Wear eye protection all times. Weld only in fire safe areas. Never do any welding, cutting, or hot work on used drums barrels, tanks, or other containers. Mark metal “HOT” with a soapstone.

111
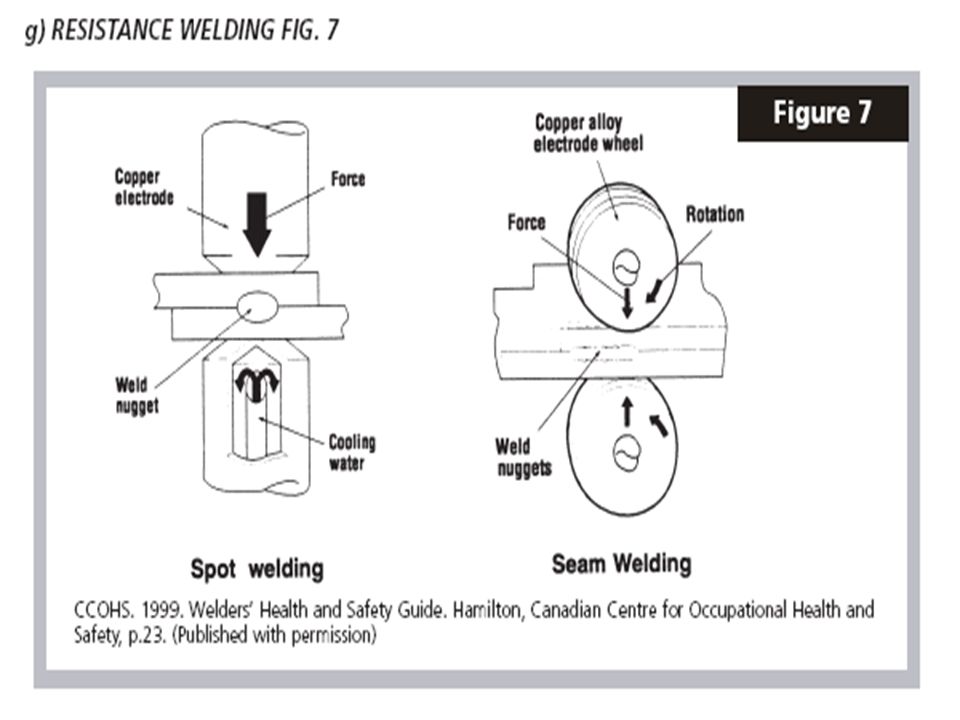
29 CFR 1910.255 Resistance Welding
The weld is made by a combination of heat, pressure, and time. It is the resistance of the metal to be welded to current flow that causes localized heating in the part. The pressure is exerted by the tongs and tips. The time is how long current flows in the joint

114
29 CFR 1910.255 Resistance Welding
All doors and access panels of all resistance welding machines and control panels shall be kept locked and interlocked to prevent access, to live portions of the equipment. All press welding operations, shall be effectively guarded by use of a device such as an electronic eye safety circuit, two hands controls, ….

115
Continued The hazard of flying sparks shall be eliminated by installing a shield guard of safety glass or suitable fire-resistant plastic at the point of operation. Two or more safety emergency stop buttons shall be provided on all special multispot welding machines. Wear safety goggles or a face shield and heat resistance gloves.

Similar presentations
































































>")




