Download presentation
Presentation is loading. Please wait.

1
Package 2 Oil refining Refineries, Oil Refining Processes, Crude Oil Distillation Chemical Conversion Processes of Crude Oil Distillates Catalytic Cracking Hydrodesulphurisation Hydrotreating Isomerisation Reforming Hydrocracking Residue Conversion Processes Gasoline Upgrading Integrated Refinery Structures Environmental Protection in Refineries, BAT (Best Available Technique) and BREF (BAT Reference Documents) of Refineries
 and BREF (BAT Reference Documents) of Refineries")
2
Oil refining: Purposes Fuels for cars, trucks, aeroplanes, ships and other forms of transport Combustion fuels for the energy industry and for households Raw materials for the petrochemical and chemical industry Speciality products, lubricating oils, waxes, bitumen Energy as by-product, heat, electricity

3
Oil refining History First purpose-drilled oil well 1859 Pennsylvania Continuous distillation 1875 Baku 20th century--- increased demand on gasoline 1920s Thermal cracking 1930s Houdry catalytic cracking 1940s Pt catalysed reforming Desulfurisation 1960s FCC with zeolites Residue conversion technologies

5
Process units in integrated refineries

6
Crude oils and products

7
Sulfur content of crude oils

8
Refining processes: distillation Task: separation a) Crude desalter; b) Crude heater; c) Main fractionator; d) Overhead accumulator; e) Kerosene stripper; f ) Light gas oil stripper; g) Heavy gas oil stripper; h) Vacuum heater; i) Vacuum flasher
 Crude desalter; b) Crude heater; c) Main fractionator; d) Overhead accumulator; e) Kerosene stripper; f ) Light gas oil stripper; g) Heavy gas oil stripper; h) Vacuum heater; i) Vacuum flasher")
10
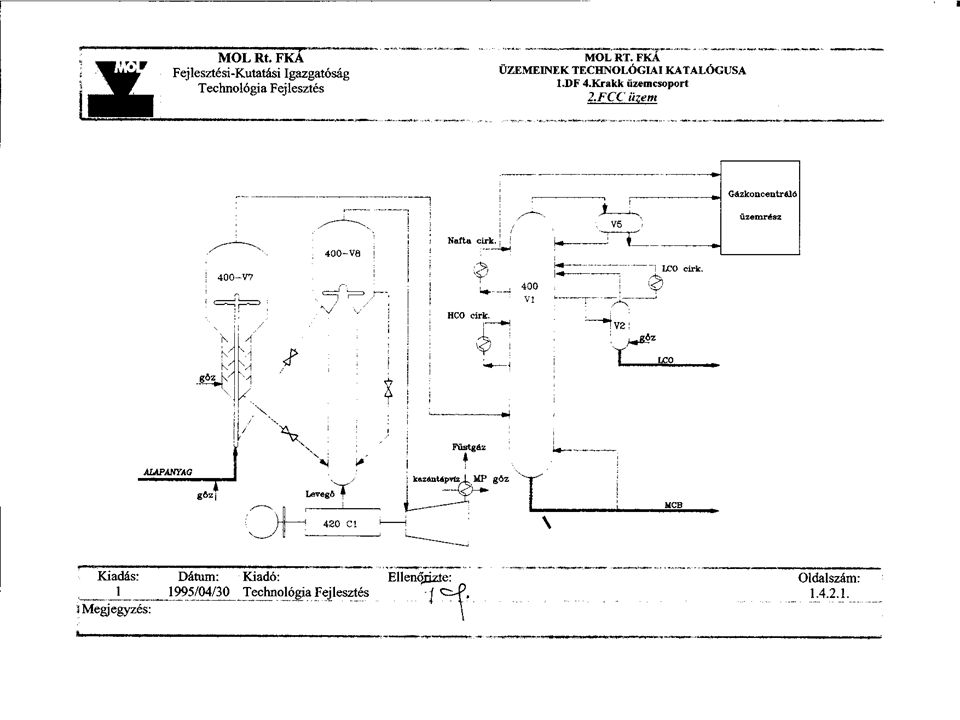
Catalytic cracking Task: lowering molecular weight and boiling point a) Reactor; b) Stripper; c) Regenerator; d) Riser; e1) Regenerator standpipe; e2) Stripper standpipe; f) Cyclone vessel; g) Air blower; h) Flue gas expander; i) Waste-heat boiler; j) Fractionator; k) Absorber; l) Debutanizer; m) Depropanizer
 Reactor; b) Stripper; c) Regenerator; d) Riser; e1) Regenerator standpipe; e2) Stripper standpipe; f) Cyclone vessel; g) Air blower; h) Flue gas expander; i) Waste-heat boiler; j) Fractionator; k) Absorber; l) Debutanizer; m) Depropanizer")
12
Viscosity breaking

