Download presentation
Presentation is loading. Please wait.

1
8. 3D Printing & Additive Manufacturing Fall 2013 Prof
8. 3D Printing & Additive Manufacturing Fall 2013 Prof. Marc Madou MSTB 120

2
HISTORY 3D printing has been in existence for almost three decades, yet has only recently spread to mass markets. The primary 3D-Printing techniques were established in the eighties (StereoLithography, fused deposition modeling, and laser sintering). These innovations were theoretically groundbreaking, but most practical applications remained prohibitively expensive.
. These innovations were theoretically groundbreaking, but most practical applications remained prohibitively expensive.")
3
How we got here Adrian Bowyer’s RepRap project changed the game forever. The RepRap project, established in 2004, aimed to make 3d printers financially accessible to everyone. RepRap printers had the ability to materialize CAD designs and also to print the essential parts necessary to assemble a clone printer. The movement incorporated open-source file sharing, thus allowing users to share their 3D designs and ideas.

4
Evolution After the growth of the RepRap movement, companies such as BotMill, MakerBot, and Bits from Bytes began manufacturing consumer-friendly 3D printers. Now 3D printing has reached a new stage of development: small businesses, educational institutions and large corporations are pushing the bounds of the possible. Meanwhile, consumer adoption continues rushing forward, capturing a broader slice of the population with ever-decreasing prices.

5
Market Landscape 3D printing is approximately a $600 million-dollar industry. The industry goliath, 3D Systems Corporation, by itself reported a 2011 net income of $41 Million. The 3D printing industry is comprised of different segments. The primary 3D-Printing users include hobbyists, artists, educational institutions, engineering firms, and industrial manufacturers. These segments can be further broken down into three end-uses.

6
Segment 1 First, there are consumers (designers, inventors) who want their own 3D-designs printed, but can’t afford or don’t need to own their own printer. They will seek out a 3D-Printing service like Shapeways, Imaterialise, or Sculpteo to get their object printed. The consumer simply uploads his/her 3D file, chooses the material and build size, and within weeks, the service will print and deliver their 3d model.
 who want their own 3D-designs printed, but can’t afford or don’t need to own their own printer. They will seek out a 3D-Printing service like Shapeways, Imaterialise, or Sculpteo to get their object printed. The consumer simply uploads his/her 3D file, chooses the material and build size, and within weeks, the service will print and deliver their 3d model.")
7
Segment 2 The second category consists of hobbyists or diyers, seeking their own personal printers; these printers, provided by companies like BotMill, MakerBot, and BitsFromBytes, range from $800 to $5000. Initially, most hobbyists were most interested in assembling and constructing the printer itself –less interested in the final product. Now, as more printers come pre-assemble (ready-to-print), greater attention is given to the 3d models themselves.
, greater attention is given to the 3d models themselves.")
8
Segment 3 Third, there is the high-end educational/industrial segment. Lastly, educational institutions, engineering firms, and other large corporations that want to possess their own heavy-duty printers can invest anywhere from $10,000 to $80,000 per printer.

