Download presentation
Presentation is loading. Please wait.

1
Topic no6 Collected by JHPatel
Material No5 Topic no6 Collected by JHPatel

2
TOPIC No6 6.0 Major industrial waste: Dairy industry, Pharmaceuticals industry, Textile industry, Pesticide waste, Acid wastes in chemical industry, Metal plating industry, Petrochemical; Glass industry waste, Paint waste. Hazardous household waste, waste oils, PCB waste, mine waste

3
Different types of industries

4
Classification of Ind. Manufacturing biological and medical products;
Processing botanical drugs and herbs; Isolating active medical principles from botanical drugs and herbs; Manufacturing pharmaceutical products intended for internal and external consumption in such forms as tablets, capsules, ointments, powders and solutions.

5
Types of Industries 1. agro-based industries for e.g. food-industries, cotton- industries and jute textile industries , and vegetable industries. 2. animal based industries for e.g. meat and dairy industries. 3. marine based industries for e.g. fish processing industries . 4. forest based industries for e.g. paper industries. 5. mineral based industries for e.g. iron and steel, cement and chemical industries . ON THE BASIS OF OWNERSHIP, industries r classified :- 1. public sector industries. 2. private sector industries . 3. cooperative sector industries . 4. joint sector industries .

6
Groundwater Remediation
A selection of applications: Bakeries Beef Beverage Breweries Car/Truck washes Cheese Chemical Commercial centres Cosmetics Entertainment Parks Fertilizers Fiberglass Marine/Fish Food Processing Fruit Groundwater Remediation Hotels Ice Cream Ink Processing Laundries Milk/Dairy Paint Petrochemical Pharmaceutical Plastic Pork Poultry Printing Pulp & Paper Rendering Restaurants Sauces Shopping Centres Slaughterhouse Snack Foods soap/Detergents Soil Remediation Tanneries Textile Vegetables Yeast Yogurt/Dairy

7
1Dairy industries based on product |
· Chocolate mousses · Twin layer or twisted chocolate mousse · Cheese cakes · Fruit mousses · Combined desserts · Trifles · Cheese whip . Spreads . Melted Cheese . Herbal Cheeses . Fresh Cheese · Rice desserts . Frozen Mousse . Fish Mousse . Meat (Liver) Mousse . Cool Mix . Dairy Cream . Butter . Rice dessert . Bavarois . Yoghurt . Pudding . Peanut Butter . Ice Cream . Quark . Mayonnaise . Non Dairy Cream . Salad Dressing . Peanut Butter
 Mousse . Cool Mix . Dairy Cream . Butter . Rice dessert . Bavarois . Yoghurt . Pudding . Peanut Butter . Ice Cream . Quark . Mayonnaise . Non Dairy Cream . Salad Dressing . Peanut Butter.")
8
Milk receiving Wastewater results from tank, truck and storage tank washing, pipe line washing and sanitizing. It contains milk solids, detergents, sanitizers and milk wastes. Whole milk products Wastewater is mainly produced during cleaning operations. Especially when different types of product are produced in a specific production unit, clean-up operations between product changes are necessary. In developing countries, the main problem is pollution through spoilage of milk. Cheese/Whey/Curd Waste results mainly from the production of whey, wash water, curd particles etc. Cottage cheese curd for example is more fragile than rennet curd which is used for other types of cheese. Thus the whey and wash water from cottage cheese may contain appreciably more fine curd particles than that from other cheeses. The amount of fine particles in the wash water increases if mechanical washing processes are used.

9
Butter/Ghee Butter washing steps produce wash water containing buttermilk. Skim milk and buttermilk can be used to produce skimmilk powder in the factory itself or itself or these materials may be shipped to another dairy food plant by tank truck. The continuous butter production process materially reduces the potential waste load by eliminating the buttermilk production and the washing steps Milk powder Environmental problems are caused by high energy consumption (= emission of CO2, CO etc.), by cleaning and by emission of fine dust during the drying process.
, by cleaning and by emission of fine dust during the drying process.")
10
Condensed milk/Cream/Khoa
Environmental problems related to the production of condensate and khoa are mainly caused by the high energy consumption during the evaporation process. The main suspended solids mentioned in the literature are coagulated milk and fine particles of cheese curd

16
Type of product Wastewater volume BOD Average Range (1) Milk 3250 4.2 Condensed milk 2100 7.6 Butter 800 0.85 Milkpowder 3700 2.2 Cottage cheese 6000 34.0

17
overview of the waste production data for the dairy industry.
Reference (1) (2) Average Range Waste water prod. 2400 BOD 6 5.5 SS (2.0) ( ) Nitrogen (0.15) ( ) Phosphorus (0.012) ( ) (1): Taiganides (1987), refering to EPA (1971).
 (2) Average. Range. Waste water prod BOD SS. (2.0) ( ) Nitrogen. (0.15) ( ) Phosphorus. (0.012) ( ) (1): Taiganides (1987), refering to EPA (1971).")
18
Dairy effluents contain dissolved sugars and proteins, fats, and possibly residues of additives.
The key parameters are biochemical oxygen demand (BOD), with an average ranging from 0.8 to 2.5 kilograms per metric ton (kg/t) of milk in the untreated effluent; chemical oxygen demand (COD), which is normally about 1.5 times the BOD level; total suspended solids, at 100–1,000milligrams per liter (mg/l); total dissolved solids: phosphorus (10–100 mg/l), and Nitrogen (about 6% of the BOD level). Cream, butter,cheese, and whey production are major sources of BOD in wastewater. The waste load equivalents of specific milk constituents are: 1 kg of milk fat = 3 kg COD; 1 kg of lactose = 1.13 kg COD; and 1 kg protein = 1.36 kg COD. The wastewater may contain pathogens from contaminated materials or production processes. A dairy often generates odors and, in some cases, dust, which need to be controlled. Most of the solid wastes can be processed into other products and byproducts
, with an average ranging from 0.8 to 2.5 kilograms per metric ton (kg/t) of milk in the untreated effluent; chemical oxygen demand. (COD), which is normally about 1.5 times the BOD level; total suspended solids, at 100–1,000milligrams per liter (mg/l); total dissolved solids: phosphorus (10–100 mg/l), and. Nitrogen (about 6% of the BOD level). Cream, butter,cheese, and whey production are major sources. of BOD in wastewater. The waste load equivalents of specific milk constituents are: 1 kg of milk. fat = 3 kg COD; 1 kg of lactose = 1.13 kg COD; and 1 kg protein = 1.36 kg COD. The wastewater may contain pathogens from contaminated materials. or production processes. A dairy often generates odors and, in some cases, dust, which need to be controlled. Most of the solid wastes. can be processed into other products and byproducts.")
19
Parameter Maximum value pH `6 –9 BOD 50 COD 250 TSS 50
A Typical . Effluents from the Dairy Industry (milligrams per liter, except for pH, temperature, and bacteria) Parameter Maximum value pH `6 –9 BOD COD TSS Oil and grease 10 Total nitrogen 10 Total phosphorus 2 Coliform bacteria 400 MPN/100 ml
 Parameter Maximum value. pH `6 –9. BOD 50. COD 250. TSS 50. Oil and grease 10. Total nitrogen 10. Total phosphorus 2. Coliform bacteria 400 MPN/100 ml.")
21
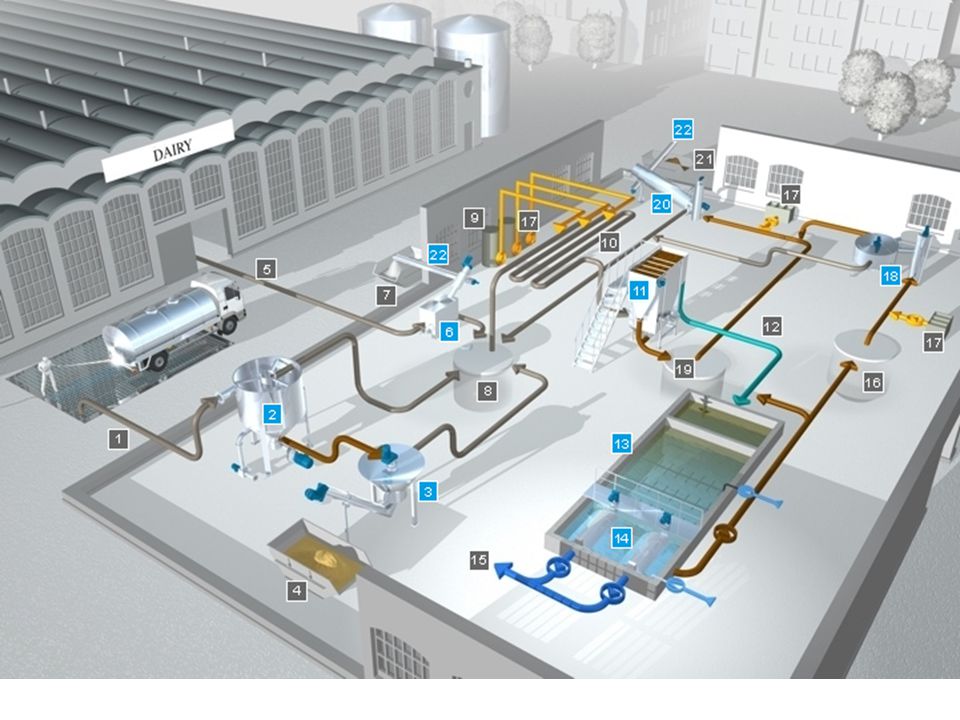
Membrane Bioreactor Plant 14 Vacuum Rotation Membrane Bioreactor 15
wastewater from truck washing 2 Circular Grit Trap 3 Grit Washer 4 reusable washed grit 5 wastewater from dairy 6 Rotary Drum Fine Screen 7 compacted screenings 8 pre-treated wastewater, storage tank 9 dosing of chemicals 10 tubular reactor 11 Dissolved Air Flotation Plant (DAF) 12 DAF effluent 13 Membrane Bioreactor Plant 14 Vacuum Rotation Membrane Bioreactor 15 reusable efluent 16 surplus sludge tank 17 polymer stations 18 Disc Thickener 19 flotate sludge 20 Screw Press 21 dewatered sludge 22 Screw Conveyor
 12. DAF effluent. 13. Membrane Bioreactor Plant. 14. Vacuum Rotation Membrane Bioreactor. 15. reusable efluent. 16. surplus sludge tank. 17. polymer stations. 18. Disc Thickener. 19. flotate sludge. 20. Screw Press. 21. dewatered sludge. 22. Screw Conveyor.")
23
Waste water treatment in dairies

24
Effluent Treatment Plant for Dairy

25
Some patented treatments

26
Dairy wastewater treatment
United States Patent A process and apparatus for recycling dairy wastewater wherein the wastewater is supplied to at least one first evaporation apparatus to produce a water distillate and sludge. The sludge is then supplied to at least one second evaporation apparatus arranged in series with the first evaporation apparatus. The process results in recycled water and a final sludge.

28
2.pharmaceutical Industries
The manufacture of pharmaceuticals represents a relatively small part of the activities and operating costs of a research pharmaceutical company. It is carried out in two stages. The first part, bulk drug production, produces the active ingredient, whilst secondary manufacture converts this active ingredient into a medicine that can be taken by the patient. The final product then needs to be packaged for subsequent sale and distribution. Pharmaceuticals are produced in relatively small quantities, from a few kg per year for some anticancer drugs to a few hundred tonnes per year for more widely used medicines and a few thousand tonnes per year for some analgesics. This is in contrast to some bulk chemicals where 1000 tonnes per day production is common. Unlike the majority of ‘bulk’ chemicals however, most pharmaceuticals are very complex organic molecules that have to be constructed using multiple synthetic steps, often involving the isolation of intermediate products.

29
The Indian Pharmaceutical Industry today is in the front rank of India’s science-based industries with wide ranging capabilities in the complex field of drug manufacture and technology. A highly organized sector, the Indian Pharma Industry is estimated to be worth $ 4.5 billion, growing at about 8 to 9 percent annually. It ranks very high in the third world, in terms of technology, quality and range of medicines manufactured. From simple headache pills to sophisticated antibiotics and complex cardiac compounds, almost every type of medicine is now made indigenously.

30
Indian Scinario The Indian Pharmaceutical sector is highly fragmented with more than 20,000 registered units. It has expanded drastically in the last two decades. The leading 250 pharmaceutical companies control 70% of the market with market leader holding nearly 7% of the market share. It is an extremely fragmented market with severe price competition and government price control.

31
Figure. World Pharmaceutical market

34
What is Pharmaceutical Waste?
Pharmaceutical waste consists of over the counter and prescription medications that are no longer needed and/or have expired. This includes patient treatment drugs, such as prescription drugs, narcotics, and cytotoxic chemicals used in antineoplastic drugs (most chemotherapy drugs).
.")
35
Waste water treatment in the pharmaceutical industry

36
Waste water features: Most pharmaceutical waste water is hard to be degradable bio-chemically, its COD at a higher level. Design thinking: In terms of some pharmaceutical waste water with poor bio-chemical properties, some domestic sewage will be introduced according to the process design to enhance the biological treatability of waste water. Design features: Adopting ABR-UASB-CASS- flotation – filtration treatment process

37
ORIGIN OF PHARMACEUTICAL WASTE WATER (PWW)
Spent liquors from fermentation processes (e.g. antibiotics, vitamins) Chemical waste Condenser waste from evaporation Floor and laboratory washing waste
 Chemical waste. Condenser waste from evaporation. Floor and laboratory washing waste.")
38
Typical Characteristic of Antibiotic Waste

39
Types of Waste Helogenated/non-helogenated solvents
Organic chemical residues from still bottom Sludge & tars Heavy metals Test animal remains Return pharmaceuticals Low-level radioactive waste Contaminated filters, etc.

40
PROBLEMS INVOLVED IN PHARMACEUTICAL WASTEWATER TREATMENT
Diverse characteristics of PWW. Different medicines produce different type of waste Variable amount of products Mixing of pharmaceutical waste with other type of waste Also, it may contain high BOD and highly variable pH

41
Treatment Methods Physical Treatment Chemical Treatment
Thermal Treatment Biological Treatment

44
Physical treatment Reverse osmosis (RO): Based on pressure application
Removal of dissolved solids Depends on concentration and pH Dialysis: Based on the chemical activity of the solute Recovery of specific material from aqueous solution depends on the molecular weigh and dialysis coefficient

45
Electrodialysis: Based on application of an electric field Used to separate ionized species Operates over a wide range of pH Evaporation: Based on heat energy Recovery of solvents Produces high quality effluent High cost

46
Granular Activated Carbon Adsorption:
Used for removal of organic contaminants (COD) Survey showed that 1 out of 25 pharmaceutical plants use GAS to treat their wastewater Filtration: Used to remove particulate contaminants Sedimentation: Suspended particles are allowed to settle and supernatant removed.
 Survey showed that 1 out of 25 pharmaceutical plants use GAS to treat their wastewater. Filtration: Used to remove particulate contaminants. Sedimentation: Suspended particles are allowed to settle and supernatant removed.")
47
Flocculation: Gathering of fine particles as flocculates which allows them to settle Stream Stripping : Difference in relative volatility between the organic chemicals and water are used to achieve a separation Used for recovery of solvents (1 out of 4 pharmaceutical plants and Wastewater treatment 17 out of 91 pharmaceutical plants)
")
48
Chemical Treatment Ion-exchange:
Reversible interchange of ions between a solid and a liquid phase Used for the removal of trace metals, fluorides, nitrates, and manganese Neutralization: A process utilised to prevent excessively acidic or alkaline wastes discharge 1 out of 2 pharmaceutical plants use neutralization to treat their wastewater

49
Reduction: treatment with sulphur dioxide to reduce the oxidants to less noxious materials
Precipitin: separation of solid from aqueous waste chemically Calcination: heating of waste to a high temperature to oxidize organic matter

50
Thermal Treatment Incineration: controlled heating processes to covert a waste to less bulky, less toxic or less noxious Pyrolysis: thermal decomposition of waste at high temperature in the absence of oxygen

51
Biological Treatment Used to remove biodegradable organic matter
Microorganisms converts organics into: CO2 and H2O (aerobic) CO2, CH4, and H2O (anaerobic) 1 out of 3 pharmaceutical plants use biological processes
 CO2, CH4, and H2O (anaerobic) 1 out of 3 pharmaceutical plants use biological processes.")
52
Biological Processes Activated sludge: Aerated lagoons:
process in which microorganisms are continuously circulated and contacted with organic waste in the presence of oxygen Aerated lagoons: a basin in which organic waste stabilised by a dispersed biological growth in the presence of oxygen

53
Common design criteria for single and two-stage activated sludge systems with nitrification capability

54
Waste stabilisation ponds (Polishing ponds): large shallow basins store wastewater and purify under natural conditions in the presence of algae Trickling filters: artificial beds of rocks or other porous media through which aqueous organic waste percolated and brought into contact with biological growth and oxygen Anaerobic digestion: closed tanks operated in the absence of oxygen

55
Ranges of values being used in pharmaceutical wastewater treatment by trickling filters

56
Types of treatment processes Reduction in BOD, %
Table : Different Type of Pharmaceutical Wastewater Treatment Methods and Their Efficiencies Types of treatment processes Aerobic treatment Activated sludge Aerobic fixed growth systems. Anaerobic digestion with controlled aeration Reduction in BOD, % 56 – 96 80

57
Types of treatment processes Reduction in BOD, %
Table : Different Type of Pharmaceutical Wastewater Treatment Methods and Their Efficiencies Types of treatment processes Aerobic treatment Activated sludge Aerobic fixed growth systems. Anaerobic digestion with controlled aeration Reduction in BOD, % 56 – 96 80

58
Biofiltration (consist of aerator, clarifier & filters)
(Table continued) Anaerobic digestion Trickling filters Biofiltration (consist of aerator, clarifier & filters) Advanced Biological Treatment (provide, ammonia reduction & nitrification also) 60 -98 >90 90
 Anaerobic digestion. Trickling filters. Biofiltration (consist of aerator, clarifier & filters) Advanced Biological Treatment (provide, ammonia reduction & nitrification also) >")
59
Advantages of Biological Treatment for Pharmaceutical Wastewater
Good treatment efficiency Addition of extra chemicals not required Less sludge production Relatively much more economical

60
Table Characteristics of Pharmaceutical Wastewater
Parameter Range Mean pH COD BOD Phenol Oil & grease TSS TDS

61
Sequential Bioreactors

64
The performance of a sequencing batch biofilter integrating anaerobic/aerobic conditions in one tank to treat a pharmaceutical wastewater effluent was studied. A pilot reactor, packed with a porous volcanic stone (puzzolane) was used in the study. The reactor operated as a sequencing batch biofilter, SBB, with reaction times varying for the anaerobic stage from 8 to 24 h and for the aerobic one from 4 to 12 h. The volume of exchange was from 16 to 88%. The pharmaceutical wastewater contained organic chemicals including phenols and o-nitroaniline, a concentration of organic matter that varied from 28,400 to 72,200 mg/L (as total COD), 280 to 605 mg N-NH4/L. and 430 to 650 mg SST/L. In order to acclimatize the microorganisms to the industrial wastewater, the organic load was increased stepwise from 1 to 7.7 kg COD/m3/d. The adequate time was obtained when the removal efficiency of COD reached 80%, or more. Maximal removal loads, associated to high removal efficiencies (95-97% as COD), varied from 4.6 to 5.7 kg COD/m3/d. Under these conditions color removal was 80% as Pt-Co units. Microtox analysis was performed to the wastewater and to the anaerobic and aerobic stages. It was observed that the aerobic stage was the responsible for wastewater detoxification. Results showed that the anaerobic/aerobic SBB was able to treat efficiently initial concentrations of the raw effluent up to 28,400 mg COD/L.
 was used in the study. The reactor operated as a sequencing batch biofilter, SBB, with reaction times varying for the anaerobic stage from 8 to 24 h and for the aerobic one from 4 to 12 h. The volume of exchange was from 16 to 88%. The pharmaceutical wastewater contained organic chemicals including phenols and o-nitroaniline, a concentration of organic matter that varied from 28,400 to 72,200 mg/L (as total COD), 280 to 605 mg N-NH4/L. and 430 to 650 mg SST/L. In order to acclimatize the microorganisms to the industrial wastewater, the organic load was increased stepwise from 1 to 7.7 kg COD/m3/d. The adequate time was obtained when the removal efficiency of COD reached 80%, or more. Maximal removal loads, associated to high removal efficiencies (95-97% as COD), varied from 4.6 to 5.7 kg COD/m3/d. Under these conditions color removal was 80% as Pt-Co units. Microtox analysis was performed to the wastewater and to the anaerobic and aerobic stages. It was observed that the aerobic stage was the responsible for wastewater detoxification. Results showed that the anaerobic/aerobic SBB was able to treat efficiently initial concentrations of the raw effluent up to 28,400 mg COD/L..")
69
Raw mixed pharmaceutical industry and domestic wastewater characteristics are such as BOD5 = 90-130 mg L-1, COD = mg L-1, SS = 900 mg L-1, pH = , T = 20°C, NH3=26 mg L-1, = 8.5 mg L-1. In treatment plant, the parameters such as BOD5, NH3, , SS, MLVSS, pH, temperature, sludge volume and microorganisms predominance are studied, under constant sedimentation time (30 min) against variable aeration times. As a second step, the same parameters are studied under the constant aeration time (4 h) against variable sedimentation times. Effluent concentrations from sequencing batch reactor (SBR) are determined BOD5 = 13-18 mg L-1, COD = 25-37 mg L-1, SS = 9-21 mg L-1, pH = , TDF = 1-2, T = 23oC, NH3 = 1 mg L-1, = 8.1 mg L-1. At the end of 6 h of aeration time, the efficiency of BOD5 reaches to 83%. The efficiency of BOD5 reaches to 81% under a 4 h aeration time and at 90 min sedimentation time. As a result, the optimum treatment efficiency has been taken under 4 h of aeration time and of 60 min of sedimentation time.
 against variable aeration times. As a second step, the same parameters are studied under the constant aeration time (4 h) against variable sedimentation times. Effluent concentrations from sequencing batch reactor (SBR) are determined BOD5 = mg L-1, COD = mg L-1, SS = 9-21 mg L-1, pH = , TDF = 1-2, T = 23oC, NH3 = 1 mg L-1, = 8.1 mg L-1. At the end of 6 h of aeration time, the efficiency of BOD5 reaches to 83%. The efficiency of BOD5 reaches to 81% under a 4 h aeration time and at 90 min sedimentation time. As a result, the optimum treatment efficiency has been taken under 4 h of aeration time and of 60 min of sedimentation time..")
74
textile industry waste water
In textile industry water is the usual medium for dyeing and cleaning. This is the reason why textile industry is one of the biggest consumer of water in all industries. Textile refining processes without using water have to be applied because costs of water and waste water are increasing more and more, the legislator fixes more rigorous limit values for the sewage load and also the water resources become more and more limited in several areas.

76
Effluent Treatment Plant for Textile Dyeing Industry

77
Recycling split flows, ultrafiltration and reverse osmosis

78
Wastewater Characteristics in the Textiles Industry
Waste volume BOD TSS Other pollutants Process and unit (U) (m3/U) (kg/U) (kg/U) (kg/U) Wool processing (metric ton of wool)a Average unscoured stockb Oil 191 Average scoured stock Cr 1.33 Process-specific Phenol 0.17 Scouring Cr 1.33 Dyeing Phenol 0.17 Washing Carbonizing Oil 191 Bleaching Cr 1.33 Phenol 0.17 Cotton processing (metric ton of cotton) Average compoundedc Process-specific Yarn sizing Desizing Kiering Bleaching Mercerizing Dyeing Printing Other fibers (metric ton of product) Rayon processing Acetate processing Nylon processing Acrylic processing Polyester processing a. The pH varies widely, from 1.9 to 10.4. b. The average compounded load factors listed are based on the assumption that only 20% of the product is mercerized (only nonwoolen components are mercerized) and 10% is bleached. c. The average compounded load factors listed are base
 (m3/U) (kg/U) (kg/U) (kg/U) Wool processing (metric ton of wool)a. Average unscoured stockb Oil 191. Average scoured stock Cr Process-specific Phenol Scouring Cr Dyeing Phenol Washing Carbonizing Oil 191. Bleaching Cr Phenol Cotton processing (metric ton of cotton) Average compoundedc Process-specific. Yarn sizing Desizing Kiering Bleaching Mercerizing Dyeing Printing Other fibers (metric ton of product) Rayon processing Acetate processing Nylon processing Acrylic processing Polyester processing a. The pH varies widely, from 1.9 to b. The average compounded load factors listed are based on the assumption that only 20% of the product is mercerized (only. nonwoolen components are mercerized) and 10% is bleached. c. The average compounded load factors listed are base.")
79
Temperature [C] COD Other
Typology of textile waste water Pretreatment Dyeing Printing Temperature [C] 40 / 60 /95 60 / 95 COD 5, ,000 mg O2/l 1, ,000 mg O2/l 2, ,000 mg O2/l Other Size Caustic soda Washing & wetting agents Salts of earth-alkaline metals Organic impurities Dissolved dyestuffs (reactive, direct, acids) Dye pigments (vat dyes, disperse dyes, pigment dyes) Thickener, salts, washing & wetting agents
![Temperature [C] COD Other](http://slideplayer.com/slide/3501535/12/images/79/Temperature+%5BC%5D+COD+Other.jpg "Typology of textile waste water. Pretreatment. Dyeing. Printing. Temperature [C] / 60 / / 95. COD. 5, ,000 mg O2/l. 1, ,000 mg O2/l. 2, ,000 mg O2/l. Other. Size. Caustic soda. Washing & wetting agents. Salts of earth-alkaline metals. Organic impurities. Dissolved dyestuffs (reactive, direct, acids) Dye pigments (vat dyes, disperse dyes, pigment dyes) Thickener, salts, washing & wetting agents.")
80
Wastewater treatment unit for textile industry using the Chemical treatment process.

81
Effluent treatment of wastewater in a small textile plant

82
. Recycling split flows, ultrafiltration and reverse osmosis

83
Technologies/Current Practices
Process Change/ Recovery Area Technologies/Current Practices Requirements Sizing Starch is most commonly used as sizing material for cotton textiles. During sizing, the starch eliminates the possibility of its recovery. It also contributes high BOD. Recovery of Sizing material: The other types of sizing material, such as carboxymethyl cellulose (CWC), polyvinyl acetate (PVA) are comparatively more expensive but are recoverable. Mercerising Mercerising waste contains about 4% caustic. Few textile industries have provision for its recovery. Recovery of Caustic: Spent caustic from mercerising as well as other units can be recovered and reused either by membrane separation technology or by most commonly used evaporation method. Dyeing The textile industry uses various types of dyes to impart the desired quality in the fabrics, which generates coloured effluent. No specific treatment is given before it is discharged. Reuse of dye bath: Instead of discharging the exhausted dyebath, it can be reconstituted by adding appropriate amount of make-up dyes and auxiliary chemicals. The reconstituted dyebath can be reused for dyeing successive batches. Printing The conventional printing involves colour paste application to fabric and subsequent dye fixation. After this, all chemicals other than the dye need to be removed from fabric. This increases effluent generation. Transfer Printing: The transfer printing transfers dyestuff, previously printed on paper, on the fabric. Only the dyestuff and other chemicals are transferred on the fabric thus eliminating the after-washing. Wastewater Treatment The wastewater is treated by physico-chemical and/or biological treatment process. Some industry uses filtration alongwith physico-chemical treatment to reuse the specific effluent streams. Recycling of Treated Wastewater: The effluent can be further treated by activated carbon adsorption process or other advanced treatment process so that the treated effluent can be recycled/reused.
, polyvinyl acetate (PVA) are comparatively more expensive but are recoverable. Mercerising. Mercerising waste contains about 4% caustic. Few textile industries have provision for its recovery. Recovery of Caustic: Spent caustic from mercerising as well as other units can be recovered and reused either by membrane separation technology or by most commonly used evaporation method. Dyeing. The textile industry uses various types of dyes to impart the desired quality in the fabrics, which generates coloured effluent. No specific treatment is given before it is discharged. Reuse of dye bath: Instead of discharging the exhausted dyebath, it can be reconstituted by adding appropriate amount of make-up dyes and auxiliary chemicals. The reconstituted dyebath can be reused for dyeing successive batches. Printing. The conventional printing involves colour paste application to fabric and subsequent dye fixation. After this, all chemicals other than the dye need to be removed from fabric. This increases effluent generation. Transfer Printing: The transfer printing transfers dyestuff, previously printed on paper, on the fabric. Only the dyestuff and other chemicals are transferred on the fabric thus eliminating the after-washing. Wastewater Treatment. The wastewater is treated by physico-chemical and/or biological treatment process. Some industry uses filtration alongwith physico-chemical treatment to reuse the specific effluent streams. Recycling of Treated Wastewater: The effluent can be further treated by activated carbon adsorption process or other advanced treatment process so that the treated effluent can be recycled/reused.")
84
(b) Chemical substitute
Area/Process Chemical in Use Substitute Required Sizing/Process Conventional Starch based size Synthetic wrap sizes (PVA) Acrylates) Desizing Enzymes Acids Soaping Conventional Soap Synthetic Detergents Good Scouring Soda Ash Sodium Acetate Disperse Dyeing & Pigment Printing Acetic Acid Ammonium Sulphate Printing Gum Emulsion Oxidation of vat dye Sodium Bicarbonate Screen Printing machines Conventional Gums Permanent Adhesives Finishing starch based Temporary Finishes Durable Finishes Dyeing Two stages dye (Disperse, vat. etc.) Single stage dyes (Tindigosol) Solvent Pthalogen blue All aqueous Pthalogen blue Dacron Dyeing Conventional Carriers Monochlorobenzene Dye bath Acetic acid Formic Acid Lubricants used in textile machinery Carding oils anti-state lube Non-ionic emulsifiers Index
 Acrylates) Desizing. Enzymes. Acids. Soaping. Conventional Soap. Synthetic Detergents. Good Scouring. Soda Ash. Sodium Acetate. Disperse Dyeing & Pigment Printing. Acetic Acid. Ammonium Sulphate. Printing. Gum. Emulsion. Oxidation of vat dye. Sodium Bicarbonate. Screen Printing machines. Conventional Gums. Permanent Adhesives. Finishing starch based. Temporary Finishes. Durable Finishes. Dyeing. Two stages dye (Disperse, vat. etc.) Single stage dyes (Tindigosol) Solvent Pthalogen blue. All aqueous Pthalogen blue. Dacron Dyeing. Conventional Carriers. Monochlorobenzene. Dye bath. Acetic acid. Formic Acid. Lubricants used in textile machinery. Carding oils anti-state lube. Non-ionic emulsifiers. Index.")
89
treatment of waste water from one textile finishing mill

91
1 raw wastewater 2 - pre-treatment 3 - fine screening 4 addition of polymer / chemicals 5 tubular reactor 6 Dissolved Air Flotation Plant HDF 7 Sandfilter - filtration 8 Membrane Bioreactor 9 Vacuum Rotation Membrane VRM® Bioreactor 10 reusable effluent 11 flotate and surplus sludge 12 - sludge thickening 13 - sludge dewatering 14 - sludge drying 15 exhaust air scrubber and biofilter 16 screenings 17 separated grit 18 - screenings transport 19 plattform, stair, ladder and railings 20 Stainless Steel Manhole Cover

93
Pesticide Industries

94
The major chemical groups manufactured include:
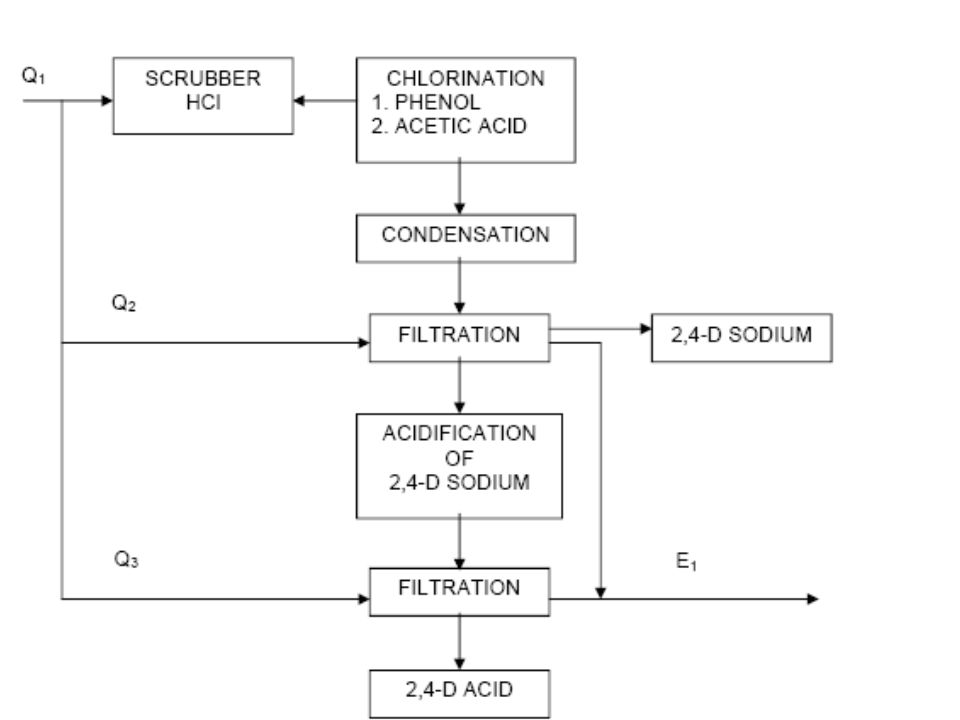
• Carbamates and dithiocarbamates (carbofuran, carbaryl, ziram, and benthiocarb) • Chlorophenoxy compounds (2,4-D, 2,4,5-T, and silvex) • Organochlorines (dicofol and endosulfan) • Organophosphorus compounds (malathion, dimethoate, phorate, and parathion methyl) • Nitro compounds (trifluralin) • Miscellaneous compounds such as biopesticides (for example, Bacillus thuringiensis and pherhormones), heterocycles (for example, atrazine), pyrethroids (for example, cypermethrin),and urea derivatives (for example,diuron).
 • Chlorophenoxy compounds (2,4-D, 2,4,5-T, and silvex) • Organochlorines (dicofol and endosulfan) • Organophosphorus compounds (malathion, dimethoate, phorate, and parathion methyl) • Nitro compounds (trifluralin) • Miscellaneous compounds such as biopesticides (for example, Bacillus thuringiensis and. pherhormones), heterocycles (for example, atrazine), pyrethroids (for example, cypermethrin),and urea derivatives (for example,diuron).")
95
pesticide A pesticide is a substance or mixture of substances used to kill a pest A pesticide may be a chemical substance, biological agent (such as a virus or bacteria), antimicrobial, disinfectant or device used against any pest. Pests include insects, plant pathogens, weeds, molluscs, birds, mammals, fish, nematodes (roundworms), microbes and people that destroy property, spread or are a vector for disease or cause a nuisance. Although there are benefits to the use of pesticides, there are also drawbacks, such as potential toxicity to humans and other animals
, antimicrobial, disinfectant or device used against any pest. Pests include insects, plant pathogens, weeds, molluscs, birds, mammals, fish, nematodes (roundworms), microbes and people that destroy property, spread or are a vector for disease or cause a nuisance. Although there are benefits to the use of pesticides, there are also drawbacks, such as potential toxicity to humans and other animals.")
96
Pesticides can be classified by target organism, chemical structure, and physical state.
Pesticides can also be classed as inorganic, synthetic, or biologicals (biopesticides),although the distinction can sometimes blur. Biopesticides include microbial pesticides and biochemical pesticides. Plant-derived pesticides, or "botanicals", have been developing quickly. These include the pyrethroids, rotenoids, nicotinoids, and a fourth group which includes strychnine and scilliroside.
,although the distinction can sometimes blur. Biopesticides include microbial pesticides and biochemical pesticides. Plant-derived pesticides, or botanicals , have been developing quickly. These include the pyrethroids, rotenoids, nicotinoids, and a fourth group which includes strychnine and scilliroside.")
97
Organophosphate Pesticides - These pesticides affect the nervous system by disrupting the enzyme that regulates acetylcholine, a neurotransmitter. Most organophosphates are insecticides. They were developed during the early 19th century, but their effects on insects, which are similar to their effects on humans, were discovered in 1932. Carbamate Pesticides affect the nervous system by disupting an enzyme that regulates acetylcholine, a neurotransmitter. The enzyme effects are usually reversible. There are several subgroups within the carbamates. Organochlorine Insecticides were commonly used in the past, but many have been removed from the market due to their health and environmental effects and their persistence (e.g. DDT and chlordane). Pyrethroid Pesticides were developed as a synthetic version of the naturally occurring pesticide pyrethrin, which is found in chrysanthemums. They have been modified to increase their stability in the environment. Some synthetic pyrethroids are toxic to the nervous system.
. Pyrethroid Pesticides were developed as a synthetic version of the naturally occurring pesticide pyrethrin, which is found in chrysanthemums. They have been modified to increase their stability in the environment. Some synthetic pyrethroids are toxic to the nervous system.")
98
Algicides or algaecides for the control of algae
Avicides for the control of birds Bactericides for the control of bacteria Fungicides for the control of fungi and oomycetes Herbicides (e.g. glyphosate) for the control of weeds Insecticides (e.g. organochlorines, organophosphates, carbamates, and pyrethroids) for the control of insects - these can be ovicides (substances that kill eggs), larvicides (substances that kill larvae) or adulticides (substances that kill adults) Miticides or acaricides for the control of mites Molluscicides for the control of slugs and snails Nematicides for the control of nematodes Rodenticides for the control of rodents Virucides for the control of viruses
 for the control of weeds. Insecticides (e.g. organochlorines, organophosphates, carbamates, and pyrethroids) for the control of insects - these can be ovicides (substances that kill eggs), larvicides (substances that kill larvae) or adulticides (substances that kill adults) Miticides or acaricides for the control of mites. Molluscicides for the control of slugs and snails. Nematicides for the control of nematodes. Rodenticides for the control of rodents. Virucides for the control of viruses.")
99
Pesticide Target pest algicide algae avicide birds bactericide bacteria fungicide fungi herbicide weeds insecticide insects miticide mites molluscicide snails, slugs nematicide nematodes piscicide fish rodenticide rodents

100
Presently, India has about 675 pesticides industries, manufacturing about tonnes of pesticides per annum and the consumption is about 500g/hactare. Pesticide industry is identified as one of the priority areas for treatment technologies to treat the effluent for its safe disposal and to meet the regulatory requirements. In some countries, the use of certain persistent pesticides such as, DDY, BHC and other halo-genated organic pesticides has been banned for manufacturing as well as uses. In India, DDT and BHC are used for mosquito control and other public health programmes. The wastewater generated from DDT manufacturing unit is normally treated by neutralization, biological (aerobit) oxidation followed by activated charcoal filteration. In the existing treatment system, dilution (about 7 to 10 times) is made with fresh water for biological treatment to reduce the toxicity load in wastewater. To overcome this problem a lab-scale investigation has been carried out in CPCB to reduce the toxicity by selective coagulation technique and by using Fenton's oxidation.
 oxidation followed by activated charcoal filteration. In the existing treatment system, dilution (about 7 to 10 times) is made with fresh water for biological treatment to reduce the toxicity load in wastewater. To overcome this problem a lab-scale investigation has been carried out in CPCB to reduce the toxicity by selective coagulation technique and by using Fenton s oxidation..")
102
The important types of unit process (chemical reactions) are:
o Alkylation o Carboxylation o Acetylation o Condensation o Cyclization, o Dehydration o Halogenation o Oxidation o Sulfonation o Nitration o Amination Also,

103
the important types of unit operations (physical) are:
o Liquid / Liquid extraction o Liquid / Liquid separation o Liquid / Solid separation o Gas / Solid separation o Distillation o Crystallization o Gas obsorption o Drying o Grinding o Mixing

105
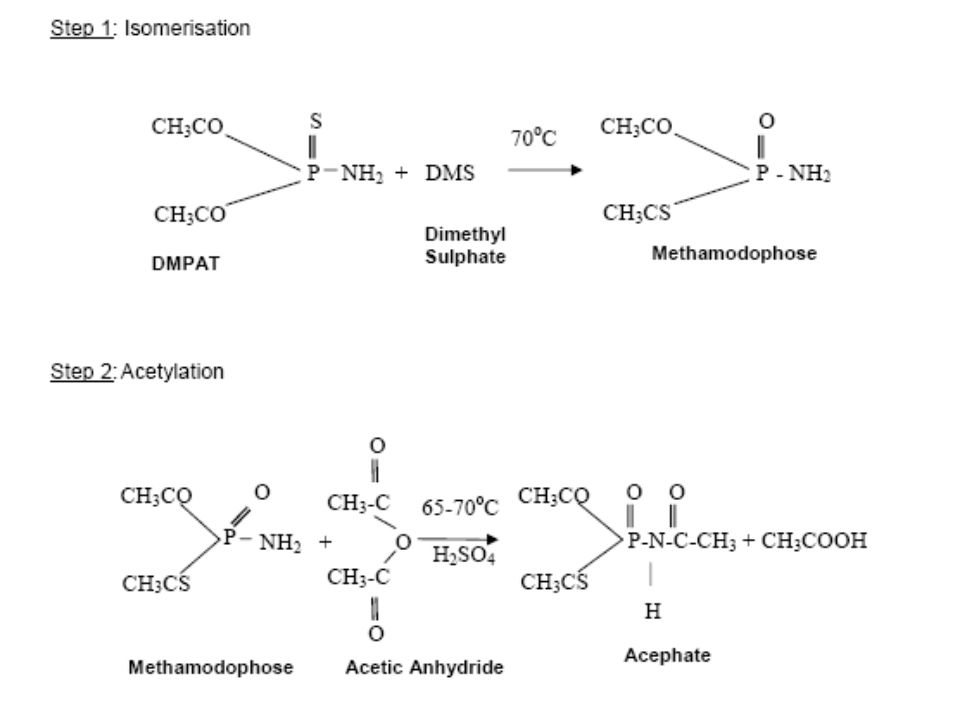
Process Flow Diagram of Acephate Manufacturing

106
Process Flow Diagram of Aluminium Phosphide Manufacturing

114
Malathion preparation

116
Process Flow Diagram of Methyl Bromide Manufacturing

117
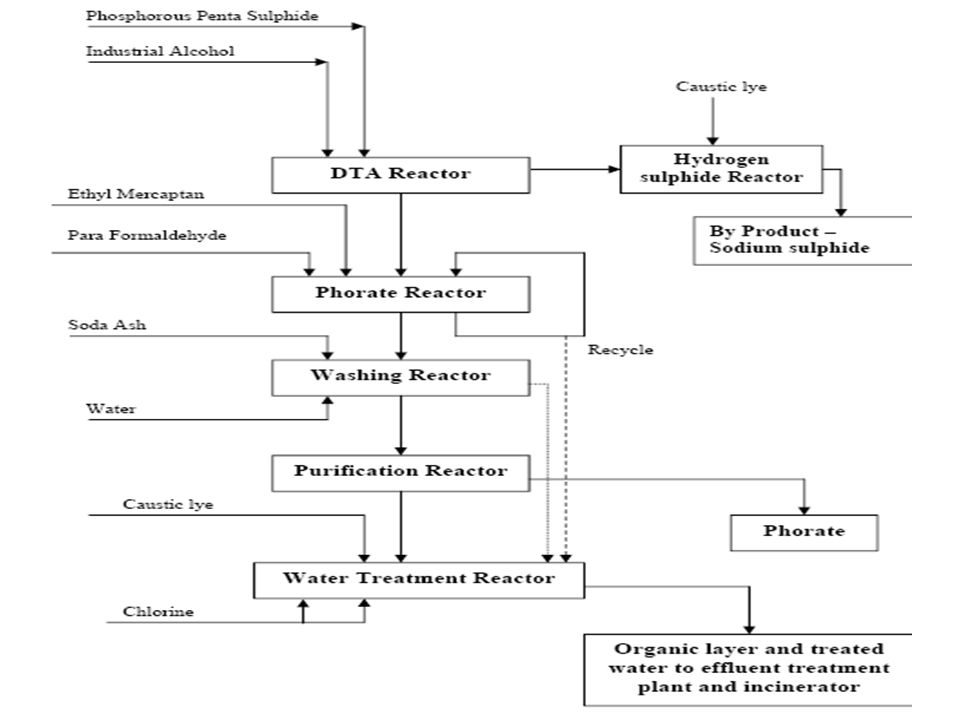
Process Flow Diagram of Monocrotophos Manufacturing

118
Process Flow Diagram of Isoproturon Manufacturing

122
Requirements Current Practices Wastewater Treatment pH correction
Solar evaporation ponds for high TDS/inorganic effluent Incinerator for high organic waste In-plant pollution control measures Process optimisation/automation to avoid discarded products, and to reduce pollutants generation Segregation of streams and providing treatment as follows: Inorganic streams - recovery of salts through forced evaporation or membrane separation Highly organic streams (toxic effluents) which cannot be treated biologically are to be chemically treated or incinerated, depending on calorific value. medium organic streams are to be biologically treated (preferably extended aeration). Efficient solvent recovery systems. Identification of compatible streams for neutralisation to avoid chemical closing and formation of additional total dissolved solids concentrations. Homogenisation of effluent, before feeding into biological systems Usage of pure oxygen, ozonation, chemical wherever necessary.
 which cannot be treated biologically are to be chemically treated or incinerated, depending on calorific value. medium organic streams are to be biologically treated (preferably extended aeration). Efficient solvent recovery systems. Identification of compatible streams for neutralisation to avoid chemical closing and formation of additional total dissolved solids concentrations. Homogenisation of effluent, before feeding into biological systems. Usage of pure oxygen, ozonation, chemical wherever necessary.")
123
to treat pesticide wastewater having high chemical oxygen demand (COD) value and poor biodegradability, Fenton-coagulation process was first used to reduce COD and improve biodegradability and then was followed by biological treatment. Optimal experimental conditions for the Fenton process were determined to be Fe(2+) concentration of 40 mmol/L and H(2)O(2) dose of 97 mmol/L at initial pH 3. The interaction mechanism of organophosphorous pesticide and hydroxyl radicals was suggested to be the breakage of the P=S double bond and formation of sulfate ions and various organic intermediates, followed by formation of phosphate and consequent oxidation of intermediates. For the subsequent biological treatment, 3.2g/L Ca(OH)(2) was added to adjust the pH and further coagulate the pollutants. The COD value could be evidently decreased from 33,700 to 9300 mg/L and the ratio of biological oxygen demand (BOD(5)) to COD of the wastewater was enhanced to over 0.47 by Fenton oxidation and coagulation. The pre-treated wastewater was then subjected to biological oxidation by using moving-bed biofilm reactor (MBBR) inside which tube chip type bio-carriers were fluidized upon air bubbling. Higher than 85% of COD removal efficiency could be achieved when the bio-carrier volume fraction was kept more than 20% by feeding the pretreated wastewater containing 3000 mg/L of inlet COD at one day of hydraulic retention time (HRT), but a noticeable decrease in the COD removal efficiency when the carrier volume was decreased down to 10%, only 72% was observed. With the improvement of biodegradability by using Fenton pretreatment, also due to the high concentration of biomass and high biofilm activity using the fluidizing bio-carriers, high removal efficiency and stable operation could be achieved in the biological process even at a high COD loading of 37.5 gCOD/(m(2)carrierday).
 concentration of 40 mmol/L and H(2)O(2) dose of 97 mmol/L at initial pH 3. The interaction mechanism of organophosphorous pesticide and hydroxyl radicals was suggested to be the breakage of the P=S double bond and formation of sulfate ions and various organic intermediates, followed by formation of phosphate and consequent oxidation of intermediates. For the subsequent biological treatment, 3.2g/L Ca(OH)(2) was added to adjust the pH and further coagulate the pollutants. The COD value could be evidently decreased from 33,700 to 9300 mg/L and the ratio of biological oxygen demand (BOD(5)) to COD of the wastewater was enhanced to over 0.47 by Fenton oxidation and coagulation. The pre-treated wastewater was then subjected to biological oxidation by using moving-bed biofilm reactor (MBBR) inside which tube chip type bio-carriers were fluidized upon air bubbling. Higher than 85% of COD removal efficiency could be achieved when the bio-carrier volume fraction was kept more than 20% by feeding the pretreated wastewater containing 3000 mg/L of inlet COD at one day of hydraulic retention time (HRT), but a noticeable decrease in the COD removal efficiency when the carrier volume was decreased down to 10%, only 72% was observed. With the improvement of biodegradability by using Fenton pretreatment, also due to the high concentration of biomass and high biofilm activity using the fluidizing bio-carriers, high removal efficiency and stable operation could be achieved in the biological process even at a high COD loading of 37.5 gCOD/(m(2)carrierday)..")
124
Q = 100 m3/day - pH: COD: 4,500 - TSS: 30,000 - Chlorine : Sulfat: The diagram of WTP: Influent --> Equalization -->Fenton --> Seltting tank --> Aarotank --> Secondary clarifier --> Ozon --> Effluent.

125
.Overview In the production of pesticide wastewater complicated composition, poisonous or harmful, poisonous, harmful, emission, most of the big stable organophosphate content high, biodegradation biochemical treatment is poor, low efficiency. Beijing XiaoQing environmental protection technology company for the management of the pesticide wastewater, the test, and put forward a biochemical chemical combination of management process, so that treated water to meet emissions requirements. 2.Wastewater treatment process Process flow diagram Process: wastewater——-neutralization——regulation ponds——hydrolysis——SBR——Effluent water

126
(2)Technological process instructions
Pesticide wastewater process technology, raw material of different components in the waste water, ward, and pesticides in the process of making the emissions, high concentration of organic matter, such as direct biochemical treatment, is difficult and costly. According to the water quality characteristics of the chemical means first (extraction, steaming, adsorption, etc.), slipped separation raw materials and products, back to used in the production, wastewater by all close, adjust the PH value, and waste water to rinse and sewage sludge dewatering, improve and biochemical sex, the pump to ascend into the SBR reaction pool, biochemical treatment. In SBR pool after anaerobic a a good process of oxygen of oxygen, in the active sludge, the function of the organic matter degradation fully, and nitrogen, phosphorus removal and the water will meet emissions requirements. 3.Technical features (a)Rack cleaner, and to reduce the engineering shunt quotation and running costs. (b) Recycling raw material and finished product, reduce the pollution of raw materials and improve efficiency. (c)The use of advanced SBR technology, and to make investment in infrastructure to reduce, cover an area of save (SBR technology make the second pond, reaction pool 2 for one, do not need to set return sludge system), lower cost, convenient operation and management. Stable discharging water.
, slipped separation raw materials and products, back to used in the production, wastewater by all close, adjust the PH value, and waste water to rinse and sewage sludge dewatering, improve and biochemical sex, the pump to ascend into the SBR reaction pool, biochemical treatment. In SBR pool after anaerobic a a good process of oxygen of oxygen, in the active sludge, the function of the organic matter degradation fully, and nitrogen, phosphorus removal and the water will meet emissions requirements. 3.Technical features. (a)Rack cleaner, and to reduce the engineering shunt quotation and running costs. (b) Recycling raw material and finished product, reduce the pollution of raw materials and improve efficiency. (c)The use of advanced SBR technology, and to make investment in infrastructure to reduce, cover an area of save (SBR technology make the second pond, reaction pool 2 for one, do not need to set return sludge system), lower cost, convenient operation and management. Stable discharging water.")
127
Treatment of Pesticide Wastewater by
Physicochemical and Fenton Processes

128
the mechanism of the treatment process for pesticides
The oxidation system based on the Fenton's reagent has been used for the treatment of both organic and inorganic substances. Fenton's chemistry uses hydrogen peroxides (H2O2) and iron salts where the effectiveness of H2O2 is improved by iron through generation of highly reactive hydroxyl radicals. The iron acts as a catalyst in the process. Iron typically occurs naturally in the subsurface or may be added in small concentrations. If the hydroxyl radical is the key intermediate, the initiation step would be7: H2O2 + Fe2+ —→ Fe3+ + OH– + OH• (1) Afterwards, •OH radicals may either oxidize another Fe2+ to Fe3+ (termination step): Fe2+ + OH• —→ Fe3+ + OH– (2) or they may give reaction with H2O2 (propagation step): OH• + H2O2 —→ H2O + OOH• (3) OOH• + Fe3+ —→ O2 + Fe2+ + H+ (4) Also, the •OH radical may oxidize other species (substrate) present in solution: •OH + RH —→ R• + H2O —→ products (5) In comparison to other oxidation processes, such as UV/H2O2 process, costs of Fenton oxidation are quite low. Fenton oxidation has been used for different treatment processes because of its ease operation, the simple system and the possibility to work in a wide range of temperatures9. Hydroxyl radicals are powerful oxidizing reagents with an oxidation potential of 2.33 V and exhibits faster rates of oxidation reactions as compared to that using conventional oxidants like hydrogen peroxide or KMnO4 7.
 and iron salts where the effectiveness of. H2O2 is improved by iron through generation of highly reactive hydroxyl. radicals. The iron acts as a catalyst in the process. Iron typically occurs. naturally in the subsurface or may be added in small concentrations. If the. hydroxyl radical is the key intermediate, the initiation step would be7: H2O2 + Fe2+ —→ Fe3+ + OH– + OH• (1) Afterwards, •OH radicals may either oxidize another Fe2+ to Fe3+ (termination step): Fe2+ + OH• —→ Fe3+ + OH– (2) or they may give reaction with H2O2 (propagation step): OH• + H2O2 —→ H2O + OOH• (3) OOH• + Fe3+ —→ O2 + Fe2+ + H+ (4) Also, the •OH radical may oxidize other species (substrate) present in. solution: •OH + RH —→ R• + H2O —→ products (5) In comparison to other oxidation processes, such as UV/H2O2 process, costs of Fenton oxidation are quite low. Fenton oxidation has been used for. different treatment processes because of its ease operation, the simple system. and the possibility to work in a wide range of temperatures9. Hydroxyl. radicals are powerful oxidizing reagents with an oxidation potential of V and exhibits faster rates of oxidation reactions as compared to that using. conventional oxidants like hydrogen peroxide or KMnO4. 7.")
130
. The degradation of the fungicide captan was evaluated under batch and continuous modes of operation with a retention time of 15 days. The initial cell number (30.1Ã106 cells/mL) in the soil water mixture first declined with time during the 24 h reaching 15.6Ã106 and 11.1Ã106 cells/mL in the batch and continuous bioreactors, respectively. This was due to the inhibitory effect of pesticide on some of the soil microbial species that had less tolerance to captan at the initial concentration of 144 mg L-1. Then, the microbial population started growing, reaching its maximum after 5 and 12 days from the start in the batch and continuous bioreactors, respectively. The lag period and the specific growth rate for the batch bioreactor were 22 h and h-1, respectively. A captan degradation efficiency of 89.6% was achieved after 10 days in the continuous bioreactor compared to a degradation efficiency of 100% after 5 d in the batch bioreactor. This study showed that the effluent from the continuous bioreactor has a captan concentration of 12 mg L-1 A half life of 52 h is observed in the batch bioreactor.
 in the soil water mixture first declined with time during the 24 h reaching 15.6Ã106 and 11.1Ã106 cells/mL in the batch and continuous bioreactors, respectively. This was due to the inhibitory effect of pesticide on some of the soil microbial species that had less tolerance to captan at the initial concentration of 144 mg L-1. Then, the microbial population started growing, reaching its maximum after 5 and 12 days from the start in the batch and continuous bioreactors, respectively. The lag period and the specific growth rate for the batch bioreactor were 22 h and h-1, respectively. A captan degradation efficiency of 89.6% was achieved after 10 days in the continuous bioreactor compared to a degradation efficiency of 100% after 5 d in the batch bioreactor. This study showed that the effluent from the continuous bioreactor has a captan concentration of 12 mg L-1 A half life of 52 h is observed in the batch bioreactor..")
131
Photochemical Degradation
Photocatalytic degradation using a UV-enhanced TiO2 catalyst system is known to have many important advantages, in particular: a large number of organic compounds dissolved or dispersed in water can be completely degraded. Several processing strategies aimed at eliminating persistent organic pollutants from water presented in this work indicate that advanced oxidation technologies can provide protection for groundwaters by treatment of industrial effluents. Anatase in the UV/TiO2/oxygen system was more photoactive than rutile which confirms data from the literature pertaining to various organic compounds. Advantageous impact of oxygen on the degradation efficiency was shown. Since powdered anatase or rutile can adhere to the reactor or lamp surface and be difficult to separate from the aqueous phase, easily separable TiO2-modified microspheres were successfully used. It was shown that photodegradation of organic pesticides in industrial wastewater in a UV/H2O2/air system can compete with TiO2-based heterogeneous catalysis, particularly in process scale-up. Unlike in other aqueous streams, pollutants in underground water require rather more complete degradation, than do streams directed to biological treatment systems. But water treatment by photocatalysis will be the final step, preceded by e.g. stripping or coagulation/flocculation. Thus further research is needed with respect to more favorable kinetics and visible light photocatalysis of dilute solutions or suspensions of contaminants.

133
Toxin treatment and removal
Types of toxins Organics (pesticides, solvent, petroleum,...) Metals (lead, cadmium, mercury,...) Sources of toxins Impact on wastewater treatment systems when toxins hit
 Metals (lead, cadmium, mercury,...) Sources of toxins. Impact on wastewater treatment systems when toxins hit.")
134
Toxin Tertiary Treatment
Organics: Biological treatment (incl. co-metabolism) Oil-water separator Air stripping Thermal treatment (incineration, desorption, distillation, evaporation) Chemical oxidation Sorption (activated carbon, kitty litter) Land farming
 Oil-water separator. Air stripping. Thermal treatment (incineration, desorption, distillation, evaporation) Chemical oxidation. Sorption (activated carbon, kitty litter) Land farming.")
135
Toxin Tertiary Treatment
Metals: Chemical precipitation and filtration Biological transformation Sorption Solidification (cement, asphalt, plastic polymers) Encapsulation Plant uptake /phytoremediation (note sludge application implications)
 Encapsulation. Plant uptake /phytoremediation (note sludge application implications)")
136
ATP Fe(III) CO2 Fe(II) Metabolism of a Pollutant-degrading Bacterium
ACETATE *U(VI) *Co(III) *Cr(VI) *Se(VI) *Pb(II) *Tc(VII) *Benzoate *Toluene *Phenol *p-Cresol *Benzene ATP CO2 Fe(II) *CCl4 *Cl-ethenes *Cl-aromatics *Nitro-aromatics
 *Co(III) *Cr(VI) *Se(VI) *Pb(II) *Tc(VII) *Benzoate. *Toluene. *Phenol. *p-Cresol. *Benzene. ATP. CO2. Fe(II) *CCl4. *Cl-ethenes. *Cl-aromatics. *Nitro-aromatics.")
137
Uranium reduction leads to uranium precipitation and immobilization
U6+sol U4+insol

138
Volatile organic compounds (VOC)
These are major contributors to air pollution Paint industry Pharmaceutical industry bakeries printers dry cleaners auto body shops

139
Cometabolism Bacterium uses some other carbon and energy source to partially degrade contaminant (organic aromatic ring compound) degradation products contaminant bacterium corn starch CO2 + H2O

140
Hard to degrade contaminants
Chlorinated hydrocarbons solvents lubricants plasticizers insulators herbicides and pesticides.

142
Degradation of chlorinated hydrocarbons
Degradation of organic toxins requires the participation of entire biochemical pathways involving many enzymes coded for by many genes. Some of the genes exist on the chromosome while other genes reside on plasmids.

143
CO2 + H2O Phenol-degrading dmp operon is regulated by DmpR, a NtrC-like positive regulator.

144
The layout of the genes involved in chlorocatechol-degradation on the plasmid is similar to the layout of the catechol-degrading genes on the chromosome

145
Genetic engineering of bacteria to remove toxic metals from the environment
E. coli bacterium New gene/transport proteins Hg2+-metallothein Hg2+→Hgo Hg2+ New gene/enzyme Hgo (less toxic form of metal)
")
146
Pretreatment Technologies
Emulsion Breaking Many pesticide products are formulated by mixing pesticide active ingredients with inert materials (e.g., surfactants, emulsifiers, petroleum hydrocarbons) to achieve specific application characteristics. When these "inerts" mix with water, emulsions may form. These emulsions reduce the performance efficiency of many treatment unit operations, such as chemical oxidation and activated carbon adsorption. In many situations, emulsion breaking is a necessary pretreatment step to facilitate the removal of pollutants from PFPR wastewaters. Although emulsion breaking is a pretreatment step, its importance in the treatment of PFPR wastewaters can make it a major part of the technology train for treating PFPR wastewater
 to achieve specific application characteristics. When these inerts mix with water, emulsions may form. These emulsions reduce the performance efficiency of many treatment unit operations, such as chemical oxidation and activated carbon adsorption. In many situations, emulsion breaking is a necessary pretreatment step to facilitate the removal of pollutants from PFPR wastewaters. Although emulsion breaking is a pretreatment step, its importance in the treatment of PFPR wastewaters can make it a major part of the technology train for treating PFPR wastewater.")
147
Types of Emulsions O/W Emulsion - a hydrophobic solvent, such as oil, dispersed in an aqueous medium. W/O Emulsion - an aqueous medium dispersed in a hydrophobic solvent, such as oil.

148
Activated Carbon Adsorption
Activated carbon effectively removes organic constituents from wastewater through the process of adsorption. The term "activated carbon" refers to carbon materials, such as coal or wood, that are processed through dehydration, carbonization, and oxidation to yield a material that is highly adsorbent due to a large surface area and high number of internal pores per unit mass. As wastewater flows through a bed of carbon materials, molecules that are dissolved in the water may become trapped in these pores. In general, organic constituents (including many pesticide active ingredients) with certain chemical structures (such as aromatic functional groups), high molecular weights, and low water solubilities are amenable to activated carbon adsorption. These constituents adhere to the stationary carbon material, so the wastewater leaving the carbon bed has a lower concentration of pesticide than the wastewater entering the carbon bed. Eventually, as the pore spaces in the carbon become filled, the carbon becomes exhausted and ceases to adsorb contaminants.
 with certain chemical structures (such as aromatic functional groups), high molecular weights, and low water solubilities are amenable to. activated carbon adsorption. These constituents adhere to the stationary. carbon material, so the wastewater leaving the carbon bed has a lower. concentration of pesticide than the wastewater entering the carbon bed. Eventually, as the pore spaces in the carbon become. filled, the carbon becomes exhausted and ceases to adsorb contaminants.")
149
Chemical Oxidation Chemical oxidation modifies the structure of pollutants in wastewater to similar, but less harmful, compounds through the addition of an oxidizing agent. During chemical oxidation, one or more electrons transfer from the oxidant to the targeted pollutant, causing its destruction. One common method of chemical oxidation, referred to as alkaline chlorination, uses chlorine (usually in the form of sodium hypochlorite) under alkaline conditions to destroy pollutants such as cyanide and some pesticide active ingredients. However, facilities treating wastewater using alkaline chlorination should be aware that the chemical oxidation reaction may generate toxic chlorinated organic compounds, including chloroform, bromodichloromethane, and dibromochloromethane, as byproducts. Adjustments to the design and operating parameters may alleviate this problem, or an additional treatment step (e.g., steam stripping, air stripping, or activated carbon adsorption) may be required to remove these byproducts.
 under alkaline conditions to destroy pollutants such as cyanide and some pesticide active ingredients. However, facilities treating wastewater using alkaline chlorination should be aware that the chemical oxidation reaction may generate toxic chlorinated organic compounds, including chloroform, bromodichloromethane, and dibromochloromethane, as byproducts. Adjustments to the design and operating parameters may alleviate this problem, or an additional treatment step (e.g., steam stripping, air stripping, or activated carbon adsorption) may be required to remove these byproducts.")
150
Hydrolysis Hydrolysis is a chemical reaction in which organic constituents react with water and break into smaller (and less toxic) compounds. Basically, hydrolysis is a destructive technology in which the original molecule forms two or more new molecules. In some cases, the reaction continues and other products are formed. Because some pesticide active ingredients react through this mechanism, hydrolysis can be an effective treatment technology for PFPR wastewater. The primary design parameter considered for hydrolysis is the half-life, which is the time required to react 50% of the original compound. The half-life of a reaction generally depends on the reaction pH and temperature and the reactant molecule (e.g., the pesticide active ingredient). Hydrolysis reactions can be catalyzed at low pH, high pH, or both, depending on the reactant molecule. In general, increasing the temperature increases the rate of hydrolysis.
 compounds. Basically, hydrolysis is a destructive technology in which the original molecule forms two or more new molecules. In some cases, the reaction continues and other products are formed. Because some pesticide active ingredients react through this mechanism, hydrolysis can be an effective treatment technology for PFPR wastewater. The primary design parameter considered for hydrolysis is the half-life, which is the time required to react 50% of the original compound. The half-life of a reaction generally depends on the reaction pH and temperature and the reactant molecule (e.g., the pesticide active ingredient). Hydrolysis reactions can be catalyzed at low pH, high pH, or both, depending on the reactant molecule. In general, increasing the temperature increases the rate of hydrolysis.")
153
Dyes and Dye Intermediates
Dyes and Dye Intermediates industry is an important sector of the Indian Chemical Industry. This sector has grown at a very fast pace after independence and nearly half of its production is being exported today. A remarkable feature of the Indian dyestuff industry is the co-existence of units in the small, medium and large sectors, actively involved in the manufacture of dyestuffs and their intermediates. The pollution that accompanies this industry in its nature and extents, particularly, because of the non-biodegradable nature of the dyes as well as due to the presence of acid/ alkali/ toxic trace metals/ carcinogenic aromatic amines in the effluents. In addition to effluent, gaseous emissions such as SO2, NOx, NH3 & HCl and solid wastes in the form of iron sludge, gypsum and sludge from treatment facilities are generated.

154
Treatment

Similar presentations














































>")
 Secondary: BOD treatment (biological) Tertiary: Effluent polishing, Nutrient and Toxins Removal.>")
 to avoid oxygen depletion in the recipient Microbial action Aerobic/anaerobic microorganisms.>")