13
Gasoline hydrotreater Catalyst composition: Co Mo Ni W Active form: sulfided Task: eliminating sufur content a) Process heater; b) Reactor; c) High- pressure separator; d) Low-pressure separator; e) Stabilizer; f ) Gasoline splitter
 Process heater; b) Reactor; c) High- pressure separator; d) Low-pressure separator; e) Stabilizer; f ) Gasoline splitter")
14
Hydrodesulfurisation of gas oil Task: decreasing sulfur content a) Process heater; b) Reactor; c) High- pressure separator; d) Low-pressure separator; e) Gas oil stripper; f ) Gas oil dryer; g) Stripper overhead drum
 Process heater; b) Reactor; c) High- pressure separator; d) Low-pressure separator; e) Gas oil stripper; f ) Gas oil dryer; g) Stripper overhead drum")
15
Hydrotreating of pyrolysis gasoline Task: stabilising the product, desulfurisation a) First stage reactor; b) First stage separator; c) Depentanizer; d) Gasoline (heart cut) column; e) Second stage reactor; f ) Second stage separator; g) Debutanizer
 First stage reactor; b) First stage separator; c) Depentanizer; d) Gasoline (heart cut) column; e) Second stage reactor; f ) Second stage separator; g) Debutanizer")
16
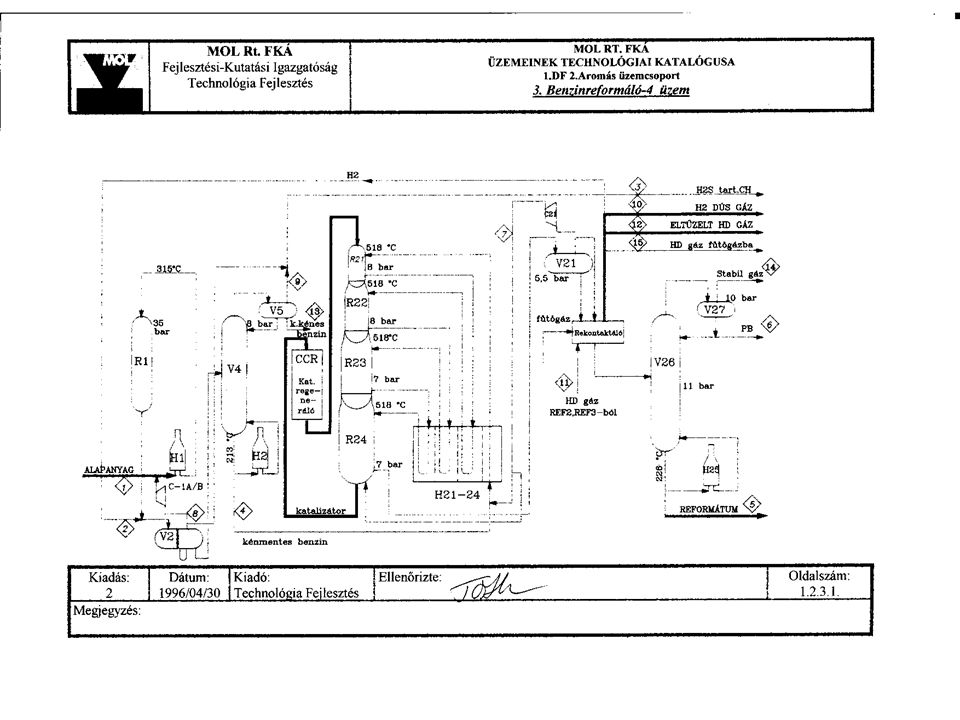
Catalytic reforming Tasks: increase octane number, production of aromatics Catalyst: Pt on alumina (alloyed with Sn) a) Charge – product heat exchanger; b) Process furnace (charge heating cell, first intermediate heating cell, and second intermediate heating cell); c), d), e) Reforming reactors; f ) Catalyst regeneration section; g) Reactor product separator; h) Stabilizer; i)Recycle gas compressor; j) Product cooler
 a) Charge – product heat exchanger; b) Process furnace (charge heating cell, first intermediate heating cell, and second intermediate heating cell); c), d), e) Reforming reactors; f ) Catalyst regeneration section; g) Reactor product separator; h) Stabilizer; i)Recycle gas compressor; j) Product cooler")
17
Catalytic reforming Reactions during catalytic reforming: Dehydrogenation Dehydrocyclisation Hydrocracking Dehydroisomerisation Isomerisation