10
Fused Deposition Modeling (FDM)
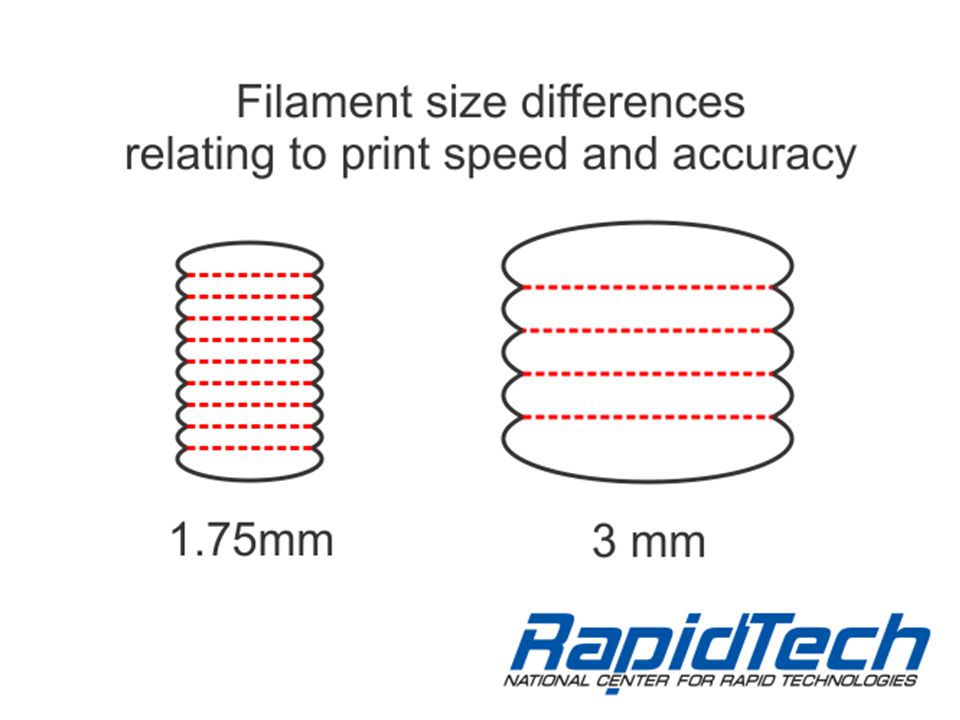
A spool of themoplastic wire (typically acrylonitrile butadiene styrene (ABS)) with a in (300 μm) diameter is continuously supplied to a nozzle The nozzle heats up the wire and extrudes a hot, viscos strand (like squeezing toothpaste of of a tube). A computer controls the nozzle movement along the x- and y-axes, and each cross-section of the prototype is produced by melting the plastic wire that solidifies on cooling. In the newest models, a second nozzle carries a support wax that can easily be removed afterward, allowing construction of more complex parts. The most common support material is marketed by Stratasys under the name WaterWorks) The sacrificial support material (if available) is dissolved in a heated sodium hydroxide (NaOH) solution with the assistance of ultrasonic agitation.
) with a in (300 μm) diameter is continuously supplied to a nozzle. The nozzle heats up the wire and extrudes a hot, viscos strand (like squeezing toothpaste of of a tube). A computer controls the nozzle movement along the x- and y-axes, and each cross-section of the prototype is produced by melting the plastic wire that solidifies on cooling. In the newest models, a second nozzle carries a support wax that can easily be removed afterward, allowing construction of more complex parts. The most common support material is marketed by Stratasys under the name WaterWorks) The sacrificial support material (if available) is dissolved in a heated sodium hydroxide (NaOH) solution with the assistance of ultrasonic agitation.")
11
3D Printing (3DP) A layer of powder (plaster, ceramic) is spread across the build area Inkjet-like printing of binder over the top layer densifies and compacts the powder locally The platform is lowered and the next layer of dry powder is spread on top of the previous layer Upon extraction from the machine, the dry powder is brushed off and recycled

12
Selective Laser Sintering (SLS)
A continuous layer of powder is deposited on the fabrication platform A focused laser beam is used to fuse/sinter powder particles in a small volume within the layer The laser beam is scanned to define a 2D slice of the object within the layer The fabrication piston is lowered, the powder delivery piston is raised and a new layer is deposited After removal from the machine, the unsintered dry powder is brushed off and recycled

13
EBM (Electron Beam Melting)
This solid freeform fabrication method produces fully dense metal parts directly from metal powder with characteristics of the target material. The EBM machine reads data from a 3D CAD model and lays down successive layers of powdered material. These layers are melted together utilizing a computer controlled electron beam. In this way it builds up the parts. The process takes place under vacuum, which makes it suited to manufacture parts in reactive materials with a high affinity for oxygen, e.g. titanium. The melted material is from a pure alloy in powder form of the final material to be fabricated (no filler). For that reason the electron beam technology doesn't require additional thermal treatment to obtain the full mechanical properties of the parts. That aspect allows classification of EBM with selective laser melting (SLM) where competing technologies like SLS and DMLS require thermal treatment after fabrication. Compared to SLM and DMLS, EBM has a generally superior build rate because of its higher energy density and scanning method. The EBM process operates at an elevated temperature, typically between 700 and °C, producing parts that are virtually free from residual stress, and eliminating the need for heat treatment after the build.
. For that reason the electron beam technology doesn t require additional thermal treatment to obtain the full mechanical properties of the parts. That aspect allows classification of EBM with selective laser melting (SLM) where competing technologies like SLS and DMLS require thermal treatment after fabrication. Compared to SLM and DMLS, EBM has a generally superior build rate because of its higher energy density and scanning method. The EBM process operates at an elevated temperature, typically between 700 and °C, producing parts that are virtually free from residual stress, and eliminating the need for heat treatment after the build.")
14
PolyJet/Multijet Modeling (MJM)
Both systems use piezoelectric print heads with thousands of nozzles to jet 16 micron droplets of photopolymer that are immediately cured by UV light. The model material for the part and the support material that fills the voids come from different nozzles. The Objet system uses a photopolymer as support material; the support material is designed to crosslink less than the model material and is washed away with pressurized water. The 3D Systems InVision uses wax as support material, which can be melted away. Because of its 600x600 dpi resolution, MJM is a relatively fast process. The resolution is not as good as for SLA.

