Download presentation
Presentation is loading. Please wait.

1
SHEET METAL OPERATIONS

3
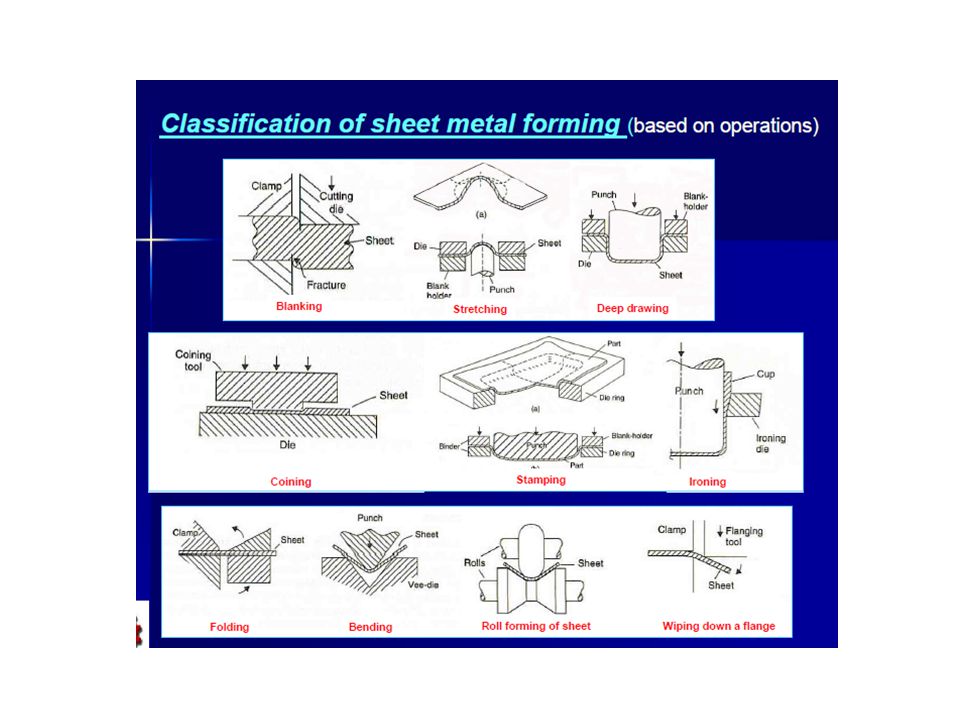
CONVENTIONAL PROCESSES Shearing Bending Deep Drawing

5
UNCONVENTIONAL PROCESSES Stretch Forming Rubber Forming Spinning Super Plastic Forming Explosive, Magnetic- Pulse, peen, and Other Forming Processes

6
6 Basic sheet metalworking operations: (c) shearing Shearing
 shearing Shearing")
8
Shearing dies Fig 16.3 (a) Effect of the clearance,c, between punch and die in the deformation zone in shearing.As the clearance increases the material trends to be pulled into the die rather than be sheared.
 Effect of the clearance,c, between punch and die in the deformation zone in shearing.As the clearance increases the material trends to be pulled into the die rather than be sheared.")
9
Shearing machine (mechanical)
")
10
Sheet metal subjected to shear stress developed between a punch and a die is called shearing Fig : (a) Schematic illustration of shearing with a punch and die, indicating some of the process variables. Characteristic features of (b) a punched hole and (c) the slug. Note that the scales of the two figures are different.
 a punched hole and (c) the slug. Note that the scales of the two figures are different..")
11
Several operations based on shearing performed Punching – sheared slug discarded Blanking – Slug is the part and the rest is scrap Fig-16.4 -a

12
Blanking

13
Punching or piercing

14
Notching

15
Punch and die in stamping

16
Compound dies : Several operations on the same strip performed in one stroke at one station with a compound dies Fig 16.11 Schematic illustrations: (a) before and (b) after blanking a common washer in a compound die.note the separate movements of the die(or blanking) and the punch
 before and (b) after blanking a common washer in a compound die.note the separate movements of the die(or blanking) and the punch")
17
Progressive die

18
Progressive dies : Parts produced with multiple operations such as, punching, blanking and notching are made at high production rates in progressive dies. 16.11 (c) Schematic illustration of making a washer in a progressive die (d) Forming of the top piece of an aerosol spray can in a progressive die. Note the part is attached to the strip until the last operation is completed
 Schematic illustration of making a washer in a progressive die (d) Forming of the top piece of an aerosol spray can in a progressive die. Note the part is attached to the strip until the last operation is completed.")
22
Hydraulic deep drawing press

23
Punches and dies

24
Compound dies

25
Transfer dies

27
Fine blanking

28
Bending sheet and plate : In bending outer fibers are in tension and inner fibers are in compression Fig 16.17 (a) and (b) The effect of elongated inclusions (stringers) on cracking,as a function of the direction of bending with respect to the original rolling direction of the sheet. (c) Cracks on the outer surface of an aluminum strip bent to an angle of 90 degree.Note the narrowing of the top surface due to the Poisson effect
 Cracks on the outer surface of an aluminum strip bent to an angle of 90 degree.Note the narrowing of the top surface due to the Poisson effect.")
29
Bending

30
Press brake – single action

33
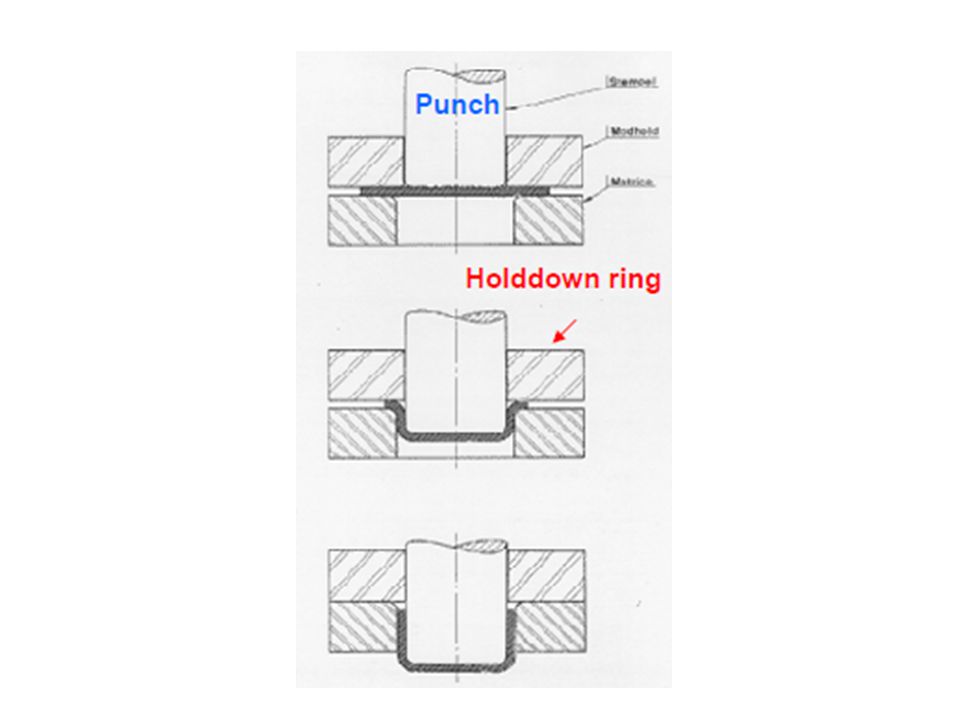
33 Basic sheet metalworking operations: (b) drawing Drawing
 drawing Drawing")
34
Deep drawing

39
Ironing

Similar presentations




















 (Review) EIN 3390 Manufacturing Processes Spring, 2011 1.>")









