Download presentation
Presentation is loading. Please wait.

1
Tablets design and manufacture

2
Tabletting formulations In the tablet-pressing process, it is important that all ingredients be fairly dry, powdered or granular, somewhat uniform in particle size and freely flowing. Mixed particle sized powder can segregate during manufacturing operations, which can result in tablets with poor drug or active pharmaceutical ingredient (API) content uniformity. Content uniformity ensures that the same API dose is delivered with each tablet. Most tablet formulations include excipients. Binder is added in the formulation to help hold the tablet together and give it strength e.g. lactose and hydroxyproylmethylcellulose.
 content uniformity. Content uniformity ensures that the same API dose is delivered with each tablet. Most tablet formulations include excipients. Binder is added in the formulation to help hold the tablet together and give it strength e.g. lactose and hydroxyproylmethylcellulose..")
3
Often, an ingredient is also needed to act as a disintegrant to aid tablet dispersion once swallowed releasing the API for absorption. Some amounts of lubricants are usually added as well. The most common of these is magnesium stearate. These help the tablets once pressed to be more easily ejected from the die.

4
Tablet production Powders intended for compression into tablets must possess two essential properties: Powder fluidity The material can be transported through the hopper into the die. To produce tablets of a consistent weight. Powder flow can be improved mechanically by the use of vibrators, incorporate the glidant. Powder compressibility The property of forming a stable intact mass when pressure is applied.

5
Important technical properties of powders must be controlled to ensure success of tableting operation such as, - homogeneity, - good flowability, - good compressibility, - cohesiveness, - avoidance of sticking to the die surface or punch tips. Since most materials have none or some of these properties, methods of tablet formulation (addition of tablet excipients) and preparation (three methods; wet granulation, dry granulation and direct compression) have been developed to impart the materials to be compressed these characteristics.
 and preparation (three methods; wet granulation, dry granulation and direct compression) have been developed to impart the materials to be compressed these characteristics..")
6
Compressed tablets Tablets diameters and shapes are determined by the die and punches used for the compression of the tablet. The thickness of a tablets are determined by the amount of fill permitted to enter the die and the amount of pressure applied during compression . The tablets is formed by the pressure exerted on the granulation by the punches within the die cavity. While round tablets are more generally used, shapes such as oval, capsule-form, square, triangular may be used. The curvature of the faces of the punches determines the curvature of the tablets. Punch faces with ridges are used for compressed tablets scored for breaking into halves or fourths. Tablets engraved or embossed with symbols, require punches with faces embossed or engraved with the corresponding designs. The use of the tablet sometimes determines its shape, effervescent tablets are usually large, round, flat, while vitamin tablets are frequently prepared in capsule-shaped forms.

7
Tableting is a compaction process and Involves two steps:
Compression ►Reduction in bulk volume by eliminating voids and bringing particles into closer contact. Consolidation ►Increased mechanical strength due to interparticulate interactions.

9
Tablet manufacturing Tablets are prepared by forcing particles (drug and excipients) into a closed compartment (die cavity) followed by (powder or granules) compression (by punches), to allow the particles to cohere into a porous solid mass (tablet).
 into a closed compartment (die cavity) followed by (powder or granules) compression (by punches), to allow the particles to cohere into a porous solid mass (tablet).")
10
Tablet machines Machines built to compress tablets consist of:
Hopper Machines built to compress tablets consist of: 1- Hopper: for holding granulations for compressing. 2- Feed frame: for distributing the materials into the dies. 3- Dies: for controlling the size and the shape of the tablet. 4- Punches: for compressing the granulations within the dies. 5- Cam tracks for guiding the movement of the punches.

11
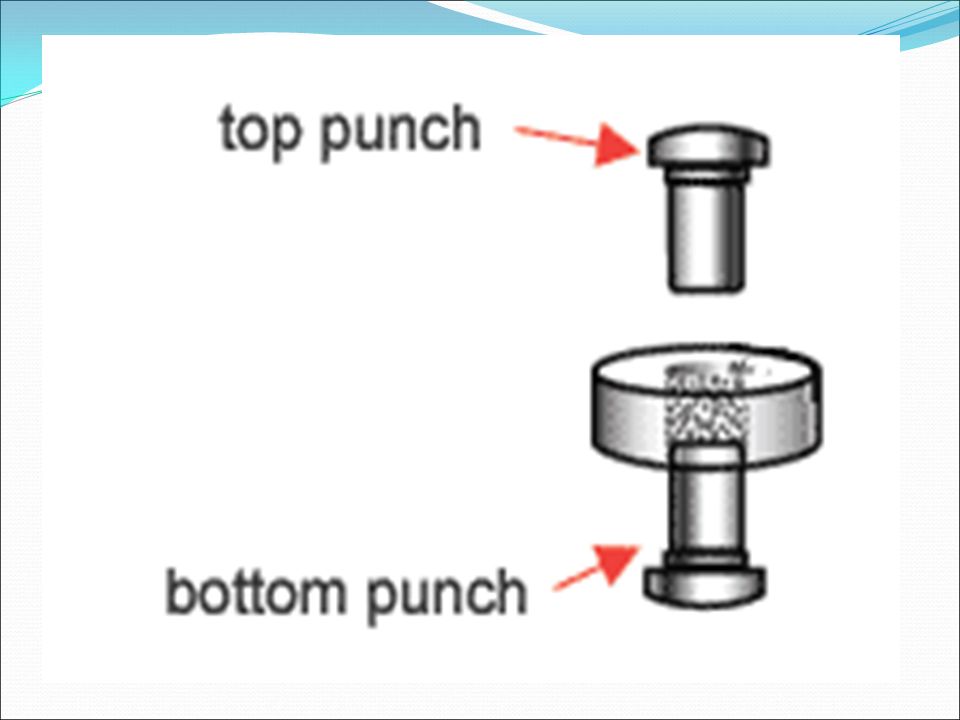
Tablet machines cont. Upper punch Die cavity Die
Dies: for controlling the size and the shape of the tablet

12
Stages in tablet formation "Compaction cycle“ 1- Die filling
Stages in tablet formation "Compaction cycle“ 1- Die filling. 2- Tablet formation. 3- Tablet ejection.

13
1- Die filling: Flow of powders (or granules) of the drug and excipients from a hopper into the die. N.B. the die is closed at its lower end by the lower punch. 2- Tablet formation: The upper punch descends powder and enters the die and the powder is compressed until a tablet is formed. N.B. lower punch may be stationary or moving upward in the die. After maximum applied force is reached, the upper punch leaves the die by moving upward. 3- Tablet ejection: The lower punch rises up until its tip reaches the die top. The tablet is subsequently removed by a pushing device.

14
Stages of tablet formation

15
Types of Tablet press They differ in their rate of production: 1- Single-punch press: It is composed of one die and one pair of punches (up to 100 tab/ min). 2- Rotary tablet press: It contains ≥60 dies (10,000 tablets/min). It is used for large scale production Hydraulic press: For research work (computerized).
. It is used for large scale production. 3- Hydraulic press: For research work (computerized)..")
16
Single punch machine: The compression is applied by the upper punch Stamping press
The weight of the tablet is determined by the volume of the die cavity, the lower punch is adjustable to increase or decrease the volume of granulation, thus increasing or decreasing the weight of tablet.

17
Single Punch Machine (Tablets)
Upper and Lower Collar Collar locker

18
The compression cycle of single-punch tablet press
18

19
Rotary tablet machines Multi-station rotary presses
For increased production the rotary machines offer the greatest advantages. The head of the tablet machine that holds the upper punches, dies and lower punches in place rotates. A head carrying a number of sets of punches and dies revolves continuously while the tablet granulation runs from the hopper into the dies placed in a large, steel plate revolving under it. This method promotes a uniform fill of the die and therefore an accurate weight for the tablet. As the head rotates, the punches are guided up and down by fixed cam tracks, which control the sequence of filling, compression and ejection. The portions of the head that hold the upper and lower punches are called the upper an lower turrets.

20
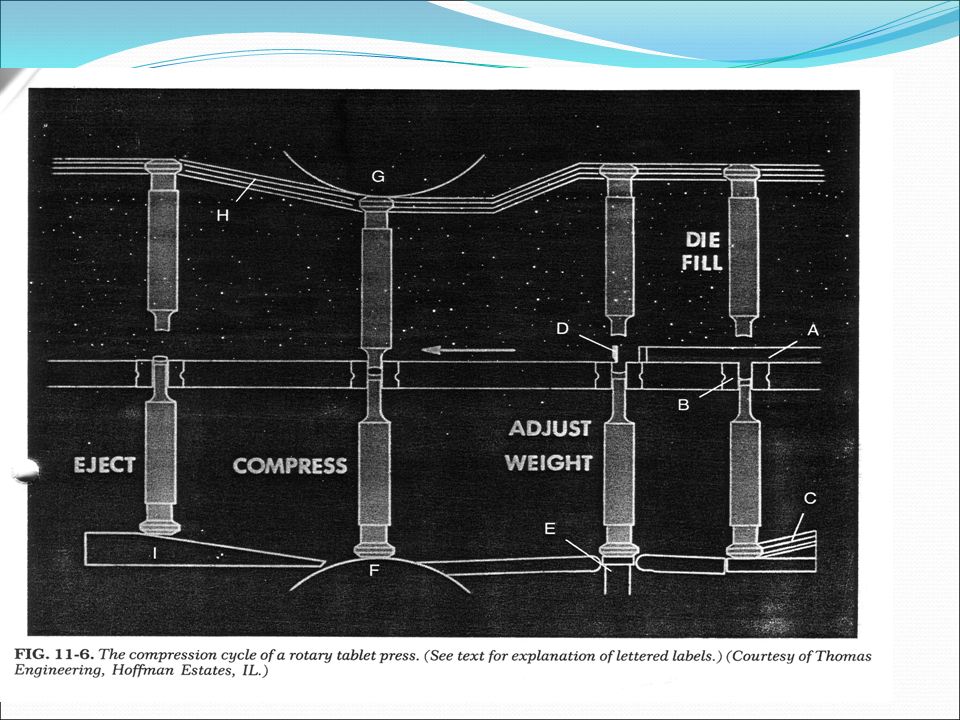
The portion holding the dies is called the die table The pull down cam (C) guides the lower punches to the bottom, allowing the dies to overfill. The punches then pass over a weight-control cam (E), which reduces the fill in the dies to the desired amount.
, which reduces the fill in the dies to the desired amount..")
21
A swipe off blade (D) at the end of the feed frame removes the excess granulation and directs it around the turret and back into the front of the feed frame. The lower punches travel over the lower compression roll (F) while simultaneously the upper punches ride beneath the upper compression roll (G).
 while simultaneously the upper punches ride beneath the upper compression roll (G)..")
23
The upper punches enter a fixed distance into the dies, while the lower punches are raised to squeeze and compact the granulation within the dies. After the moment of compression, the upper punches are withdrawn as they follow the upper punch raising cam (H). The lower punches ride up the cam (I) which brings the tablets flush with or slightly above the surface of the dies.
. The lower punches ride up the cam (I) which brings the tablets flush with or slightly above the surface of the dies..")
24
The tablets strike a sweep off blade affixed to the front of the feed frame (A) and slide down a chute into a receptacle. At the same time, the lower punches re-enter the pull down cam (C) and the cycle is repeated.
 and the cycle is repeated..")
25
Rotary Press Machine

26
Rotary tablet press

27
Although tablet compressing machinery has undergone numerous mechanical modifications over the years, the compaction of materials between a pair of moving punches within a stationary die has remained unchanged The principle modification from earlier equipment has been an increase in production rate which is regulated by Number of tooling sets Number of compression stations Rotational speed of the press

28
Special adaptations of tablet machines allow for the compression of layered tablets and coated tablets. Multilayer rotary tablet machine.

29
Tablet Ingredients (excipients)
")
Similar presentations

>")





, sifting and mixing. Principle of equipment work.>")
 B.Sc (ENGINEERING) LEVEL 2 (Semester 2)>")


>")







