Download presentation
Presentation is loading. Please wait.

1
Inventory Management Operations Management Dr. Ron Tibben-Lembke

2
Purposes of Inventory n Meet anticipated demand l Demand variability l Supply variability n Decouple production & distribution l permits constant production quantities n Take advantage of quantity discounts n Hedge against price increases n Protect against shortages

3
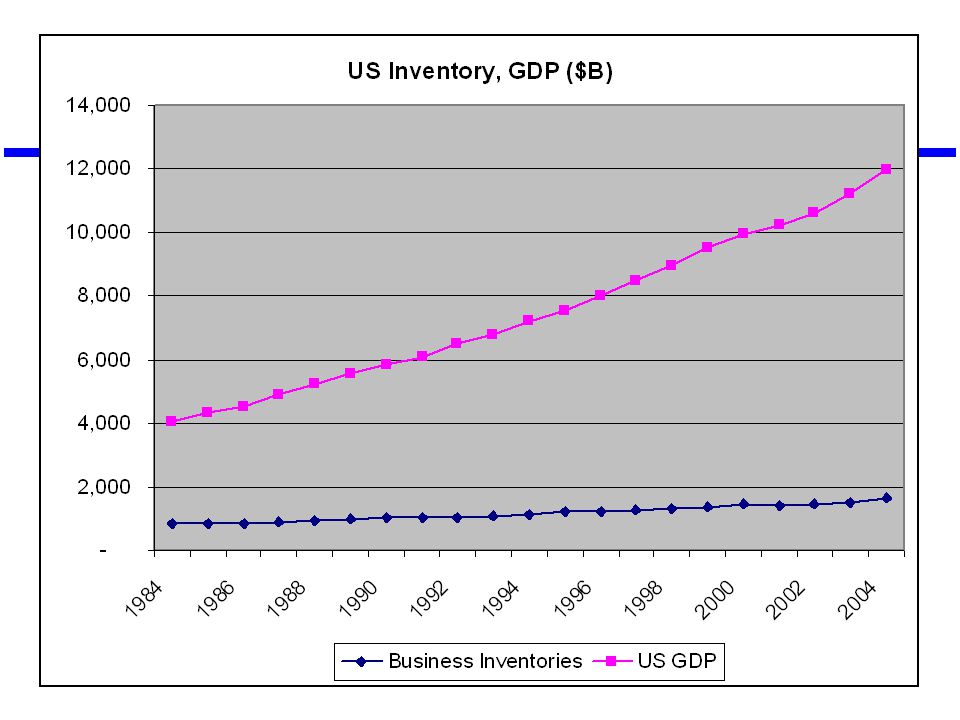
200613.81185724.0%4468015813059.9

5
Source: CSCMP, Bureau of Economic Analysis

6
Two Questions Two main Inventory Questions: n How much to buy? n When is it time to buy? Also: Which products to buy? From whom?

7
Types of Inventory n Raw Materials n Subcomponents n Work in progress (WIP) n Finished products n Defectives n Returns
 n Finished products n Defectives n Returns")
8
Inventory Costs What costs do we experience because we carry inventory?

9
Inventory Costs Costs associated with inventory: n Cost of the products n Cost of ordering n Cost of hanging onto it n Cost of having too much / disposal n Cost of not having enough (shortage)
")
10
Shrinkage Costs n How much is stolen? l 2% for discount, dept. stores, hardware, convenience, sporting goods l 3% for toys & hobbies l 1.5% for all else n Where does the missing stuff go? l Employees: 44.5% l Shoplifters: 32.7% l Administrative / paperwork error: 17.5% l Vendor fraud: 5.1%

11
Inventory Holding Costs Category% of Value Housing (building) cost4% Material handling3% Labor cost3% Opportunity/investment9% Pilferage/scrap/obsolescence2% Total Holding Cost21%
 cost4% Material handling3% Labor cost3% Opportunity/investment9% Pilferage/scrap/obsolescence2% Total Holding Cost21%")
12
Inventory Models n Fixed order quantity models l How much always same, when changes l Economic order quantity l Production order quantity l Quantity discount n Fixed order period models l How much changes, when always same

13
Economic Order Quantity Assumptions n Demand rate is known and constant n No order lead time n Shortages are not allowed n Costs: l S - setup cost per order l H - holding cost per unit time

14
EOQ Time Inventory Level Q* Optimal Order Quantity Decrease Due to Constant Demand

15
EOQ Time Inventory Level Q* Optimal Order Quantity Instantaneous Receipt of Optimal Order Quantity

16
EOQ Time Inventory Level Q* Optimal Order Quantity

17
EOQ w Lead Time Time Inventory Level Q* Optimal Order Quantity Lead Time

18
EOQ Time Inventory Level Q* Lead Time Reorder Point (ROP)
")
19
EOQ Time Inventory Level Q* Lead Time Reorder Point (ROP) Average Inventory Q/2
 Average Inventory Q/2")
20
Total Costs n Average Inventory = Q/2 n Annual Holding costs = H * Q/2 n # Orders per year = D / Q n Annual Ordering Costs = S * D/Q n Annual Total Costs = Holding + Ordering

21
How Much to Order? Annual Cost Order Quantity Holding Cost = H * Q/2

22
How Much to Order? Annual Cost Order Quantity Holding Cost = H * Q/2 Ordering Cost = S * D/Q

23
How Much to Order? Annual Cost Order Quantity Total Cost = Holding + Ordering

24
How Much to Order? Annual Cost Order Quantity Total Cost = Holding + Ordering Optimal Q

25
Optimal Quantity Total Costs =

26
Optimal Quantity Total Costs = Take derivative with respect to Q =

27
Optimal Quantity Total Costs = Take derivative with respect to Q = Set equal to zero

28
Optimal Quantity Total Costs = Take derivative with respect to Q = Solve for Q: Set equal to zero

29
Optimal Quantity Total Costs = Take derivative with respect to Q = Solve for Q: Set equal to zero

30
Optimal Quantity Total Costs = Take derivative with respect to Q = Solve for Q: Set equal to zero

31
Adding Lead Time n Use same order size n Order before inventory depleted n R = * L where: l = demand rate (per day) l L = lead time (in days) l both in same time period (wks, months, etc.) d d
 l L = lead time (in days) l both in same time period (wks, months, etc.) d d")
32
A Question: n If the EOQ is based on so many horrible assumptions that are never really true, why is it the most commonly used ordering policy?

33
Benefits of EOQ n Profit function is very shallow n Even if conditions don’t hold perfectly, profits are close to optimal n Estimated parameters will not throw you off very far

34
Sensitivity n Suppose we do not order optimal Q*, but order Q instead. n Percentage profit loss given by: n Should order 100, order 150 (50% over): 0.5*(1.5 + 0.66) =1.08 an 8%cost increase
: 0.5*( ) =1.08 an 8%cost increase.")
35
Quantity Discounts n How does this all change if price changes depending on order size? n Holding cost as function of cost: l H = I * C n Explicitly consider price:

36
Discount Example D = 10,000S = $20 I = 20% PriceQuantityEOQ c = 5.00Q < 500633 4.50501-999666 3.90Q >= 1000716

37
Discount Pricing Total Cost Order Size 500 1,000 Price 1Price 2Price 3 X 633 X 666 X 716

38
Discount Pricing Total Cost Order Size 500 1,000 Price 1Price 2Price 3 X 633 X 666 X 716

39
Discount Example Order 666 at a time: Hold 666/2 * 4.50 * 0.2=$299.70 Order10,000/666 * 20 =$300.00 Mat’l10,000*4.50 =$45,000.00 45,599.70 Order 1,000 at a time: Hold 1,000/2 * 3.90 * 0.2=$390.00 Order10,000/1,000 * 20 =$200.00 Mat’l10,000*3.90 =$39,000.0039,590.00

40
Discount Model 1.Compute EOQ for next cheapest price 2.Is EOQ feasible? (is EOQ in range?) If EOQ is too small, use lowest possible Q to get price. 3.Compute total cost for this quantity 4. Repeat until EOQ is feasible or too big. 5. Select quantity/price with lowest total cost.
 If EOQ is too small, use lowest possible Q to get price. 3.Compute total cost for this quantity 4. Repeat until EOQ is feasible or too big. 5. Select quantity/price with lowest total cost..")
41
Inventory Management -- Random Demand

42
Master of the Obvious? n If you focus on the things the customers are buying it’s a little easier to stay in stock James Adamson CEO, Kmart Corp. 3/12/02 Fired Jan, 2003

43
Random Demand n Don’t know how many we will sell n Sales will differ by period n Average always remains the same n Standard deviation remains constant

44
Impact of Random Demand How would our policies change? n How would our order quantity change? n How would our reorder point change?

45
Mac’s Decision n How many papers to buy? n Average = 90, st dev = 10 n Cost = 0.20, Sales Price = 0.50 n Salvage = 0.00 n Overage:C O = 0.20 - 0.00 = 0.20 n Underage: C U = 0.50 - 0.20 = 0.30

46
Optimal Policy F(x) = Probability demand <= x Optimal quantity: Mac: F(Q) = 0.3 / (0.2 + 0.3) = 0.6 From standard normal table, z = 0.253 =Normsinv(0.6) = 0.253 Q* = avg + z = 90+ 2.53*10 = 90 +2.53 = 93
 = Probability demand <= x Optimal quantity: Mac: F(Q) = 0.3 / ( ) = 0.6 From standard normal table, z = =Normsinv(0.6) = Q* = avg + z = *10 = = 93")
47
Optimal Policy n Model is called “newsboy problem,” newspaper purchasing decision n If units are discrete, when in doubt, round up n If u units are on hand, order Q - u units

48
Example: Mac’s Newsstand Probability Demand <= 9 = 1+0+0+0+3+ 1+2+2+4+6 = 19 / 52 =0.3654 Mac’s sales are roughly normally distributed

49
Mac Continued n Calculate average sales = 11.73 n Standard Deviation = 4.74 n In the future, update exponentially:

50
Multiple Periods n For multiple periods, l salvage = cost - holding cost n Solve like a regular newsboy

51
Random Demand n If we want to satisfy all of the demand 95% of the time, how many standard deviations above the mean should the inventory level be?