15
Stereo-lithography (SLA)
The liquid resin is kept either in the fixed surface mode or in the free surface mode. In the case of free surface, solidification occurs at the resin/air interface, and care needs to be taken to avoid waves or a slant of the liquid surface. In the fixed surface mode, the resin is stored in a container with a transparent window plate for exposure. The solidification happens at the stable window/resin interface. An elevator is pulled up over the thickness of one additional layer above the window for each new exposure.

16
Stereo-lithography (SLA)
The two major types of stereolithography are scanning stereolithography and projection stereolithography. The scanning stereolithography parts are constructed in a point-by-point and line-by-line fashion, with the sliced shapes written directly from a computerized design of the cross-sectional shapes by a beam in the liquid. Projection stereolithography is a parallel fabrication process that enables sets of truly 3D solid structures made of a UV polymer by exposing the polymer with a set of 2D cross-sectional shapes (masks) of the final structures. These 2D shapes are either a set of real photomasks used to subsequently expose the work, or they involve a dynamic mask projection system instead of a physical mask.
 of the final structures. These 2D shapes are either a set of real photomasks used to subsequently expose the work, or they involve a dynamic mask projection system instead of a physical mask.")
17
Stereo-lithography (SLA)
TWO-PHOTON LITHOGRAPHY Two-photon lithography provides a further enhancement of the SLA resolution. If an entangled photon pair comes out from a point of the object plane, it undergoes two-photon diffraction, resulting in a very narrow point spread function on the image plane. The result is extremely local polymerization, with resolutions in the tens of nanometers range.

23
Polylactic acid (PLA) PLA, or polylactic acid, is an ideal material to use in 3D printers. It is pleasant to work with, available in optically clear forms, and produces no noxious fumes when extruded; the odor has been likened to candy floss and it is made from the natural acid present in yogurt. The Natural filament has no additives and is quite safe to use with foodstuffs – the material is used to make soluble sutures for surgery and it doesn’t affect the lactose intolerant. Mechanically, it fuses together well when molten and will shatter rather than bend. Its melting point is relatively low at 180C and it softens in boiling water. When molten, the clear forms have very low viscosity and so extrude rapidly. Opaque colorants stiffen the plastic, lessening its tendency to shatter and preventing it from flowing away. It also has a very low resistance on steel bars and is used for printing sliding bearings. Generally extruded at between 180C (320F) and 190C (340F). Clear PLA is suitable as the core for investment castings, as the plastic vaporizes leaving little ash. It will not biodegrade unless properly composted.
 and 190C (340F). Clear PLA is suitable as the core for investment castings, as the plastic vaporizes leaving little ash. It will not biodegrade unless properly composted.")
24
Acrylonitrile butadiene styrene (ABS)
Acrylonitrile butadiene styrene is a common plastic, used to make such things as Lego bricks and monitor cases. It is recyclable but does produce styrene fumes and other gasses when heated that some find unpleasant, and good ventilation is recommended. It is tougher than PLA and withstands 60C with ease. It flexes rather than shatters, but abrades away when pressed on by axles etc. Extrusion is done at anywhere between 220C and 270C, and any blockages should be cleared with acetone while cool as ABS will turn to ash if you try to burn it out.

