Download presentation
Presentation is loading. Please wait.

1
INDUSTRIAL SPECIALTIES
Petroleum Specialties represent a group of products which find wide application in the various processing industries. These products are primarily used in processing for manufacture of high quality finished goods. In most cases the petroleum specialties become part of the finished articles. They impart desirable properties to raw material to facilitate their processing into finished goods. They assist in the processing operations of the manufactured articles. They improve quality and serviceability of the materials being processed. They generally form part of the manufactured articles imparting them desired properties. They enhance the sales appeal of the finished articles.

2
SPECIALTY PRODUCT SERVICE PROGRAMME
Study of processes Recommendation of most suitable products Advise on correct application practices Follow up on performance of the products Suggestions for improving performance Development of products for special applications Technical service to the customers

3
INDUSTRIAL SPECIALTIES PRODUCT RANGE
ALPROL SPECIAL PROCESS OIL CONKOTE CHAIN CONVEYOR LUBRICANT DRAWMET METAL DRAWING OIL ELASTO RUBBER PROCESS OIL GLAMOL GLASS MOULD OIL HYTHERM HEAT TRANSFER OIL KOOLKUT SOLUBLE CUTTING OIL METAQUENCH QUENCHING OIL ROLMET ROLLING OIL RUSTOP RUST PREVENTIVE OIL SPRAY OIL E AGRICULTURE OIL TRIMOFIN STRAIGHT CUTTING OIL TRIMOL STRAIGHT CUTTING OIL UNIPRO TEXTILE OIL

4
CUTTING OILS CUTTING OPERATION Chip formation in metal cutting
Heat sources Built up edges Cutting fluid paths

5
CUTTING OPERATION Pressure Friction Heat

6
NECESSITY OF CUTTING FLUID
Heat generation by external friction is reduced / minimised by placing a suitable lubrication film between the rubbing surfaces of work piece, tool and chip Cooling / lubrication of contact surface between tool, work piece and chip results in improved finish , higher cutting speeds, depth of cut, reduced power consumption and reduced rate of tool wear. Prevents the welding/seizure taking place between tool and work piece resulting from high pressure and high temperatures.

7
FUNCTIONS OF CUTTING FLUID
To lubricate the contacting surface of tool, work piece and chip To cool work piece, tool and chip To prevent local welding of metal particles to the tool ( minimise built up edges ) To flush swarf from the cutting area
 To flush swarf from the cutting area.")
8
CHARACTERISTICS OF THE CUTTING FLUIDS
Cause no rusting and corrosion of machines, work piece and tool Cause no discoloration or staining of the metal Should not smoke or foam in use Have no objectionable odour Should not decompose chemically in use Should not be harmful to the machine operator

9
SEVERITY OF METAL CUTTING OPERATION
(In Descending Order) Internal Broaching (Greatest ) Surface broaching, pipe threading Plain Tapping, plain threading Gear Shaving, Cutting and Removing Deep drilling Milling Multi spindle screw machining Automatic high speed machining Drilling, shaping, single point turning Sawing , grinding (Least)
 Internal Broaching (Greatest ) Surface broaching, pipe threading. Plain Tapping, plain threading. Gear Shaving, Cutting and Removing. Deep drilling. Milling. Multi spindle screw machining. Automatic high speed machining. Drilling, shaping, single point turning. Sawing , grinding (Least)")
10
TYPES OF CUTTING FLUIDS
WATER MIX TYPE CUTTING FLUIDS - Available as following type Forming milky white emulsions Forming translucent emulsions Containing EP additives and forming emulsions Synthetic/Chemical type miscible with water OIL TYPE OR STRAIGHT CUTTING FLUIDS Straight cutting oils Mineral oil / Fatty oil type of cutting fluids Transparent sulfurized and/or chlorinated cutting oils Dark, heavy duty sulfurized cutting oils

11
WATER MIX CUTTING FLUIDS
Koolkut 30 : General purpose emulsifiable oil Koolkut : Emulsifiable oil meeting IS 1115: 1986 Koolkut EP 66 : Emulsifiable oil with EP additives Koolkut 70 : Semi- synthetic oil Koolkut 80 : Premium Quality emulsifiable oil Synthkool 100 : Semi-synthetic oil

