Download presentation
Presentation is loading. Please wait.

1
Paint Circulation Technology Level 2 - Training Document
Subject Matter Expert: Miguel Bahena

2
What Is A Paint Circulating System
A pressurized vessel used to transport material to various locations. More efficient then manual moving material to individual locations.

3
Sounds simple doesn’t it?
What Are We Doing? Moving material from point A to point B. Supply material fluid pressure. Supply material fluid flow. Maintain material integrity. That is all we do! Sounds simple doesn’t it?

4
What Are We Doing? Point A Point B

5
PAINT MIX ROOM Typical paint mix room
The martial that is used for painting the vehicles is a solvent borne material which is extremely flammable. The paint is stored and pumped from a paint mix room. MIX ROOMS ARE CLASS 1 DIVISION 1 AREAS – NO ELECTRIC ITEMS ARE ALLOWED IN THIS ROOM INCLUDING – (CELL PHONES, FLASH LIGHTS, RADIOS, ETC). UNLESS APPROVED BY FORD SAFETY Tote storage rack Tote stand for loading material Bulk Storage Tank for Solvent and Waste Typical circulation system Typical paint mix room
. UNLESS APPROVED BY FORD SAFETY. Tote storage rack. Tote stand for loading material. Bulk Storage Tank for Solvent and Waste. Typical circulation. system. Typical paint mix room.")
6
Typical Paint Circulation System Components
Transfer Pump Surge Chamber Day Tank BPR Pump Supply Line Tote Tank Return Line Booth Drops Heat Exchanger

7
PAINT CIRCULATION HEADER Typical paint circulation header
The paint is pumped from the paint circulation module to the spray booths in what is called a header system. The headers system is constructed from stainless steel pipe/tubing and delivers paint to each robot or manual spray station. At each robot or manual station, a line tee’s off the header to feed this station. This is called a drop/paint station. Typical paint circulation header

8
PAINT HEATEXCHAGNER SYSTEM
The paint must be applied to the vehicle at the correct temperature. A paint heat exchanger system is used to maintain a temperature of +/- 2 degrees F Tube and shell heat exchanger Water supply and return lines Water conditioning skid

9
WASTE COLLECTION SYSTEM
Each time the robot or manual station changes color a certain amount of waste is generated. This waste is collected at the paint booth in a waste collection system. Special Waste Collection Funnel Under Cap Cleaner to Flush Drop Legs and Prevent Debris from Entering Waste Header Recirculation of the header and drop legs are very important Gravity Waste Header Fabricated from 2” S.S. Tubing Utilizing Sanitary Fittings for Smooth ID and Ease of Maintenance. Line Installed at ¼” – 3/8” per foot to maintain proper drain velocity Ball Valves Added to Header to Have the Ability to Power Flush Header for Preventative Maintenance Purge Solvent Piped to Tank so Virgin Solvent Can be Added for Cleaning. A Catalyst Stop can be Substituted to Prevent the Catalyst from Curing (paint supplier can recommend material) Special Cage Inside Tank to Capture 2K Waste Debris From Clogging Pumps Utilize (1) Pump for Recirculation and (1) Pump for Empting of the Tank Note: Containment Pan Not Shown
 Special Cage Inside Tank to Capture 2K Waste Debris From Clogging Pumps. Utilize (1) Pump for Recirculation and (1) Pump for Empting of the Tank. Note: Containment Pan Not Shown.")
10
Supply Material Fluid Pressure?
Generally between PSI at the drop and PSI at the point of atomization.

11
Supply Material Fluid Pressure?
Circulating systems must provide minimum required fluid pressure at all drops. As material flows through piping friction causes a “pressure loss”. This pressure loss must be calculated in order to ensure the last drop meets the minimum pressure requirement. Pressure calculations are done via the “Delta P Formula”.