25
3mm ABS Filament

26
3mm PLA Filament

27
Stratasys ABS+ Plus Filament

28
Stratasys SST Filament

29
1.75mm ABS Raft Detail

30
Dimension ABS Build Detail

31
UP 1.75mm ABS Build Detail

32
Dimension SST Build Detail

33
UP Edge Build Detail

34
UP Edge Build Detail

35
Dimension SST Edge Detail .020

36
2 Photon Lithography

37
2 Photon Lithography

38
2 Photon Lithography

39
2 Photon Lithography

40
2 Photon Lithography

41
2 Photon Lithography

42
Drop on demand cell Printer
Bio-Printing Drop on demand cell Printer

43
Bio-Printing Heart Valve Printer

44
Cartilage Tissue Printer
Bio-Printing Cartilage Tissue Printer

45
Captive Shell Cell Tissue Printer
Bio-Printing Captive Shell Cell Tissue Printer

46
Bio-Printing Muscle Tissue Printer

47
Bio-Printing Cell Scaffold Printer

48
Cartilage Tissue Printer
Bio-Printing Cartilage Tissue Printer

49
3D Printed Ear with Electronics
Bio-Printing 3D Printed Ear with Electronics

50
3D Printed Droplet Network of Cells
Bio-Printing 3D Printed Droplet Network of Cells

51
Bio-Printing 3D Printed Hearing Aid Shell
10,000,000 3D printed hearing aids in circulation worldwide

52
Sugar drop on demand 3D Printer
CandyFab 4000 Sugar drop on demand 3D Printer

53
Large Format 3D Concrete Printer

54
Large Format 3D Concrete Printer

55
Large Format 3D Concrete Printer
Tennessee Ball Clay

56
Large Format 3D Concrete Printer

57
Large Format FDM

58
Micro-StereoLithography

59
Micro-StereoLithography

60
Micro-StereoLithography

61
Free form 3D Printer

62
Free form 3D Printer

63
Cell Printer

64
Prototype Delta 3D Printer

65
3D Food Printer

66
Food Printer Burritob0t

67
3D Solar Powered Sand Printer

68
Ceramic Printing Orbital Re-entry
3D printed alumina/silica architected sandwich panel after bisque firing and sintering. (a) Isometric view; (b) Front view. The external vertical columns were printed to support the face sheet during sintering and preserve the shape of the part. They were removed prior to infiltration and testing
 Isometric view; (b) Front view. The external vertical columns were printed to support the face. sheet during sintering and preserve the shape of the part. They were removed prior to infiltration. and testing.")
69
Ceramic Printing Orbital Re-entry
(a) Sintered ceramic cylinder embedded in epoxy resin. Notice that the resin partially wicks through the cylinder (coloring was added to emphasize the gradient in composition). (b) Optical micrograph of a cross-section of the cylinder in (a), showing a gradient in resin volume fraction; (c) Digital thresholding of the image in (b), clearly showing a gradient in porosity. Notice that the infiltrated (hybrid) regions are nearly fully dense, whereas ~50% porosity remains in the ceramic regions.
 Sintered ceramic cylinder embedded in epoxy resin. Notice that the resin partially wicks through the cylinder (coloring was added to emphasize the gradient in composition). (b) Optical micrograph of a cross-section of the cylinder in (a), showing a gradient in resin volume fraction; (c) Digital thresholding of the image in (b), clearly showing a gradient in porosity. Notice that the infiltrated (hybrid) regions are nearly fully dense, whereas ~50% porosity remains in the ceramic regions.")
70
Material Properties as they exist now
Randal Schubert, HRL 2013

72
A Vision for Additive Manufacturing Model Manufacturing Platforms (MMP)
")
73
Open Source & Creative Commons
Pwdr (3D Powder Printer) 3D Bioprinter 3D Laser Sintering
 3D Bioprinter. 3D Laser Sintering.")
74
Thank You ! Ed Tackett, Director etackett@uci.edu www.rapidtech.org
Facebook ~ RapidTech

Similar presentations














Thermoplastics, metal powders Fused deposition modeling (FDM)Thermoplastics,>")


 SUBMITTED BY NITIN UKE MFTECH.>")



 drawing. With the use.>")
 Gagan Kumar C.S.E 8 th Sem 3710103.>")