12
STRAIGHT CUTTING FLUIDS( NON STAININMG TYPE)
Trimofin 15 : Low viscosity oil for honing Trimofin 16 : Medium viscosity oil Trimofin 18 : High lubricity oil Trimofin 20 : Low viscosity chlorinated oil Trimofin 21 : High viscosity chlorinated oil Trimofin 23 : Sulfurized oil meeting IS 3065 : 1985 Trimofin 25 : Sulfurized oil high viscosity Trimofin 26 : Sulfurized and chlorinated Trimofin 27 : Sulfurized and chlorinated STRAIGHT CUTTING FLUIDS ( STAINING TYPE) Trimofin 54 : Low viscosity sulfurized oil Trimofin 55 : Chlorinated and sulfurized oil Trimofin 56 : Chlorinated and sulfurized oil Trimofin 58 : High viscosity sulfurized oil
 Trimofin 54 : Low viscosity sulfurized oil. Trimofin 55 : Chlorinated and sulfurized oil. Trimofin 56 : Chlorinated and sulfurized oil. Trimofin 58 : High viscosity sulfurized oil.")
13
SOLUBLE CUTTING FLUIDS V/S STRAIGHT OILS
CHARACTERISTIC SOL. FLUID ST. OIL Heat generation Moderate Low Cooling ability High Low Oiliness/Lubricity Moderate High Chemical Activity Moderate High Rust prevention Moderate High Cutting speed High Low Cutting tools H.S. Tools Carbide

14
ADDITIVES FOR CUTTING FLUIDS
Fatty oils Sulfurized fatty oils Chlorinated Hydrocarbons /waxes Free sulfur Oxidation inhibitors Emulsifiers Deodorants Bacteriacides

15
TESTS CONDUCTED ON CUTTING FLUIDS
Density Flash point Viscosity Viscosity Index Pour point Neutralisation Number Volatility Copper strip corrosion test Emulsion test Freeze test Cast iron corrosion test

16
CARE OF CUTTING FLUIDS (SOLUBLE TYPE)
Do not use hard water above 500 ppm for making emulsions Keep pH of emulsion at 9 Remove chips and fines regularly Aerate the emulsion periodically Clean the system thoroughly when changing the oil Avoid oil blanket on the surface Bacterial treatment of the emulsion Keep the emulsion under circulation during weekly shut down

17
CARE OF CUTTING FLUIDS (OIL TYPE)
Remove chips and fines regularly Remove the sludge daily Before and after work , wash hands & forearms and apply suitable barrier cream Do not wear oily clothes Wear protective clothings Use splash guards

18
TRIMOFINS IN PREFERENCE TO KOOLKUTS
When more lubrication is required between the contacting surfaces When it is necessary to reduce friction between the tool and work piece to maximum extent In situations where it is necessary to prevent local welding of metal particles to the tool face. Sulfurized additive type straight cutting oil are best suited for this purpose For machining of magnesium and its alloys, it is necessary to use straight cutting oils as magnesium can combine with oxygen in water and can create fire hazards

19
NUMBERING SYSTEM OF TRIMOFINS
BRAND : TRIMOFINS FIRST DIGIT : Indicative of staining/ non-staining properties Number 1 & 2 = Non Staining Number 5 & 6 = Staining SECOND DIGIT : Indicative of potency scale Number = Lowest Potency Number = Highest Potency Potency gradation based on type of EP additive and content Chlorination alone lowest potency Sulfurization with free sulfur highest potency . * If first digit is 1 then second digit indicates % of compounding without EP additives

20
RUST PREVENTIVE OILS METAL (IRON) WATER OXYGEN
TODAYS SHINING MACHINES ARE TOMORROW'S RUST SCRAPS METAL (IRON) WATER OXYGEN
 WATER. OXYGEN.")
21
RUSTING - IMPLICATIONS
Damage machinery under cover as well as out of door Delayed schedules Costly repairs Expensive Replacements BASIC METHODS OF RUST PREVENTION Removing causes of Rust (Oxygen and Moisture ) Increasing the resistance of metal to rusting (Alloying with Chromium, Nickel or Copper) Application of Protective coatings - Metallic coatings - Lacquers and paints - Oxides and chemically formed films - Petroleum based rust preventives
 Increasing the resistance of metal to rusting. (Alloying with Chromium, Nickel or Copper) Application of Protective coatings. - Metallic coatings. - Lacquers and paints. - Oxides and chemically formed films. - Petroleum based rust preventives.")
22
PETROLEUM RUST PREVENTIVES- TEMPORARY RUST PROTECTORS
Low initial cost Ease of Application Durability Impermeability Sufficient Elasticity of the film Transparent film

23
CHARACTERISTICS OF PETROLEUM RUST PREVENTIVES
THE FILM SHOULD BE Repellent to water and impervious to both water vapour and gases Having sufficient thickness and strength to prevent dust or other solid particles from penetrating and coming in contact with metal surfaces So as not drain out or evaporate from the surfaces Having self-healing property Chemically stable and should not harden to a great extent even on continued storage

24
FACTORS AFFECTING SELECTION OF RUST PREVENTIVES
Exposure Nature of surface and type of equipment. Handling methods. Film characteristics desired. Packaging