20
Hydrocracking Task: produce better quality distillates Catalysts: Co-Mo, Ni-W, sulfided a) Hydrogen heater; b) First-stage reactor (hydrotreating); c) Second-stage reactor (hydrocracking); d) High-pressure separator; e) Hydrogen compressor; f ) Low-pressure separator; g) Fractionator
 Hydrogen heater; b) First-stage reactor (hydrotreating); c) Second-stage reactor (hydrocracking); d) High-pressure separator; e) Hydrogen compressor; f ) Low-pressure separator; g) Fractionator")
21
Residue conversion processes Task: increase the yield of high value products„H-in” and „C-out” processes

22
Delayed coking (Dunai Finomító) In most advanced refinery structures: hydroprocessing + [ coking, deasphalting, hydrocracking ] + partial oxidation a) Fractionator; b) Furnace; c) Coke drums; d) Gas oil stripper; e) Overhead accumulator
![Delayed coking (Dunai Finomító) In most advanced refinery structures: hydroprocessing + [ coking, deasphalting, hydrocracking ] + partial oxidation a) Fractionator; b) Furnace; c) Coke drums; d) Gas oil stripper; e) Overhead accumulator](http://images.slideplayer.com/13/4073285/slides/slide_22.jpg "Delayed coking (Dunai Finomító) In most advanced refinery structures: hydroprocessing + [ coking, deasphalting, hydrocracking ] + partial oxidation a) Fractionator; b) Furnace; c) Coke drums; d) Gas oil stripper; e) Overhead accumulator")
23
The atmospheric residue feed is introduced to the fractionator (a) where it condenses some of the cracked vapors. The fractionator bottom product is heated in a tube furnace (b) to ca. 490 °C, and the cracked furnace effluent flows through one of the coke drums (c) in which coke is being formed and deposited. The cracked vapors from the coke drum are separated further in the fractionator. In a 24 h cycle, one of the coke drums is in use while the other is emptied by means of a hydraulic coke removal procedure. The introduction of the fluid coking process brought the advantage of continuous operation, thus avoiding alternate use of the coke drums. The cracking reactions occur at 500 – 550 °C in the reactor in a fluid bed of coke particles into which the residue feed is injected. Coke fines are removed from the cracked vapors in cyclone separators before fractionation. The coke formed in the reactor flows continuously to the heater, where it is heated up to 600 – 650 °C by partial combustion in a fluid bed. The heated coke particles are returned to the reactor, from where the net coke production is withdrawn.
 to ca. 490 °C, and the cracked furnace effluent flows through one of the coke drums (c) in which coke is being formed and deposited. The cracked vapors from the coke drum are separated further in the fractionator. In a 24 h cycle, one of the coke drums is in use while the other is emptied by means of a hydraulic coke removal procedure. The introduction of the fluid coking process brought the advantage of continuous operation, thus avoiding alternate use of the coke drums. The cracking reactions occur at 500 – 550 °C in the reactor in a fluid bed of coke particles into which the residue feed is injected. Coke fines are removed from the cracked vapors in cyclone separators before fractionation. The coke formed in the reactor flows continuously to the heater, where it is heated up to 600 – 650 °C by partial combustion in a fluid bed. The heated coke particles are returned to the reactor, from where the net coke production is withdrawn..")
24
Gasoline upgrading processes Task: producing better fuel, high octane number, no health risk, environmentally more friendly Processes: alkylation, polymerisation, isomerisation ) Reactor; b) Settler; c) Isostripper; d) Depropanizer; e) HF stripper
 Reactor; b) Settler; c) Isostripper; d) Depropanizer; e) HF stripper")
28
Integrated refinery structures Hydroskimming

