Download presentation
Presentation is loading. Please wait.

1
Computer Numeric Control

2
3 Axis Coordinate System
Z= Up and Down Motion X = Left to Right Motion Y = In and Out Motion (Forward/Backward)
")
3
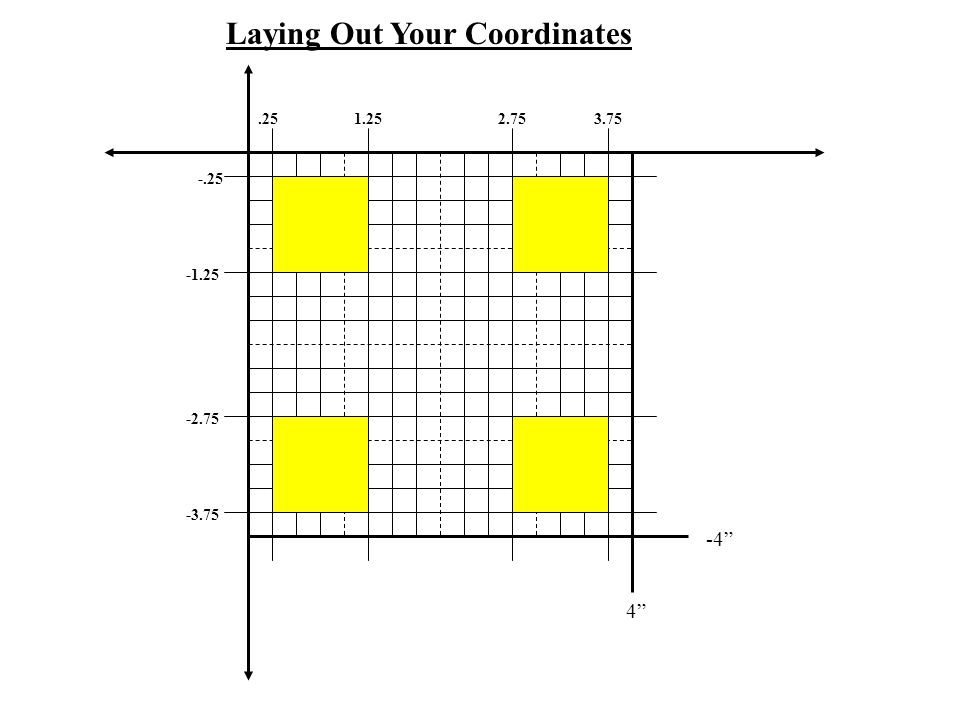
Laying Out Your Coordinates
.25 1.25 2.75 3.75 -.25 -1.25 -2.75 -3.75 -4” 4”
4
Sketching Out Your Ideas
1” Note: All text must be sketched out in block letters and in a line format. No curves or circles!!! 1” Grid Spacing = 0.125”

5
Brainstorming Image Ideas
(sketch in your ideas) 0.25 A 2.75 B -0.25 -0.25 -1.25 -1.25 1.25 3.75 0.25 2.75 D C -2.75 -2.75 -3.75 -3.75 1.25 3.75
 A B D. C")
6
Graphic “A” “X” Values “Y” Values 0.25 0.50 0.75 1.00 1.25 0.375 0.625
0.875 1.125 -0.25 -0.375 -0.50 “Y” Values -0.625 -0.75 -0.875 -1.00 -1.125 -1.25

7
Graphic “B” “X” Values “Y” Values 2.75 3.00 3.25 3.50 3.75 2.875 3.125
3.375 3.625 -0.25 -0.375 -0.50 “Y” Values -0.625 -0.75 -0.875 -1.00 -1.125 -1.25

8
Graphic “C” “X” Values “Y” Values 2.75 3.00 3.25 3.50 3.75 2.875 3.125
3.375 3.625 -2.75 -2.875 -3.00 “Y” Values -3.125 -3.25 -3.375 -3.50 -3.625 -3.75

9
Graphic “D” “X” Values “Y” Values 0.25 0.50 0.75 1.00 1.25 0.375 0.625
0.875 1.125 -2.75 -2.875 -3.00 “Y” Values -3.125 -3.25 -3.375 -3.50 -3.625 -3.75

10
Writing a Progam - Every Program has 3 Parts Initialization
The initialization program tells the machine important information like units (inches/metric), coordinate system (incremental/absolute), machining plane, tooling, spindle on, speeds, and feeds. Operation/ Tool Path The operational sequence moves the cutter from point to point to cut the part. This is where your significant points will live. Termination The termination sequence tells the machine that the operational program is completed. In this section we will tell the machine to stop the cutter and shut down.
, coordinate system (incremental/absolute), machining plane, tooling, spindle on, speeds, and feeds. Operation/ Tool Path. The operational sequence moves the cutter from point to point to cut the part. This is where your significant points will live. Termination. The termination sequence tells the machine that the operational program is completed. In this section we will tell the machine to stop the cutter and shut down.")
11
Initialization Initialization G17 – XY Plane G20 – Inch Mode G90 – Absolute M03 – Spindle On T04 – Tool #4 ( ¼” 60 deg. Drill Point End Mill) S – Speed (S4500) F – Feed Rate (30) Below is how it would look in the program G17 G20 G90 M03 T04 S4500 F30 G01 Z0.5 G00 X0 Y0 Copy this exactly. This is the first four lines of your program
 S – Speed (S4500) F – Feed Rate (30) Below is how it would look in the program. G17 G20 G90. M03 T04 S4500 F30. G01 Z0.5. G00 X0 Y0. Copy this exactly. This is the first four lines of your program.")
12
Operational Sequence II. Operation Sequence
In the operational sequence the programmer will plan out the route of the cutter. This is the section where you will input your significant points. G-Codes G00 – Rapid motion G00 can only be used with XY movement when the cutter is above the part G00 cannot be used while the cutter is touching the part G01 – Machine motion G01 motion is used when the cutter is in contact with the part G01 is always used when inputting motion in the Z axis

13
Operational Sequence Rules to Follow
X and Y live together, Z lives alone X and Y movement can occur on the same line Z motion must have its own line of code Example Correct: G01 X 2.5 Y 3.75 G01 Z –0.1 Wrong: G01 X 2.5 Y 3.75 Z –0.1

14
Operational Sequence Rules to Follow
2. G00 can only be used with X and Y movement G00 is used to get the cutter to a specific XY address quickly when the cutter is not touching the part THIS IS NOT ACCEPTABLE WHEN MAKING CHIPS. 3. G01 must always be used when… Moving the Z axis up or down. G01 is used for all Z motion Moving in the X or Y axis while the cutter is engaged with the part.

15
Termination III. Termination M05 – Spindle off M02 – Program End
Below is how it would look in the program G01 Z1 G00 X0 Y0 M02 M05 Copy this exactly. This is the last three lines of your program

16
Example Program Initialization Operation Termination G17 G20 G90
M03 T04 S4500 F30 G01 Z0.5 G00 X0 Y0 G00 X1 Y1 G01 Z-0.1 G01 X3 Y1 G01 Z1 M05 M02 Initialization Operation Termination

17
“A” Program- Operation
G or M-Code ____________ Coordinates

18
“B” Program- Operation
G or M-Code ____________ Coordinates

19
“C” Program- Operation
G or M-Code ____________ Coordinates

20
“D” Program- Operation
G or M-Code ____________ Coordinates

Similar presentations


















 Program An Introduction to the CAD/CAM Process Instructions for 3 Axis Programming Using the D&M CNC Milling.>")