25
EXPOSURE Humidity Condensation Corrosive atmosphere
Duration of exposure Temperature and sunlight Exposure to Fresh/Salt water Packaging

26
HANDLING FILM CHARACTERISTICS
Rough handling can cause rupture of the rust preventive film and thus expose the metal surface to the atmosphere to cause rusting. FILM CHARACTERISTICS Oily lubricating film Greasy lubricating film. Dry non lubricating film Transparent film Ease of removal Sealing ability Film stability and durability

27
NATURE OF SURFACES AND TYPE OF EQUIPMENT
Plain smooth surfaces Parts having threads,crevices and holes Open assemblies

28
CLASSIFICATION OF RUST PREVENTIVES
Light Duty : For General storage where moderate humidity prevails with occasional condensation. Moderate Duty : For storage in open sheds or under tarpaulins etc. Heavy Duty : For most severe conditions of exposure Outdoor storage

29
FOUR CLASSES OF RUST PREVENTIVES
CLASS USE OR COMPOSITION HOT DIP : DIP PARTS IN MELTED PRODUCT SOLVENT CUT BACK : VOLATILE CARRIER PLUS FILM FORMING INGREDIENTS OIL TYPE : LUBRICATING OILS PLUS FILM FORMING INGREDIENTS EMULSION TYPE : MIXED WITH WATER BEFORE USE

30
HP RUST PREVENTIVES HOT DIP TYPE
Products : Rustop 387 Rustop 388 Application : Protection during shipment and subsequent storage involving For machined steel surfaces, threaded pipes, dies etc. Method : Hot Dip SOLVENT CUT-BACK TYPE Products : Rustop 173, Rustop 274, Rustop 276 Applications : Indoor protection as well as inter-process/final application Applied by : Dip, Spray or Brush

31
OILY TYPE Products : Rustop 276 Rustop 285 Rustop 286 Rustop 287
Applications : Hydraulic Systems, Gear Cases, Internal combustion engines Applied by : Circulation

32
EMULSION TYPE Products : Water based Rust Preventive
Applications : Steel sheets in cold rolling industries Applied by : Dipping

33
NUMBERING SYSTEM FOR RUST PREVENTIVES
Rustop Grades : Non Asphaltic Products First Digit : Indicative of product formulation : 1 for solvent based : 2 for oil based : 3 for greasy film type Second Digit : Indicating of film type and product Property : 7 for water displacing : 8 for oily / greasy film Third Digit : Indicating of colour : 0 to 9 as number increases darker the colour

34
QUENCHING OILS BASICS OF HEAT TREATMENT
When steel is heated and cooled, the iron it contains undergoes a structural change. Hot steel at its critical temperature and above is a solid solution of carbon in face - centered - cubic - iron - Austenite. When Austenite is cooled rapidly it is transformed to Martensite - hardest possible with body centred structure. This cooling can be done by the process known as Quenching.

35
HEAT TREATMENT - OBJECTIVE
INCREASES - STRENGTH - TOUGHNESS - HARDNESS - WEAR RESISTANCE REDUCE BRITTLENESS IMPROVE MACHINABILITY RELIEF OF INTERNAL STRAINS

36
QUENCHING MEDIUMS Salt Baths Brine Solution Synthetic Quenchants
Petroleum quenching Oils

37
QUENCHING- OPERATING TEMPERATURES
NATURE OF BATH TEMPERATURE RANGE ( ° C ) WATER : UPTO 100 BRINE SOLUTION : UPTO 102 OIL : UPTO 260 SALT : LEAD :
 WATER : UPTO 100. BRINE SOLUTION : UPTO 102. OIL : UPTO 260. SALT : LEAD :")
38
DISADVANTAGES Salt Baths : - Difficult to automate
- Formation of sludge - Quenched parts are difficult to clean - Difficulties in disposing of spent salts and wash water Brine Solution : - Metal corrosion (water) - Metal distortion - Metal cracking Synthetic Quenchants - Looses concentration - Expensive - Not easily available
 - Metal distortion. - Metal cracking. Synthetic Quenchants. - Looses concentration. - Expensive. - Not easily available.")
40
ADVANTAGES OF PETROLEUM QUENCHING OILS
Non corrosive Non toxic Suitable for large scale automation Safe to use Easily available Comparatively low price

41
OIL CHARACTERISTICS INFLUENCING QUENCHING ABILITY
BOILING POINT VISCOSITY OXIDATION STABILITY CHEMICAL STABILITY THERMAL PROPERTIES FLASH POINT FREEDOM FROM WATER

42
COOLING STAGES IN QUENCHING
A. Leindenfrost stage or vapour blanket stage - Formation of vapour due to sudden immersion of hot steel - Cooling of steel takes place by conduction and radiation - Vapours are poor conductors of heat - Cooling of metal is relatively slow B. Vapour Transport Stage - Energetic boiling of quenchent - Wetting of metal - Fastest rate of cooling C. Liquid Cooling Stage - Formation of vapour bubbles is stopped - Cooling by conduction and convection - Rate of cooling is slower compared to VT Stage.