29
Integrated refinery structures Catalytic cracking--visbreaking

30
Integrated refinery structures Hydrocracking—catalytic cracking

31
Integrated refinery structures Hydrocracking--coking

32
Yield structures of refinery conversion schemes for Arabian light crude processing

33
Environmental protection in the oil and gas industry Emissions to the atmosphere, to groundwater, to soil, to the sea Emission during exploration, production, manufacturing, storage and transportation (enormous trasportation distances and quantities !!!)
")
34
Main air pollutants emitted by a refinery PollutantSources CO 2 Process furnaces, boilers, gas turbines, FCC regenerators, CO boilers, flare systems, incinerators COProcess furnaces, boilers, FCC regenerators, CO boilers, flare systems, incinerators, sulfur recovery units NO x Process furnaces, boilers, gas turbines, FCC regenerators, CO boilers, flare systems, incinerators, coke calciners Particulates includig metals Process furnaces, boilers, gas turbines, FCC regenerators, CO boilers, cke plants, incinerators Sulfur oxidesProcess furnaces, boilers, gas turbines, FCC regenerators, CO boilers, flare systems, incinerators, sulfur recovery units VOCsStorage and handling facilities, flare systems, gas separation units, oil/water separation units, fugitive emissions (valves, flanges)
")
40
Energy consumption in refineries

43
The term ‘best available techniques’ BAT is defined in Article 2(11) of the Directive as “the most effective and advanced stage in the development of activities and their methods of operation which indicate the practical suitability of particular techniques for providing in principle the basis for emission limit values designed to prevent and, where that is not practicable, generally to reduce emissions and the impact on the environment as a whole.” Article 2(11) goes on to clarify further this definition as follows: · “techniques” includes both the technology used and the way in which the installation is designed, built, maintained, operated and decommissioned; · “available” techniques are those developed on a scale which allows implementation in the relevant industrial sector, under economically and technically viable conditions, taking into consideration the costs and advantages, whether or not the techniques are used or produced inside the Member State in question, as long as they are reasonably accessible to the operator; · “best” means most effective in achieving a high general level of protection of the environment as a whole.
 of the Directive as the most effective and advanced stage in the development of activities and their methods of operation which indicate the practical suitability of particular techniques for providing in principle the basis for emission limit values designed to prevent and, where that is not practicable, generally to reduce emissions and the impact on the environment as a whole. Article 2(11) goes on to clarify further this definition as follows: · techniques includes both the technology used and the way in which the installation is designed, built, maintained, operated and decommissioned; · available techniques are those developed on a scale which allows implementation in the relevant industrial sector, under economically and technically viable conditions, taking into consideration the costs and advantages, whether or not the techniques are used or produced inside the Member State in question, as long as they are reasonably accessible to the operator; · best means most effective in achieving a high general level of protection of the environment as a whole.")
44
Techniques to consider in the determination of BAT Close to 600 techniques have been considered in the determination of BAT. Those techniques have been analysed following a consistent scheme. That analysis is reported for each technique with a brief description, the environmental benefits, the cross-media effects, the operational data, the applicability and economics. BREF document for each industrial sector. Amongst the many environmental issues addressed in the BREF, the five that are dealt with below are probably the most important: · increase the energy efficiency · reduce the nitrogen oxide emissions · reduce the sulphur oxide emissions · reduce the volatile organic compounds emissions · reduce the contamination of water

45
The bubble concept usually refers to air emissions of SO2, but can also be applied to NOx, dust, CO and metals (Ni, V). The bubble concept is a regulatory tool applied in several EU countries. As represented in the picture, the bubble approach for emissions to air reflects a “virtual single stack” for the whole refinery.

