Download presentation
Presentation is loading. Please wait.

1
Just-In-Time and Lean Systems
Chapter 7 Just-In-Time and Lean Systems

2
Just-In-Time (JIT) Getting the right goods to the right place at the right time. In an ideal JIT system, inventory = ?? JIT is a goal and a philosophy.

3
Lean System: A Broad View of JIT
Extending JIT philosophy to the entire organization, it is the Lean System. In a lean system, everything is “right”, therefore no waste existing.

4
What are “Wastes”? Waste is anything that doesn’t add value: time, money, resource, material, space, energy, labor activity, … What may cause wastes? Inventory Unsynchronized production Unstreamlined layouts Unnecessary material handling Scrap & rework …

5
Central Beliefs of Philosophy of JIT / Lean System
Elimination of waste Broad view of operations Simplicity Continuous improvement Visibility Flexibility

6
Eliminate Waste Anything in an operation that does not add value is waste. Method A and method B can both get a task done. If A can do it better, or faster, or in a cheaper way, then there exist wastes in method B.

7
Everyone Has a Broad View of Organization
Instead of focusing on the assigned jobs only, a worker has a broad view of the organization: its mission and goals, and place his job in that big picture.

8
Simplicity If a problem can be solved in a simple way, do not go complicate.

9
Continuous Improvement
Good enough is not good enough. “Kaizen blitz” is a Japanese way of implementing continuous improvement idea. It is a few day’s intensive work of a cross-functional team aiming at resolving a bite-size chunk of a problem.

10
Visibility Visibility is to make waste visible.
Waste can only be eliminated after it’s discovered. Clutter and inventory hide waste. JIT requires clean facilities and open space so that no waste can be hidden.

11
Flexibility Flexible so as to adapt to changes in the demand and environment. Volume flexibility Variety flexibility

12
Three Elements that Make JIT Work
Just-in-time manufacturing Total quality management Respect for people

13
JIT Manufacturing Kanbans & pull production systems
Quick setups & small lots Uniform plant loading Flexible resources Efficient facility layouts

14
Pull Production Process is driven by real demands (rather than demand forecasts). Doing nothing unless a real demand calls (demand pull). All work stations are “demand pull”.

15
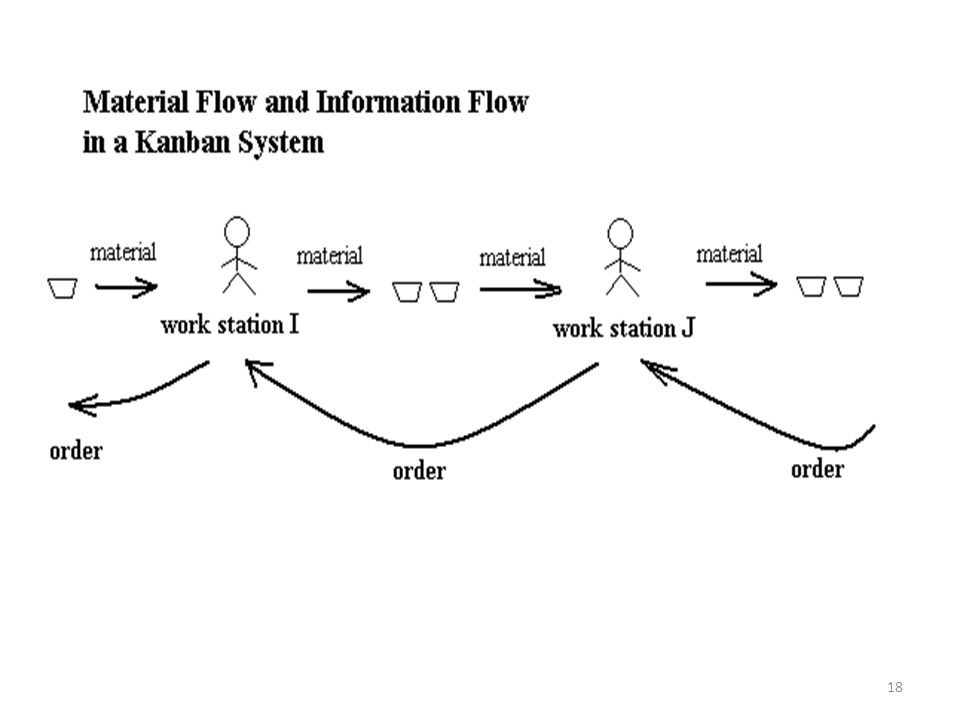
Kanban Production System
A “pull production” system. Real demand information is passed in relay backward from the last work station by using ‘kanbans (cards)’. Each work station works according to the kanbans passed from the next station. Each work station is responsible to pass proper kanbans to the previous station.
’. Each work station works according to the kanbans passed from the next station. Each work station is responsible to pass proper kanbans to the previous station.")
17
Illustration of Kanban in Textbook
© Wiley 2010

19
Number of Kanbans in a Withdraw Work Station
N = number of containers in a withdraw station D = demand rate at the withdraw station T = lead time from supply station C = container size S = safety stock to protect against uncertainty

20
Quick Setups & Small Lots
Setup times = time required to get the machine ready cleaning, calibrating, changing tools, ... Internal setups The machine must stop when doing setup. External setups Setup can be performed when machine is running.

21
Uniform Plant Loading “Leveling” of the production schedule so that the production of a product is evenly spread over the planning horizon in small batches. Leveling the schedule can have big impact along whole supply chain.

22
An Example of Uniform Plant Loading
© Wiley 2010

23
Flexible Resources General purpose equipment: Multifunctional workers:
E.g.: drills, lathes, printer-fax-copiers, etc. Capable of being setup to do many different things Multifunctional workers: Cross-trained to perform several different duties

24
Efficient Facility Layouts
Workstations in close physical proximity to reduce transport & movement Streamlined flow of material Often uses: Cellular Manufacturing (instead of job shops) U-shaped lines: (allows material handler to quickly drop off materials & pick up finished work)
 U-shaped lines: (allows material handler to quickly drop off materials & pick up finished work)")
25
Cellular Manufacturing (Group Technology)
Components are grouped according to their similarities. Machines are grouped in cells so that a cell can complete the processing of some groups of components Similar components are processed completely in a cell composed of dissimilar machines.

26
Job Shop Layout

27
Cellular Manufacturing (Group Technology)
")
28
TQM & JIT Quality at the Source Jidoka (authority to stop line)
Poka-yoke (foolproof the process) Preventive maintenance
 Preventive maintenance.")
29
Respect for People: The Role of Workers
Cross-trained workers Actively engaged in problem-solving Workers are empowered Everyone responsible for quality Workers gather performance data Team approaches used for problem-solving Decision made bottom-up Workers responsible for preventive maintenance

30
Respect for People: The Role of Management
Responsible for culture of mutual trust Serve as coaches & facilitators Support culture with appropriate incentive system Responsible for developing workers Provide multi-functional training Facilitate teamwork

31
Supplier Relations & JIT
Use single-source suppliers Build long-term relationships Co-locate facilities to reduce transport Stable delivery schedules Share cost & other information

32
Benefits of JIT Smaller inventories Improved quality
Reduced space requirements Shorter lead times Lower production costs Increased productivity Increased machine utilization Greater flexibility

33
Implementing JIT Manufacturing
Identify & fix problems Reorganize workplace Remove clutter & designate storage Reduce setup times Reduce lot sizes & lead times Implement layout changes Cellular manufacturing & close proximity Switch to pull production Extend methods to suppliers

34
Implementing JIT Is a Process of Continuous Improvement
© Wiley 2010

35
JIT in Services Multifunctional workers Reduce cycle times
Minimize setups Parallel processing Good housekeeping Simple, highly-visible flow of work

Similar presentations






: an older name for lean systems Toyota Production System (TPS): another name for lean systems, specifically as.>")











 and JIT (pull) system PULL SYSTEM PUSH SYSTEM A PUSH system where material is moved on to the next stage as soon as.>")

