Download presentation
Presentation is loading. Please wait.

1
Examples

2
Equivalent Thickness When a thermoplastics is specified as a replacement for another material, the new part often needs to have the same stiffness as the old one Deflection is proportional to 1/E*I E is modulus I is moment of inertia I is proportional to thickness3

3
Equivalent Thickness

4
Equivalent Thickness

5
Equivalent Thickness

6
Equivalent Thickness Calculate the thickness of a part that when made of polycarbonate will have the same deflection as a 0.75mm thick aluminum part at 73deg using moduli of the two materials

7
Equivalent Thickness Calculate the thickness of a part that when made of polycarbonate will have the same deflection as a 0.75mm thick aluminum part at 73deg using thickness conversion factors

8
Thermal Stress Thermal expansion and contraction are important considerations in plastic design Expansion-contraction problems often arise when two parts made of different materials having different coefficients of thermal expansion are assembled at temperatures other than the end use temperature When the assembled part goes into service in the end use environment, the materials react differently, resulting in thermal stress

9
Thermal Stress Thermal Stress can be calculated by:

10
Thermal Stress

11
Thermal Stress

12
Thermal Stress E = 300,000 psi for polycarbonate σ = 1000 psi

13
Beam Analysis Alternate designs for park bench seat members
Example of the method a designer will use to estimate bending stress, strain and deflections Material is recycled polyolefin Design for two people, 220lbs each, for 8 hours per day 10 year service life

14
Beam Analysis

15
Beam Analysis Plastics have the advantage of durability, through coloring and design flexibility Plastics have the disadvantage of relatively low modulus values, particularly at elevated temperatures Designer must estimate the maximum stress and deflection for each of the proposed designs Failure could result in personal injury Creep must be consider in the long term application

16
Beam Analysis

17
Beam Analysis Support The planks are beams resting on the bench supports that have an unsupported length of 48 inches Support conditions at both ends exhibit characteristics of both simple and fixed supports A beam with simple supports represents the worst case for maximum possible mid-span stress and deflection

18
Beam Analysis Loading conditions
Bench is loaded and unloaded periodically, not continuous Loading is intermittent rather than fatigue Loads are static Weight of the beam is of concern, due to creep Assume 2 people, 220 lbs each, for 8 hour per day distributed over the length of one beam

19
Beam Analysis Loading conditions
Full recovery is assumed to occur overnight The size of the continuous, uniformly distributed load, due to the weight of the beam must be determined The deflection and stresses resulting from the intermittent external load are superimposed on the continuous uniformly distributed load caused by the weight of the beam

20
Beam Analysis

21
Beam Analysis Equations
Generalized equations for a beam with partially distributed loads and simple supports are At L/2 L length in inches C distrance from the neutral axis to surface W is load in lbs/in E is the materials modulus I moment of inertia, in4 M the bending moment,

22
Beam Analysis Service Environment Used outdoors throughout the year
Used in various climates Contacts various cleaners Maximum service temperature is assumed to be 100ºF Service life is ten years

23
Beam Analysis Material Properties
In this application, the planks are loaded for extended periods of time and creep effects must be taken into account The appropriate creep modulus is used in the maximum deflection equation The deflection and stress are due to both the beam weight and the external load

24
Beam Analysis Material Properties
Maximum deflection will occur at the end of the service life, 10 years, due to internal loading E = 2.5 x 105 psi Maximum deflection will occur after 8 hours of continuous loading due to the external load E = 3 x 105 psi

25
Beam Analysis

26
Beam Analysis

27
Beam Analysis The external loading, uniformly distributed due to the weight of the two adults is the same for all four cases we = 2*220lbs/48 inches = 9.17 lbs/in The internal load change in each case wi = density*volume/length Solid = lbs/in Hollow = lbs/in Rib = lbs/in Foam = lbs/in

28
Beam Analysis

29
Beam Analysis

30
Beam Analysis

31
Beam Analysis

32
Beam Analysis

33
Beam Analysis Comparisons
Solid is lowest in stress and deflection, but the material and manufacturing costs are excessive and quality problems with voids and sink marks Hollow offers a 50% material savings, but only a 26% increase in deflection and 28% increase in stress Rib offers a 38% material savings and a 41% increase in deflection and 59% increase in stresses Foam offers a 20% material savings and 28% increase in deflection and 29% increase in stresses

34
Living Hinge

35
Living Hinge A living hinge is a thin flexible web of material that joins two rigid bodies together. A properly designed hinge molded out of the correct material will never fail. Long-life hinges are made from polypropylene or polyethylene. If the hinge is not expected to last forever, engineering resins like nylon and acetal can be used.