46
Establishing associated emission values in the bubble concept If the bubble concept is to be used as an instrument to enforce the application of BAT in the refinery, then the emission values defined in the refinery bubble should be such that they indeed reflect BAT performance for the refinery as a whole. The most important notion is then to: identify the total fuel use of the refinery; assess the contribution of each of the fuels to the total fuel consumption of the refinery; quantify the emissions from process units implicated in such emissions (e.g. FCC, SRU); review the applicability of BAT to each of these fuels and/or the process units combine this information with the technical and economical constraints in using these techniques.
; review the applicability of BAT to each of these fuels and/or the process units combine this information with the technical and economical constraints in using these techniques..")
49
Good housekeeping/management techniques/tools. BAT is to: implement and adhere to an Environmental Management System (EMS). A good EMS could include: The preparation and publication of an annual environmental performance report. A report will also enable the dissemination of performance improvements to others, and will be a vehicle for information exchange. External verifications may enhance the credibility of the report. The delivery to stakeholders on an annual basis of an environmental performance improvement plan. Continuous improvement is assured by such a plan. The practice of benchmarking on a continuous basis, including energy efficiency and energy conservation activities, emissions to air (SO2, NOx, VOC, and particulates), discharges to water and generation of waste. Benchmarking for energy efficiency should involve an internal system of energy efficiency improvements, or intra- and inter-company energy efficiency benchmarking exercises, aiming for continuous improvements and learning lessons. An annual report of the mass balance data on sulphur input and output via emissions and products (including low-grade and off-spec products and further use and fate). Improve stability of unit operation by applying advanced process control and limiting plant upsets, thereby minimising times with elevated emissions (e.g. shutdowns and startups) Apply good practices for maintenance and cleaning. Implement environmental awareness and include it in training programmes. Implement a monitoring system that allows adequate processing and emission control.
. A good EMS could include: The preparation and publication of an annual environmental performance report. A report will also enable the dissemination of performance improvements to others, and will be a vehicle for information exchange. External verifications may enhance the credibility of the report. The delivery to stakeholders on an annual basis of an environmental performance improvement plan. Continuous improvement is assured by such a plan. The practice of benchmarking on a continuous basis, including energy efficiency and energy conservation activities, emissions to air (SO2, NOx, VOC, and particulates), discharges to water and generation of waste. Benchmarking for energy efficiency should involve an internal system of energy efficiency improvements, or intra- and inter-company energy efficiency benchmarking exercises, aiming for continuous improvements and learning lessons. An annual report of the mass balance data on sulphur input and output via emissions and products (including low-grade and off-spec products and further use and fate). Improve stability of unit operation by applying advanced process control and limiting plant upsets, thereby minimising times with elevated emissions (e.g. shutdowns and startups) Apply good practices for maintenance and cleaning. Implement environmental awareness and include it in training programmes. Implement a monitoring system that allows adequate processing and emission control..")
50
Emission free loading of gasoline a) Storage tank with floating roof; b) Exhaust gas washes (gasoline); c) Fine purification (adsorption); d) Low-temperature cooling (to – 40 °C)
 Storage tank with floating roof; b) Exhaust gas washes (gasoline); c) Fine purification (adsorption); d) Low-temperature cooling (to – 40 °C)")
51
Reduction of hydrocarbon emission A) Vapor recovery at the service station; B) Large carbon filter in the motor vehicle a) Gas displacement pipe; b) Vent; c) Gas venting valve actuated by filling nozzle; d) Gas – liquid separator; e) Gas line; f ) Magnetic valve and regeneration control orifice; g) Standard gas vent and overturn protection; h) Outlet; i) Fuel tank; j) Liquid seal in filling tube (reduces escape of gases); k) Activated carbon filter with 4.5 L capacity (traps gases)
 Vapor recovery at the service station; B) Large carbon filter in the motor vehicle a) Gas displacement pipe; b) Vent; c) Gas venting valve actuated by filling nozzle; d) Gas – liquid separator; e) Gas line; f ) Magnetic valve and regeneration control orifice; g) Standard gas vent and overturn protection; h) Outlet; i) Fuel tank; j) Liquid seal in filling tube (reduces escape of gases); k) Activated carbon filter with 4.5 L capacity (traps gases)")
52
Water pollution During exploration and production under sea level Transportation on waterways Refineries: process water, steam, wash water, cooling water, rain water from production areas, from non-process areas Water pollutants: oil, H 2 S, NH 3, organic chemicals, phenols, CN -, suspended solids

53
Waste generation Oily sludges and materials Spent catalysts, other materials Drums and containers Spent chemicals Mixed wastes

54
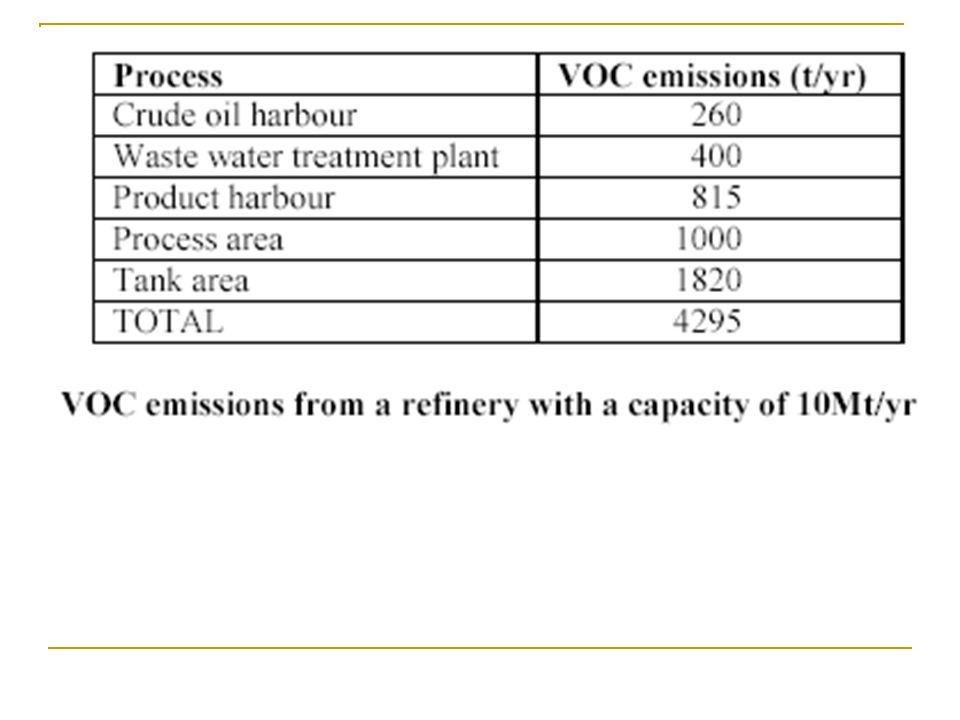
Example of specific emissions and consumptions found in European refineries

Similar presentations














>")
>")



 Chemistry, Jordan PhD (Env Chemistry), Aberdeen, United Kingdom MRSC, CChem, IEMA DR AHMED AYOUB Technical Manager Work Experience:>")




 14/15 Fall semester Instructor: Rama Oktavian Office Hr.: M.13-15, Tu. 13-15, W.>")
 14/15 Fall semester Instructor: Rama Oktavian Office Hr.: M.13-15, Tu. 13-15, W.>")







