Download presentation
Presentation is loading. Please wait.

1
Office: BN-Block, Level-3, Room-088
HABEEB HATTAB HABEEB Office: BN-Block, Level-3, Room-088 Ext. No.: 7292 H/P No.:

2
PRESSWORKING & OPERATION

3
PRESSWORKING AND OPERATION
Definitions: Press working: is cutting, forming and drawing of sheet metal materials using punches and dies. Shear forces: are the forces applied to the metal to be cut, formed or drawn. Shear strength: is the resistance of the metal to shear forces. In metal press working the shear forces must be greater than the shear strength.

4
A press: is a machine that is used in pressworking operations
A press: is a machine that is used in pressworking operations. Presses use tools called dies and punches to perform pressworking. PRESSES Advantages and features of presses: 1. Unlike machine tools, presses are flexible and multipurpose machines. This is because one press can employ many interchangeable.

5
Tools (dies and punches), so a standard press can perform different types of operations (forming, shearing and punching). 2. Presses are productive machines (used in mass production) because for one stroke one part is produced. That is why presses have found wide applications in automotive, aircraft and appliances industries.
 because for one stroke one part is produced. That is why presses have found wide applications in automotive, aircraft and appliances industries.")
6
Factors of Selection of Presses
1. Operation type 2. Size of part 3. Required power 4. Speed of operation Parts of Presses: Frame, Bed, Ram, Ram slides, Ram drive, Flywheel, Transmission, Bolster plate, Power source

8
Presses rating: Press rating is given in tons and it is also called tonnage rating. It is the energy spent on the work at each stroke. This energy is obtained from that stored in the flywheel: Where E- Energy, (ton-in) available at 10% slow down from normal rpm of the flywheel. N- rotary speed of flywheel, rpm D- diameter of flywheel, in W- weight of flywheel, lb
 available at 10% slow down from normal rpm of the flywheel. N- rotary speed of flywheel, rpm. D- diameter of flywheel, in. W- weight of flywheel, lb.")
9
Classification of Presses
A. (According to the power source): 1. Manual-operated presses: for press working of thin sheets. 2. Power-operated presses: mechanical and hydraulic. B. (According to the operation type): 1. Crank or eccentric types presses (for punching and trimming) 2. Knuckle joint presses (for coining and embossing) 3. Hydraulic presses (for drawing)
: 1. Manual-operated presses: for press working of thin sheets. 2. Power-operated presses: mechanical and hydraulic. B. (According to the operation type): 1. Crank or eccentric types presses (for punching and trimming) 2. Knuckle joint presses (for coining and embossing) 3. Hydraulic presses (for drawing)")
10
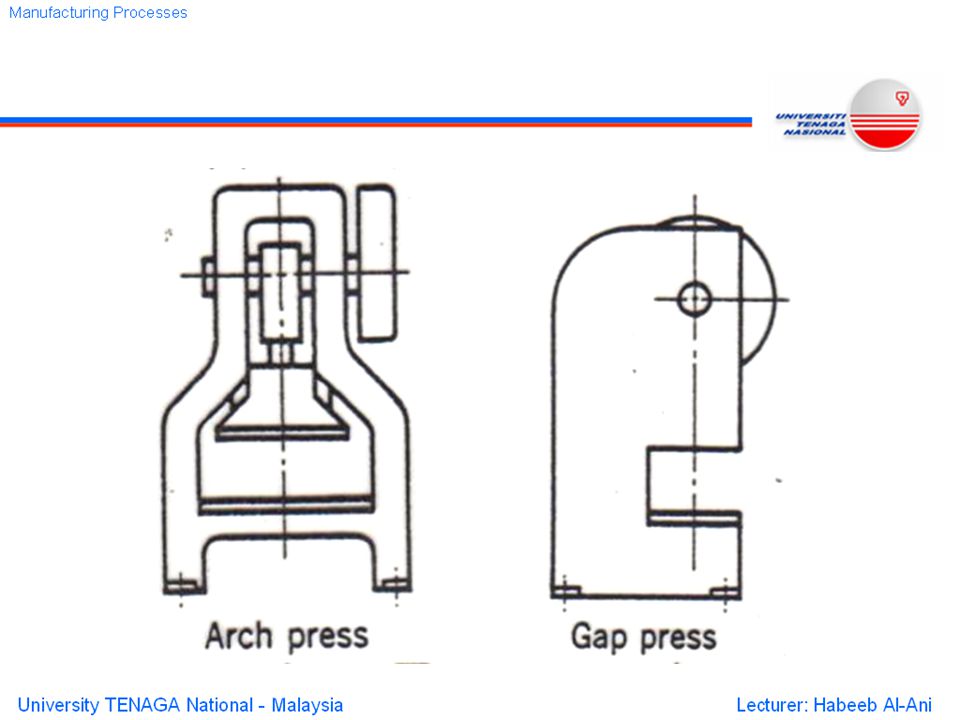
Types of frames: { inclined frame, gap frame, arch frame,
C. (According to the frame type): Types of frames: { inclined frame, gap frame, arch frame, straight side frame, horn frame} 1. Inclined open back press: This press has a gap frame. The press can be inclined to permit the parts to slide off the back side (That is why it is called open back). 2. Gap press: It has gap or C-frame. Adv.-Excellent access to the tools, can be use fro long and wide parts. 3. Arch Press: It has an arch frame and used for light work. 4. Straight side press: This is powerful because it has a vertical straight side frame which takes the heavy loads.
: Types of frames: { inclined frame, gap frame, arch frame, straight side frame, horn frame} 1. Inclined open back press: This press has a gap frame. The press can be inclined to permit the parts to slide off the back side (That is why it is called open back). 2. Gap press: It has gap or C-frame. Adv.-Excellent access to the tools, can be use fro long and wide parts. 3. Arch Press: It has an arch frame and used for light work. 4. Straight side press: This is powerful because it has a vertical straight side frame which takes the heavy loads.")
11
5. Horn press: Other Types of Presses 1. Press Brake: 2. Turret Press:
The press has a heavy shaft (horn) instead of bed. It is used to presswork cylinder parts. Other Types of Presses 1. Press Brake: It uses long dies to presswork long pieces. The press is suitable for small production runs. The tools applied are very simple. 2. Turret Press: This press consist of turrets that contain dies and punches of different sizes and shapes. It produces holes by selecting the required punch from the rotating the turret. (65 holes/ min)
 instead of bed. It is used to presswork cylinder parts. Other Types of Presses. 1. Press Brake: It uses long dies to presswork long pieces. The press is suitable for small production runs. The tools applied are very simple. 2. Turret Press: This press consist of turrets that contain dies and punches of different sizes and shapes. It produces holes by selecting the required punch from the rotating the turret. (65 holes/ min)")
14
Adapted to drawing operation, because of the slow
Features Of Hydraulic Presses Adapted to drawing operation, because of the slow uniform motion of the ram. 2. Hydraulic presses push or squeeze the work while mechanical presses (previous types) actually strike the work. 3. Their frames are very strong. 4. Adjustable power of the press because oil (working fluid) can be trotted (controlled) (adv) 5. Less productive than mechanical presses because of its slow motion (disadv) 6. Require high maintenance level (disadv)
 actually strike. the work. 3. Their frames are very strong. 4. Adjustable power of the press because oil (working. fluid) can be trotted (controlled) (adv) 5. Less productive than mechanical presses because of its. slow motion (disadv) 6. Require high maintenance level (disadv)")
15
1. Single crank drive: It gives harmonic motion. It reaches its
Drive Mechanisms For Presses 1. Single crank drive: It gives harmonic motion. It reaches its maximum speed at midstroke. 2. Eccentric drive: It gives shorter strokes than the crank drive. 3. Rack and Gear : It gives long and length controlled strokes 4. Hydraulic drive: It gives slow powerful motion of the ram for forming and drawing operations. 5. Knuckle joint drive: It is used for coining because of its high load capacity. 6. Toggle drive 7. Screw drive

17
Feed Mechanisms of Presses
Purpose: Feed mechanisms introduce stocks to the dies without endangering the operator’s hands. In addition, they provide uniform and rapid feeding, which is important to high production. PRESSWORKING OPERATIONS Presses employ tools called punches and dies. Punches are attached to the ram, so a punch together with the ram and enters the die cavity. The die is usually stationary and rests on the press bed or a bolster plate.

18
PRESSWORKING OPERATIONS Cont.----------
a – Shearing: Shearing is the process of cut along a straight line across a strip to produce small pieces of sheet metal. Shearing applies shearing forces that must be greater than the ultimate strength of the metal. So the metal passes from elastic and plastic deformation to the state of the ultimate strength. At this moment fractures start to take place and they progress with more shearing forces.

20
1. Blanking : It refers to the operation of cutting out sheet
Types of Shearing: 1. Blanking : It refers to the operation of cutting out sheet metal “blanks” or flat shapes from strips. The remaining part of the strip is waste metal and called “skeleton”. 2. Piercing or punching = Cutting or enlarging a hole.

21
3. Nibbling: A machine called nibbler moves a punch while the
sheet is fed. This operation is similar to the making of an elongated slot in a sheet of paper by the successive punching of holes with a paper punch. Adv.-Economical process for small production runs because it does not employ special dies.

22
4. Shaving or sizing: the extra material from a rough-sheared
(previously sheared) edges is trimmed. 5. Slotting: is the cutting of elongated holes (slots). 6. Notching: Removing pieces or various shapes from the edges.
 edges is trimmed. 5. Slotting: is the cutting of elongated holes (slots). 6. Notching: Removing pieces or various shapes from. the edges.")
23
7. Perforating: Punching a number of holes in a sheet.
8. Slitting: Longitudinal cutting of a strip. 9. Lancing: Leaving a tap without removing any material.

24
Difference between blanking and punching :
Importance of Clearance: Clearance is the gap per side between the die and punch. Improper clearance leads to excessive deformation because fractures between the top and bottom of the stock do not meet.

25
3. Strength of the stock material. Calculation of punch force:
Factors that influence the clearance definition: 1. Thickness, 2. Hardness 3. Strength of the stock material. Calculation of punch force: F = π D tS - Punch force depends on: D- Diameter (in or mm) t – thickness (in) S – Shear strength (psi)
 t – thickness (in) S – Shear strength (psi)")
26
With correct clearance, the material breaks suddenly so the force decreases suddenly.
With improper clearance the material breaks slowly so the forces do not dissipate quickly. Correct clearance Improper clearance Force Force Punch travel Punch travel

27
In bending the metal experiences both compression (at the inner
b – Bending and Forming: In bending the metal experiences both compression (at the inner surface) and tension (at the outer surface) at the same time. Bending is performed in V or U shaped dies.
 and tension (at the outer surface) at the same time. Bending is performed in V or U shaped dies.")
28
Length of bend: is equal of the length of arc produced after bending:
L = 2Π(r +0.4t)α / 3600 Where r- Inside radius of bend, in or mm α- Angle of bend t – Thickness, in or mm
α / Where r- Inside radius of bend, in or mm. α- Angle of bend. t – Thickness, in or mm.")
29
Springback and its compensation:
After bending and removing the bending forces, the radius of bend increases because the metal retains some elasticity that causes elastic recovery (springback). The springback can be corrected by over bending an amount such that when the bending force is removed, the part will return to the design dimensions.
. The springback can be corrected by over bending an amount such that when the bending force is removed, the part will return to the design dimensions.")
30
Drawing consists of pressing or stretching a flat blank or sheet over
c – Drawing: Drawing consists of pressing or stretching a flat blank or sheet over a die having the interior shape of the workpiece. During drawing, sever tensile stresses are induced into the sheet. Types of Drawing: Single-action drawing (simple drawing): It is performed on single-action presses (only on movement of the ram).
: It is performed on single-action presses (only on movement of the ram).")
31
2. Double-action drawing: It is performed on double action presses that have two slides one within the other (one for moving the ram with the punch and the other for holding the blank edges using a ring)
.")
32
Because of the slow action Because the speed can be controlled.
Why are hydraulic presses suitable for drawing? Because of the slow action Because the speed can be controlled. Because of uniform squeezing pressure. Because of strength of the press Rubber –Pad Forming (Guerin Process) Instead of employing a punch, a boxlike container filled with a rubber pad is mounted on the ram. Only male die is applied. As the ram descends, it forces the rubber to exert forces on the plate and as a result, the plate will flow around the die and thus forming the part.
 Instead of employing a punch, a boxlike container filled with a rubber pad is mounted on the ram. Only male die is applied. As the ram descends, it forces the rubber to exert forces on the plate and as a result, the plate will flow around the die and thus forming the part.")
33
Advantages Good surface of the part because friction with hard tool materials is eliminated. Low cost of tools

34
Deep Drawing (Hydroforming or Fluid Forming)
It uses the same principle of rubber-pad forming but the differences are: The rubber pad has a cavity filled with a fluid. The fluid is introduced to the cavity under pressure through a valve. Instead of the male die, a punch is used. When the oil is introduced to the cavity under a certain pressure, the punch moves up pressing the plate against the rubber.

36
Types of Material losses during stamping:
Efficient Use of Materials in Stamping: ( Refer to fig ) It involves the principle of minimum waste . This means skeleton or the leftover after blanking should be reduced to minimum. Types of Material losses during stamping: Waste = Skeleton or leftover after blanking Scrap = Loss of materials because of mistakes (worn punches) Shrinkage = Loss of material because of changes in its quality.
 It involves the principle of minimum waste . This means skeleton or the leftover after blanking should be reduced to minimum. Types of Material losses during stamping: Waste = Skeleton or leftover after blanking. Scrap = Loss of materials because of mistakes (worn punches) Shrinkage = Loss of material because of changes in its quality.")
37
THANK YOU

Similar presentations















 (Review) EIN 3390 Manufacturing Processes Spring, 2011 1.>")



 24 th Oct (Wed) and 31 st Oct (Wed) 11am – 11:55am.>")