52
Probabilistic Models Safety stock = x From statistics, From normal table z.95 = 1.65 Safety stock = z = 1.65*10 = 16.5 ROP = + Safety Stock Therefore, z = Safety stock & Safety stock = z =350+16.5 = 366.5 ≈ 367

53
Random Example n What should our reorder point be? l demand over the lead time is 50 units, l with standard deviation of 20 l want to satisfy all demand 90% of the time n To satisfy 90% of the demand, z = 1.28 n R = 50 + 25.6 = 75.6 Safety stock =z = 1.28 * 20 = 25.6

54
St Dev Over Lead Time n What if we only know the average daily demand, and the standard deviation of daily demand? l Lead time = 4 days, l daily demand = 10, l standard deviation = 5, n What should our reorder point be, if z = 3?

55
St Dev Over LT n If the average each day is 10, and the lead time is 4 days, then the average demand over the lead time must be 40. n What is the standard deviation of demand over the lead time? n Std. Dev. ≠ 5 * 4

56
St Dev Over Lead Time n Standard deviation of demand = n R = 40 + 3 * 10 = 70

57
Service Level Criteria n Type I: specify probability that you do not run out during the lead time l Chance that 100% of customers go home happy n Type II: proportion of demands met from stock l 100% chance that this many go home happy, on average n Service levels easier to estimate

58
Two Types of Service CycleDemandStock-Outs 11800 2750 323545 41400 51800 620010 71500 8900 91600 10400 Sum1,45055 Type I: 8 of 10 periods 80% service Type II: 1,395 / 1,450 = 96%

59
Type I Service = desired service level We want F(R) = R = + * z Example: = 0.98, so z = 2.05 if = 100, and = 25, then R = 100 + 2.05 * 25 = 151
 = R = + * z Example: = 0.98, so z = 2.05 if = 100, and = 25, then R = * 25 = 151")
60
Type II Service = desired service level Number of mad cust. = (1- ) EOQ L(z) = EOQ (1- ) / Example: EOQ = 100, = 0.98 L(z) = 100 * 0.2 / 25 = 0.8 P. 835: z = 1.02 R = 126 -- A very different answer
 EOQ L(z) = EOQ (1- ) / Example: EOQ = 100, = 0.98 L(z) = 100 * 0.2 / 25 = 0.8 P. 835: z = 1.02 R = A very different answer.")
61
Inventory Recordkeeping Two ways to order inventory: n Keep track of how many delivered, sold n Go out and count it every so often If keeping records, still need to double- check n Annual physical inventory, or n Cycle Counting

62
Cycle Counting n Physically counting a sample of total inventory on a regular basis n Used often with ABC classification l A items counted most often (e.g., daily) n Advantages l Eliminates annual shut-down for physical inventory count l Improves inventory accuracy l Allows causes of errors to be identified
 n Advantages l Eliminates annual shut-down for physical inventory count l Improves inventory accuracy l Allows causes of errors to be identified")
63
Fixed-Period Model n Answers how much to order n Orders placed at fixed intervals l Inventory brought up to target amount l Amount ordered varies n No continuous inventory count l Possibility of stockout between intervals n Useful when vendors visit routinely l Example: P&G rep. calls every 2 weeks

64
Fixed-Period Model: When to Order? Time Inventory Level Target maximum Period

65
Fixed-Period Model: When to Order? Time Inventory Level Target maximum Period

66
Fixed-Period Model: When to Order? Time Inventory Level Target maximum Period

67
Fixed-Period Model: When to Order? Time Inventory Level Target maximum Period

68
Fixed-Period Model: When to Order? Time Inventory Level Target maximum Period

69
Fixed-Period Model: When to Order? Time Inventory Level Target maximum Period

70
Fixed Order Period n Standard deviation of demand over T+L = n T = Review period length (in days) n σ = std dev per day n Order quantity (12.11) =
 n σ = std dev per day n Order quantity (12.11) =")
71
ABC Analysis n Divides on-hand inventory into 3 classes l A class, B class, C class n Basis is usually annual $ volume l $ volume = Annual demand x Unit cost n Policies based on ABC analysis l Develop class A suppliers more l Give tighter physical control of A items l Forecast A items more carefully

72
Classifying Items as ABC % of Inventory Items % Annual $ Usage A B C

73
ABC Classification Solution Stock #Vol.Cost$ Vol.%ABC 20626,000$ 36$936,000 105200600120,000 0192,00055110,000 14420,000480,000 2077,0001070,000 Total1,316,000

74
ABC Classification Solution

Similar presentations


















, PFC.>")