36
Figure: This polypropylene package for baby wipes utilizes a living hinge.

37
Living Hinge Before designing a living hinge, it is important to understand how the physical properties relate to the hinge design calculations. There are three types of hinges: a fully elastic hinge, capable of flexing several thousand cycles a fully plastic hinge, capable of flexing only a few cycles and a combination of plastic elastic, capable of flexing hundreds of times

38
Living Hinge Figure 1: Typical stress/strain curve for metals and some plastics.

39
Living Hinge When a living hinge is flexed, the hinge's plastic fibers are stretched a certain amount, depending on its design. The amount of stretch is the crucial factor determining hinge life. To design a fully elastic hinge, the hinge's maximum strain must be in the elastic region of the curve; the plastic will fully recover its shape after a flex, and should last for many flexes. A plastic hinge design that experiences strain in the plastic region, will see permanent deformation, and will last only a few flexes.

40
Living Hinge Figure 3: Dimensions for a right angle hinge.
Figure 2: Dimensions for a 180 polypropylene and polyethylene living hinge. Figure 3: Dimensions for a right angle hinge.

41
Living Hinge Hinges designed for polypropylene and polyethylene should follow dimensional guidelines to create a fully elastic hinge that will last forever. Figure 2 shows some general dimensions for a properly designed living hinge. Figure 3 shows dimensions for a right angle hinge

42
Living Hinge Figure 4: This is an example of a poorly designed hinge with no recess. When bent, the absence of a recess creates a notch. Figure 5: The recess on top of the hinge eliminates the notch when it is folded.

43
Living Hinge The two major features of a living hinge are the recess on the top and the generous radius on the bottom. Figures 4 and 5 show the purpose of the recess. Many hinges are designed without a recess; as a result, when the hinge is bent 180, a notch is formed. This hinge design creates greater stress in the web, and the notch acts as a stress concentrator. Hinges designed this way will not last long. Figure 5 shows that with a recess, the notch is eliminated, and the web is able to fold over easier.

44
Living Hinge The large radius on the bottom of hinge helps orient the polymer molecules as they pass through the hinge. Molecular orientation gives the hinge its strength and long life. Commonly, immediately after a hinge part is molded, the operator or a machine will flex the hinge a few quick times to orient the molecules while the part is still warm.

45
Living Hinge The hinge dimensions for polyethylene and polypropylene are based on the materials' properties, including modulus, yield stress, yield strain, ultimate stress, and ultimate strain. Because other resins' properties vary widely, living hinge dimensions must be calculated for each particular resin. Figure 6 shows the dimensions that will be used in the calculations.

46
Living Hinge Basically, the calculations find the maximum strain in the hinge and compare it to the material properties. If the strain is below the elastic limit, the hinge will survive. If the strain is in the plastic region, the hinge will last a few cycles. If the strain is the past the breaking point, the hinge will fail.

47
Living Hinge Several simplifying assumptions are made, and tests have shown the assumptions are sound. 1) The hinge bends in a circle and the neutral axis coincides with the longitudinal hinge axis. 2) The outer fiber is under maximum tension; the inner fiber is under maximum compression. 3) When the tension stress reaches the yield point, the hinge will fail by the design criteria.
 The hinge bends in a circle and the neutral axis coincides with the longitudinal hinge axis. 2) The outer fiber is under maximum tension; the inner fiber is under maximum compression. 3) When the tension stress reaches the yield point, the hinge will fail by the design criteria.")
48
Living Hinge Refer to Figure 6. L1 = R (the perimeter of semicircle).
L1:Length of the hinge's neutral axis t:Half the hinge's thickness l:Hinge recess R:Hinge radius L0:Length of the hinge's outer fibers

49
Living Hinge Figure 6 L1:Length of the hinge's neutral axis
t:Half the hinge's thickness l:Hinge recess R:Hinge radius L0:Length of the hinge's outer fibers

50
Living Hinge Elastic Hinge In a fully elastic hinge design,
bending must be less than yield and bending must be less than yield. Failure occurs when bending = yield and when bending=yield. Either equation can be used, depending on whether yield stress or strain is known.

51
Living Hinge To use the equations, find the yield strain (yield), or the yield stress (yield) and secant modulus at yield (Esecant, yield). Substituting these values into the equations will result in the lowest value of L1 that will yield an elastic hinge. Either the hinge thickness or its length must be known as well. Generally, a minimum processing thickness is selected, ranging from 0.008" to 0.015", and then a length is calculated.

52
Living Hinge Figure 6 Figure 7: Hinge dimensions for calculations
L1:Length of the hinge's neutral axis t:Half the hinge's thickness l:Hinge recess R:Hinge radius L0:Length of the hinge's outer fibers Figure 7: Hinge dimensions for calculations

53
Living Hinge Plastic Hinge:
A plastic hinge will only last a few cycles. Cracks will probably start on the first flex. Calculations for a plastic hinge are the same as those of for an elastic hinge, except ultimate and ultimate are used.

54
Living Hinge Processing Conditions
The key to living hinge life is to have the polymer chains oriented perpendicular to the hinge as they cross it. As stated earlier, parts are generally flexed a few times immediately after molding to draw and further orient the hinge molecules. Another important factor in determining orientation is gate location. It is crucial to maintain a flow front as parallel to the living hinge as possible.

55
Living Hinge Figure 9: An example of a poorly gated part.

56
Living Hinge Figure 10: A properly gated hinged part. Example of a properly gated part. A wide flash gate is placed on one end to create a flat flow front when the plastic reaches the hinge. This results in even flow over the hinge, and provides proper orientation direction. Locating a gate at the center of one end of the part would be another suitable gate location.

57
Living Hinge Material: Hoechst Celanese Acetal Copolymer, Grade TX90 Unfilled High Impact Tensile Strength at Yield: 45 MPa Elongation at Yield: 15% 2t (hinge thickness) = 0.012" l (hinge recess) = 0.010" This is a 180 hinge. Find the minimum hinge length for a fully elastic hinge.
 = l (hinge recess) = This is a 180 hinge. Find the minimum hinge length for a fully elastic hinge.")
58
Living Hinge For a fully elastic hinge, the minimum hinge length is calculated using L1 = (t) / yield L1 = (0.006"* ) / 0.15 L1 = 0.126" for a fully elastic hinge
 / L1 = for a fully elastic hinge.")
59
Living Hinge Material: Dupont Zytel 101 NC010 Nylon 66, Unfilled
Tensile Strength at Yield: 83 MPa Elongation at Yield: 5% Elongation at Break: 60% 2t (hinge thickness) = 0.012" l (hinge recess) = .010" This hinge only has to bend 90. Find the minimum hinge length for a fully elastic design.
 = l (hinge recess) = .010 This hinge only has to bend 90. Find the minimum hinge length for a fully elastic design.")
60
Living Hinge Since the bend is 90, can be substituted with /2 (this can be found from the previous derivation). L1 = (t/2) / yield L1 = (0.006"* *0.5) / 0.05 L1 = 0.188" For a 180 bend, L1 would need to be 0.376". This is probably not moldable. Even 0.188" may be difficult to mold.
 / yield. L1 = (0.006 * *0.5) / L1 = For a 180 bend, L1 would need to be This is probably not moldable. Even may be difficult to mold.")
61
Snap Fits

62
Snap Fit Snap fits are the simplest, quickest and most cost effective method of assembling two parts When designed properly, parts with snap-fits can be assembled and disassembled numerous times without any adverse effect on the assembly. Snap-fits are also the most environmentally friendly form of assembly because of their ease of disassembly, making components of different materials easy to recycle.

63
Snap Fit

64
Snap Fit Most engineering material applications with snap-fits use the cantilever design Other types of snap-fits which can be used are the “U“ or “L“ shaped cantilever snaps These are used when the strain of the straight cantilever snap cannot be designed below the allowable strain for the given material

65
Snap Fit A typical snap-fit assembly consists of a cantilever beam with an overhang at the end of the beam The depth of the overhang defines the amount of deflection during assembly.

66
Snap Fit The overhang typically has a gentle ramp on the entrance side and a sharper angle on the retraction side. The small angle at the entrance side (α) helps to reduce the assembly effort, while the sharp angle at the retraction side (α“) makes disassembly very difficult or impossible depending on the intended function. Both the assembly and disassembly force can be optimized by modifying the angles mentioned above.
 helps to reduce the assembly effort, while the sharp angle at the retraction side (α ) makes disassembly very difficult or impossible depending on the intended function. Both the assembly and disassembly force can be optimized by modifying the angles mentioned above.")
67
Snap Fit The main design consideration of a snap-fit is integrity of the assembly and strength of the beam. The integrity of the assembly is controlled by the stiffness (k) of the beam and the amount of deflection required for assembly or disassembly. Rigidity can be increased either by using a higher modulus material (E) or by increasing the cross sectional moment of inertia (I) of the beam. The product of these two parameters (EI) will determine the total rigidity of a given beam length.
 of the beam and the amount of deflection required for assembly or disassembly. Rigidity can be increased either by using a higher modulus material (E) or by increasing the cross sectional moment of inertia (I) of the beam. The product of these two parameters (EI) will determine the total rigidity of a given beam length.")
68
Snap Fit The integrity of the assembly can also be improved by increasing the overhang depth. As a result, the beam has to deflect further and, therefore, requires a greater effort to clear the overhang from the interlocking hook. However, as the beam deflection increases, the beam stress also increases. This will result in a failure if the beam stress is above the yield strength of the material.

69
Snap Fit Thus, the deflection must be optimized with respect to the yield strength or strain of the material. This is achieved by optimizing the beam section geometry to ensure that the desired deflection can be reached without exceeding the strength or strain limit of the material.

70
Snap Fit The assembly and disassembly force will increase with both stiffness (k) and maximum deflection of the beam (Y). The force (P) required to deflect the beam is proportional to the product of the two factors: P= kY The stiffness value (k) depends on beam geometry
 required to deflect the beam is proportional to the product of the two factors: P= kY. The stiffness value (k) depends on beam geometry.")
71
Snap Fit Stress or strain is induced by the deflection (Y)
The calculated stress or strain value should be less than the yield strength or the yield strain of the material in order to prevent failure

72
Snap Fit Cantilever beam: deflection-strain formulas

73
Snap Fit Cantilever beam: deflection-strain formulas

74
Snap Fit Cantilever beam: deflection-strain formulas

75
Snap Fit The cantilever beam formulas used in conventional snap-fit design underestimate the amount of strain at the beam/wall interface because they do not include the deformation in the wall itself. Instead, they assume the wall to be completely rigid with the deflection occurring only in the beam. This assumption may be valid when the ratio of beam length to thickness is greater than about 10:1.

76
Snap Fit However, to obtain a more accurate prediction of total allowable deflection and strain for short beams, a magnification factor should be applied to the conventional formula. This will enable greater flexibility in the design while taking full advantage of the strain-carrying capability of the material.

77
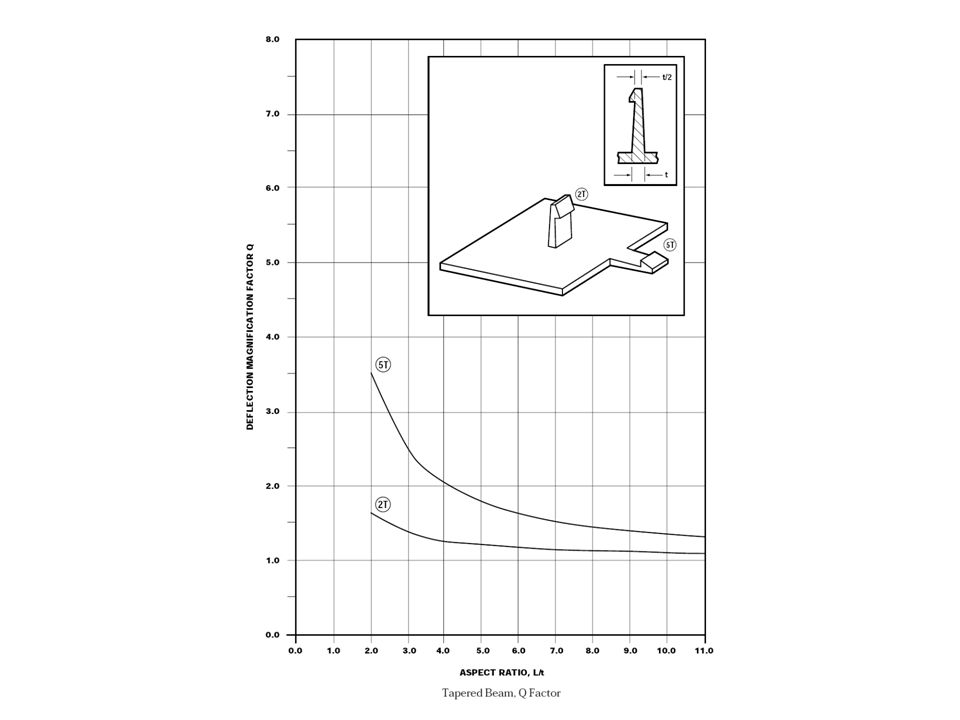
Snap Fit A method for estimating these deflection magnification factors for various snap-fit beam/wall configurations has been developed The results of this technique, which have been verified both by finite element analysis and actual part testing, are shown graphically Also shown are similar results for beams of tapered cross section (beam thickness decreasing by 1/2 at the tip).
.")
82
Snap Fit Determine: The maximum deflection of snap The mating force

83
Snap Fit The maximum deflection of snap

84
Snap Fit The mating force

85
Snap Fit Is this type of snap fit acceptable for nylon 6?

86
Snap Fit Solution

Similar presentations









>")










>")