12
P DELTA P FORMULA FORMULA ~ ~ “Change” P
Q V L FORMULA ~ = .0273 ID 4 ~ “Change” P ~ “Pressure” (Pounds per Square Inch) Q ~ “Quantity of Flow” (Gallons Per Minute) V ~ “Viscosity” (Poise) L ~ “Length” (Feet) ID ~ “Inside Diameter” (Inches)
 Q. ~ Quantity of Flow (Gallons Per Minute) V. ~ Viscosity (Poise) L. ~ Length (Feet) ID. ~ Inside Diameter (Inches)")
13
1” x .065 WALL - 18 GAUGE S.S. TUBING
DELTA P FORMULA Example: Calculate Pressure Lost Between Drop 1 & Drop 2? 50 Feet 1” x .065 WALL - 18 GAUGE S.S. TUBING Drop 1 Drop 2 Viscosity = 1 Poise Quantity = 1.84 GPM (1 foot per sec) Length = 50 Feet I.D. = .87 Inches (1” x .065 Wall S.S. Tubing)
 Length = 50 Feet. I.D. = .87 Inches (1 x .065 Wall S.S. Tubing)")
14
Substitute numbers into formula 1” x .065 WALL - 18 GAUGE S.S. TUBING
DELTA P FORMULA Substitute numbers into formula P Q V L FORMULA ~ = .0273 ID 4 P 1.84 * 1 * 50 FORMULA ~ = .0273 4 .87 50 Feet Drop 1 Drop 2 1” x .065 WALL - 18 GAUGE S.S. TUBING P = psi

15
Maintain Material Integrity?
What Are We Doing? Maintain Material Integrity? This is the #1 concern for paint circulating system design. Issues include: Material velocity Shear (turns through system)
")
16
Maintain Material Integrity?
Material Velocity Material must maintain a certain velocity through all piping and drop hoses. “Velocity” is measured via ft/sec of material flow through piping and drop hoses. General rule is WB material must maintain 0.5’/sec and SB 1’/sec.

17
Maintain Material Integrity?
Material Velocity Material Velocity Chart Pipe Dia. 1'/sec 0.5'/sec 3/4" Line 1.2 GPM 0.6 GPM 1" Line 1.84 GPM 0.92 GPM 1.25" Line 3.5 GPM 1.75 GPM 1.5" Line 4.5 GPM 2.25 GPM

18
Maintain Material Integrity?
Material Velocity If velocity is to low then material can settle. If material settles finished product can have the “appearance” of dirt when in fact it is a settling issue. Over time this can also lead to restricted or clogged lines (usually return lines).
.")
19
Maintain Material Integrity?
Material Velocity If velocity is to high then extra energy is being used and material shear levels are higher then necessary. Higher velocity equates to higher then necessary pump flow rates and turns through paint circulating system.

20
Maintain Material Integrity?
Shear Shear is caused at any point where force is put on material. High pressure combined with high flow will cause the highest shear point (i.e. BPR, pump ball checks, regulators…). The lower the pressure and/or flow the better.
. The lower the pressure and/or flow the better.")
21
Maintain Material Integrity?
Shear General rule is after 1000 turns through the system material will have visible color degradation. Material must be replenished or it could be damaged beyond repair. 80/20 Theory: 80% of paint waste costs comes from 20% of material (i.e. low run colors).
.")
22
Maintain Material Integrity?
Material Integrity Example Over Sized Delivery System Smart Design Tank Volume 120 Flow Rate 7 3 Time for 1 Turn (min) 17.1 40.0 Time for 1000 Turns (min) 17143 40000 Time for 1000 Turns (days) 11.9 27.8
 Time for 1000 Turns (min) Time for 1000 Turns (days)")
23
Total system flow is based on the following:
What Are We Doing? Supply Material Flow? Total system flow is based on the following: Total applicator flow requirements if all applicators are flowing at maximum rate at one time. OR Required material velocity flow rate needed to maintain material integrity. WHICHEVER IS HIGHER

24
TYPES OF PAINT CIRC SYSTEMS
What are end user options? THREE PIPE SYSTEM TWO PIPE SYSTEM ONE PIPE SYSTEM PIGGABLE SYSTEM

25
3-Pipe Systems ~ Advantage: ~ Disadvantage:
Circulation thru Color Valve Color valve can be mounted on robot arm (low material waste) ~ Disadvantage: Time and material to clean Old Technology – Does not work well with WB Paints Regulator Dependent – Have to adjust to make sure system is balanced Different velocities throughout system Costly labor to design & install Not easily expandable Swings in viscosity can cause problems
 ~ Disadvantage: Time and material to clean. Old Technology – Does not work well with WB Paints. Regulator Dependent – Have to adjust to make sure system is balanced. Different velocities throughout system. Costly labor to design & install. Not easily expandable. Swings in viscosity can cause problems.")
26
Three Pipe System (1) Supply – (2) Returns
 Supply – (2) Returns")
27
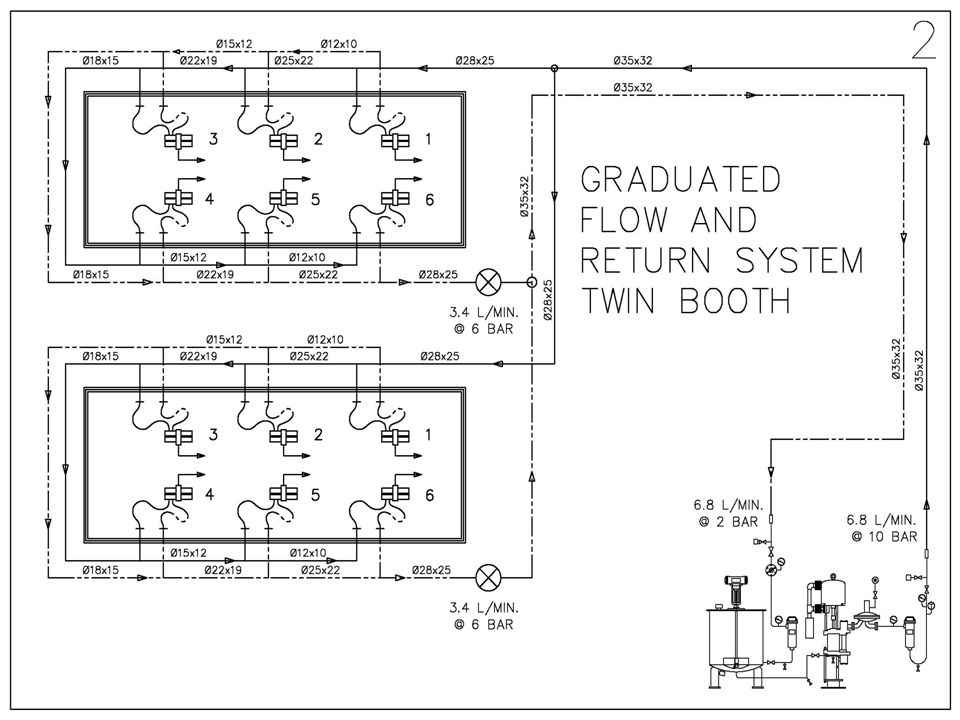
TWO PIPE SYSTEM GRADUATED LINE SIZES
SINGLE BPR (Back Pressure Regulator) RECIRCS THROUGH COLOR VALVE MOUNTED ON ROBOT ARM HYDRAULICALLY BALANCED OR REGULATOR DEPENDANT
 RECIRCS THROUGH COLOR VALVE MOUNTED ON ROBOT ARM. HYDRAULICALLY BALANCED OR REGULATOR DEPENDANT.")
28
TWO PIPE SYSTEM

29
2-Pipe Systems ~ Advantage: ~ Disadvantage: Circulation in Color Valve
Color valve can be mounted on robot arm (low material waste) Not Regulator Dependent ~ Disadvantage: Time and material to clean Different velocities throughout system Costly labor to design & install Not easily expandable Swings in viscosity can cause problems
 Not Regulator Dependent. ~ Disadvantage: Time and material to clean. Different velocities throughout system. Costly labor to design & install. Not easily expandable. Swings in viscosity can cause problems.")
30
Two Pipe System

32
ONE PIPE SYSTEM (Ring Main)
One pipe circles booth. Deadend drops are used to supply color valve with material.

33
ONE PIPE SYSTEM

34
No Circulation through Color Valve Material settling at deadend drops
Overview 1-Pipe Systems ~ Disadvantage: ~ Advantage: Low volume containment Quick color change Quick viscosity adjustment Reduced energy Easily expandable Lower install cost No Circulation through Color Valve Material settling at deadend drops

35
Color valve cannot be located on robot arm (must be hard mounted)
Overview Piggable System ~ Advantage: Low volume containment No settling Quick color change Capable of being shut down Expandable Reduced energy Circulates through color valve Low design engineering costs Simpler operation Consistent velocity Low solvent usage ~ Disadvantage: Color valve cannot be located on robot arm (must be hard mounted)
")
36
\ PIGGABLE SYSTEMS

37
MAIN PAINT LINE COLOR 1 MAIN PAINT LINE COLOR 1
COMPRESSED AIR HEADER SOLVENT HEADER MAIN PAINT LINE COLOR 1 COLOR CHANGE VALVE MAIN PAINT LINE COLOR 1 MAIN PAINT LINE COLOR 1

38
Paint Circulation System Components
Transfer Pump Surge Chamber Day Tank BPR Pump Supply Line Tote Tank Return Line Booth Drops Heat Exchanger

39
Non-Encapsulated Ball Valves FORD SPEC - Full-Encapsulated Ball Valves
TYPES OF BALL VALVES Non-Encapsulated Ball Valves Dirt builds up between ball Not easily cleanable Paint can settle out Cheaper FORD SPEC - Full-Encapsulated Ball Valves No space for dirt build up Easily cleanable Piggable More Expensive

40
TYPES OF FITTINGS Threaded Fittings Dirt builds up threads
Rough inside diameter Oil used to cut threads Not piggable Sanitary Fittings Used in dairy and pharma industry Cleanest fitting No oil used in fabrication Piggable

41
DUAL FUNCTION FILTERS Cartridge Basket Strainer Filter Housing Bag
Centering Ring

42
TYPES OF AGITATORS Vain Air Motors High SCFM usage (15 – 30 scfm)
High cost to operate Oil required for lubrication Radial Piston Air Motor Low SCFM usage (2 – 4 scfm) Low cost to operate Oil NOT required for lubrication FORD SPEC - Electric Direct Drive Agitator Motor Lowest cost to operate Most expensive to integrate (larger tanks)
 Low cost to operate. Oil NOT required for lubrication. FORD SPEC - Electric Direct Drive Agitator Motor. Lowest cost to operate. Most expensive to integrate (larger tanks)")
43
TANKS FLAT LID TANKS Removal lids for cleaning Larger access openings
Not recommended for WB – Paints DOMED TOP TANKS Not Removable Typically smaller openings Condensation builds up and wicks side wall Recommend for WB Paints

44
Description E4-60 & E4-90 16 & 24 GPM
Main Pump Assembly Main Components 5 HP Motor & Gearbox Main Cam Shaft and Bearings 4 Cylinders 8 Ball Check Carriage and Cam Follower Carriage Support Shaft and Linear Ball Bearing Bushes

45
Turbine Pump Technology
Use multi stage chambers each with a “impeller” blade that centrifugally create pressure and flow. Each chamber will create shear and increase paint temperature as the impeller blade abuses material. Temperature increase demonstrates the inefficiency of the pump…temperature increase is lost energy. A large 10 to 20 HP motor is needed to supply necessary power to impeller blades. End result is a costly pump that shears material and needs a heat exchanger installed on the circulating system to function properly. Stages Impeller Blade

46
Turbine Pump Technology
Typical turbine pumps will use a 10 to 20 HP motor to supply required pressure & flow. Smart Pumps will require a 1.5 to 5 HP to supply same pressure & flow. The extra “energy” required for turbine pumps is transferred into the material in the form of heat (30° to 50°). This heat transfer requires Temperature Controls to be used to cool material to an application temperature. The Temperature Controls may not be required for the Smart Pump as heat transfer is minimal (2° to 5°). If required in order to maintain material temperature due to changing ambient temperature, the footprint and energy consumption is much lower.
. This heat transfer requires Temperature Controls to be used to cool material to an application temperature. The Temperature Controls may not be required for the Smart Pump as heat transfer is minimal (2° to 5°). If required in order to maintain material temperature due to changing ambient temperature, the footprint and energy consumption is much lower.")
47
Smart Circulating System
Overview Smart Pump… every Hz equals flow! Smart BPR… can be automatically energized or de-energized! End Result… Smart Circulating System

48
What is “SMART CIRC” Existing circulating technology maintains operating pressure 24 hours a day even though material is not in demand… SMART CIRC automatically adjusts system pressure and flow to meet the demands at the applicator!

49
Smart Circulating System Flow Chart
A) Material Required: Signal activates BPR to preset pressure level. Pump is adjusted to “Flow” or “Pressure” mode depending on system demands. Job Queue Input Data shows material to be “required”. Data shows material is “not required”. PLC Smart Circ Controls B) Material Not Required: Signal de-activates BPR to fully open 0 pressure level. Pump is adjusted to maintain “Flow” mode at preset levels.
 Material Required: Signal activates BPR to preset pressure level. Pump is adjusted to Flow or Pressure mode depending on system demands. Job Queue Input. Data shows material to be required . Data shows material is not required . PLC. Smart Circ Controls. B) Material Not Required: Signal de-activates BPR to fully open 0 pressure level. Pump is adjusted to maintain Flow mode at preset levels.")
50
Why “SMART CIRC” Material integrity. Pump component wear. Energy use.
Consistent pressure settings (automated control). Consistent flow settings (automated control). Greater process controls.
. Consistent flow settings (automated control). Greater process controls.")
51
Thank You

Similar presentations