45
TYPE OF PETROLEUM HPC QUENCHING OIL
Straight Oils : Metaquench 39 Metaquench 40 Compounded Oils : Metaquench 42 Additive type Oils : Metaquench 43 Metaquench 44 Marquenching Oils : Metaquench 85 Metaquench 86

46
STRAIGHT OILS COMPOUNDED OILS General purpose quenching oils
Compatible with cyanide carry over Can be used from ambient to 90°C COMPOUNDED OILS Blends of straight oil and fatty oils Fatty oils assist in better wetting Not recommended for cyanided parts.

47
ADDITIVE TYPE MARQUENCHING OILS Blend of straight oil and additives
Wetting agents Anti oxidants Detergents and Dispersants MARQUENCHING OILS Bath maintained at martensite temp Imparts less thermal shocks to the metal. Enables accurate and controllable quenching Lesser rejections Used mainly in automotive and bearing industries

48
OPERATIONAL PROBLEMS FIRE HAZARDS Insufficient hardness can be due to
Change in the composition of steel Insufficient heating of the metal to its critical temperature Time lag in transferring the metal from furnace to bath Thickening of oil due to oxidation / sludging / dirt Inadequate agitation FIRE HAZARDS Contamination with lighter oil fractions. Insufficient circulation. Hot Spots Presence of water beyond 0.5% Foaming Violent Boiling

49
TYPICAL INSPECTION OF QUENCHING OIL
Grade Viscosity Flash GM 40 °C COC.°C QUENCHO METER READING, SECONDS Metaquench Metaquench Metaquench Metaquench Metaquench Metaquench 85 °C Metaquench °C

51
ROLLING OILS

52
METAL ROLLING OILS Rolling of metals is a process by which the thickness of the metal is reduced to the desired level by means of rotating rolls.

53
Metal rolling process may be divided into two basic categories :
Hot Rolling : Where the metal is pre-heated and rolled Cold Rolling : Where the metal is rolled at the ambient temperature

54
FUNCTIONS OF ROLLING OIL
Reduce friction between rolls. Provide adequate 'Bite' between roll and work. Good conductor of heat. Proper viscosity Good Oxidation Stability Non Corrosive Non Staining Non toxic

55
CHARACTERISTICS OF ROLLING OIL
Proper viscosity. Water demulsibility property. Good oxidation stability. Non corrosive. Non staining. Non toxic.

56
SELECTION OF ROLL OILS Temperature of the metal. Rolling speed.
Type of metal being rolled. Temperature of the metal. Rolling speed. Reduction schedule. Roll oil system-Recirculating or once used. Annealing equipment. Quality requirements.

57
TYPES OF ROLL OILS : HP GRADES : Straight Mineral Roll Oils
Compounded Roll Oils Emulsifiable Roll Oils HP GRADES : ROLMET 40 ROLMET 43 ROLMET 45

58
TYPICAL INSPECTION OF ROLL OILS
Characteristics ROLMET ROLMET N ROLMET V 40 Appearance Clear Clear Clear Viscosity Kin. @ C Flash Point COC 0 C Pour Point 0 C Neutralisation No mgh KOH/gm

59
RUBBER OILS

61
ASTM Elastomer Trade names
Classification NR Isoprene Rubber Natural Natural SBR Styrene - Butadiene Rubbers GR-S, BUNA S IIR Isobutylene - Isoprene Rubbers BUTYL NRB Nitrile - Butadine Rubbers BUNA N CR Chloroprene Rubbers Neoprene EPM Ethylene Propylene Copolymer EPR, EPN BR Butadine Rubbers Polybutadiene PB

62
PROCESSING OF GENERAL RUBBER GOODS
In order to process crude, synthetic or reclaimed rubber into condition suitable for use it must be put through several processes such as : 1. Break Down 2. Mixing 3. Calendering 4. Extruding 5. Preparation for curing 6. Vulcanizing

64
COMPOUNDING INGREDIENTS USED IN RUBBER GOODS MANUFACTURE
Vulcanizing Agents (Sulfur) Accelerators (Sulfur Derivatives) Activators (Stearic Acid) Antioxidants (Phenolic Derivatives) Fillers (Carbon Black) Reinforcing Agents (Nylon, