Download presentation
Presentation is loading. Please wait.

1
STATUS REPORT ON VACUUM CHAMBERS (Dipole & Straight) & DIPOLE MAGNETS FOR TL-2 OF CTF3 A.K. JAIN, S.S. PRABHU, S. KOTAIAH RRCAT, INDORE (INDIA)
.")
2
Vacuum Chambers

3
Initially, two test vacuum chambers fabricated in aluminum grade AA 6061 for qualifying machining & welding procedure. Surface finish < 0.30 microns achieved. Welding torch manuveres needed to access some portions of chamber. For third chamber, design was changed to simplify welding. Leak rate obtained ~3 x 10- 10 Torr – ltr / sec. Dipole Vacuum Chambers :

4
DIPOLE VACUUM CHAMBERS Machined & Welded Prototype Chamber Initial TrialFinal Trial

5
DIPOLE VACUUM CHAMBERS

6
END FLANGES OF DIPOLE VACUUM CHAMBERS

7
Fabrication & Processing : Material: AA6061–T6 is silicon magnesium based aluminium alloy. (Material is solution heat treated and artificially aged). Tooling : High-speed cutters were used. Cutters equipped with peripheral mounting, high positive rake angle (34 0 ), coated carbide inserts with 90 0 approach angle. One of three inserts had a “wiper insert” to get good surface finish. Processing : Chemical cleaning-Approved by CERN for aluminium alloy grade AA6061-T6. After chemical cleaning, jobs were hand scrapped in the lip area to remove oxide layer just before welding. Dipole Vacuum Chambers (Contd…)
. Tooling : High-speed cutters were used. Cutters equipped with peripheral mounting, high positive rake angle (34 0 ), coated carbide inserts with 90 0 approach angle. One of three inserts had a wiper insert to get good surface finish. Processing : Chemical cleaning-Approved by CERN for aluminium alloy grade AA6061-T6. After chemical cleaning, jobs were hand scrapped in the lip area to remove oxide layer just before welding. Dipole Vacuum Chambers (Contd…).")
8
TIG WELDING : Welders were qualified as per section IX of ASME code. Cleanliness and humidity level of the weld room was maintained using air conditioners, air curtains and Dehumidifiers. Base material used : AA 6061 –T6 ( containing Si- 0.6%, Mg – 1-1.2%, - Cu - 0.27%) Filler wire used : AWS A5.10 ER 4043 (Containing Si–5%, Mn –0.05% Fe – 0.4% Al – rest) Shielding gas used : XL grade argon 99.999% as per IS-5760-1983 (Grade - 1) (Impurities - Oxygen less than 1.5 ppm., Moisture less than 1.0 ppm, total hydrocarbon – NIL) Dipole Vacuum Chambers (Contd…)
 Filler wire used : AWS A5.10 ER 4043 (Containing Si–5%, Mn –0.05% Fe – 0.4% Al – rest) Shielding gas used : XL grade argon % as per IS (Grade - 1) (Impurities - Oxygen less than 1.5 ppm., Moisture less than 1.0 ppm, total hydrocarbon – NIL) Dipole Vacuum Chambers (Contd…).")
9
Welding Parameters Peak current 60-70 Amps. Back ground current 25 Amps. Pulse frequency 7 Hz. (at high position) Pulse Ratio 80% Type of arc Hard Arc Shielding gas flow rate 8 Ltrs / min Relative Humidity Less than 35%
 Pulse Ratio 80% Type of arc Hard Arc Shielding gas flow rate 8 Ltrs / min Relative Humidity Less than 35%.")
10
Dipole Vacuum Chambers (Contd…) Present Status : Fabrication and welding procedures qualified. Raw material AA 6061 T6 procured. Awaiting CERN’s approval of TL-2 optics design & also magnet design. Final drawings for chamber fabrication to be taken up thereafter. Total nos. of dipole chambers ~5. Assembly of dipole chamber with bending magnet has been tried using CAD. There is no problem in the assembly.

11
Straight Chambers : RRCAT, Indore will deliver these chambers built out of extruded aluminum grade AA 6061 T6. This will avoid welding of chambers at the edges and their machining on a CNC vertical milling machine. Extrusion job already ordered. Extruded material expected at RRCAT ~April, 2007. Once TL-2 optics is frozen, material will be cut to required lengths, ends machined to suit the welding joints with end flanges.

12
Straight Chambers

13
DIPOLE MAGNETS FOR TL-2

14
Specifications Sr. No. Parameters Values (Type-1) 35 0 Values (Type-2) 17.5 0 1Nominal Field1.3 Tesla 2Nominal current340 A 3Pole Gap45 mm ± 50 micron 4Pole width240 mm 5Coil Pocket size176 mm (width) X 157.5 mm (height) 6Yoke Length465 mm(235mm) 7Magnetic Length518 mm288 mm 8Bending Angle35°17.5° 9Construction Length920 mm690 mm 10Core weight1273 kg640 Kg 11Coil weight860 kg445 Kg 12No of Pan Cakes44 13No of turns48/pancake 14Total no of turns192 15Resistance60 milli-Ohm32.5 milli-ohm 16Voltage20.4 Volts11.3 volts 17Power dissipated6.8 Kilo-watt(3.8 KW) 18Cooling water flow9.5 LPM 19Pressure drop2.4 ata1.24 ata 20No of cooling circuits44 21Water temperature rise 11 C5.8 C 22Quantity Required2 Nos.3 Nos. DIPOLE MAGNET
 35 0 Values (Type-2) Nominal Field1.3 Tesla 2Nominal current340 A 3Pole Gap45 mm ± 50 micron 4Pole width240 mm 5Coil Pocket size176 mm (width) X mm (height) 6Yoke Length465 mm(235mm) 7Magnetic Length518 mm288 mm 8Bending Angle35°17.5° 9Construction Length920 mm690 mm 10Core weight1273 kg640 Kg 11Coil weight860 kg445 Kg 12No of Pan Cakes44 13No of turns48/pancake 14Total no of turns192 15Resistance60 milli-Ohm32.5 milli-ohm 16Voltage20.4 Volts11.3 volts 17Power dissipated6.8 Kilo-watt(3.8 KW) 18Cooling water flow9.5 LPM 19Pressure drop2.4 ata1.24 ata 20No of cooling circuits44 21Water temperature rise 11 C5.8 C 22Quantity Required2 Nos.3 Nos. DIPOLE MAGNET.")
15
Magnet Core Material : 1.5 mm thick low carbon steel sheets supplied by M/s Cockrehill Sambre. B/H data and other information : H in A/m1201200500010000 B in Tesla0.71.51.711.81 Variation in B %15 %2 %< 2 %1 % Coercivity – 70 A/m Carbon content < 0.01 % Yield Strength 120 N/mm 2 Tensile Strength 260 N/mm 2 Thickness spread < 1.5 % Dipole Magnets (Contd…)
.")
16
Dipole Magnet Bottom Half Block Dipole Magnet Coil Pan Cake

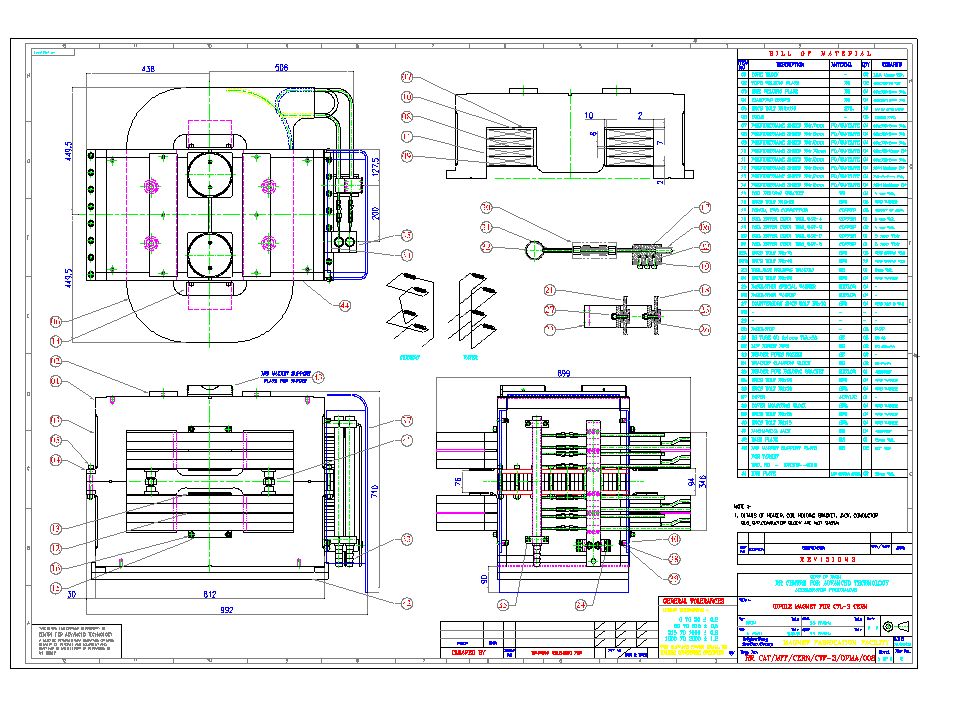
17
DIPOLE MAGNET ASSEMBLY Overall Mechanical Details of Assembled 35 Dipole Magnet Magnet height 640 mm Magnet Width 1000 mm (812 + 30 + 158) Magnet Length 910 mm Magnet total weight 2200 kg
 Magnet Length 910 mm Magnet total weight 2200 kg")
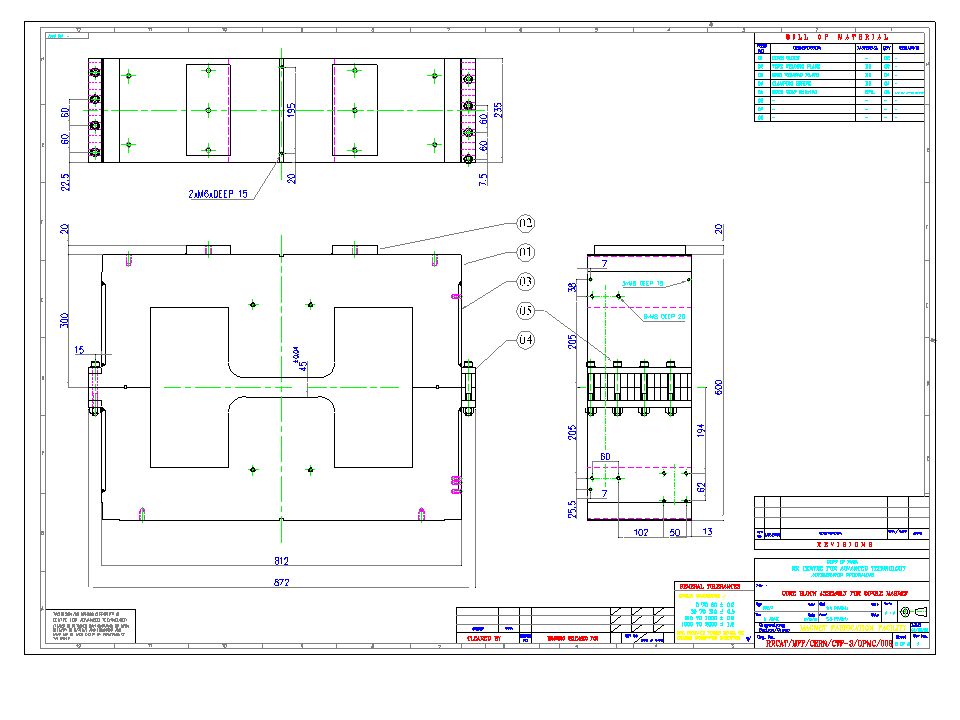
18
CORE BLOCK FOR DIPOLE MAGNET

21
Fabrication Stages : Laser Cutting of Stampings. Stacking of stampings & pressing to form a block. Welding of stampings to get block. Machining of pole surface & other reference surfaces. Assembly of two blocks along with water cooled coil pancakes.

22
Present Status : Engineering drawings for 35 0 bending magnet completed; Sent to CERN, but approval awaited. Quantity required 2 nos. Fabrication will start only after CERN’s approval of drawing. Engg drawings for 17.5 0 bending magnet completed; will be shortly sent to CERN for approval. Quantity required 3 nos. R aw material for core & coil procured. Dipole Magnets (Contd…)
.")
23
THANK YOU FOR YOUR ATTENTION

Similar presentations





 SECTION OVERVIEW:>")





 integration - Tools to develop.>")







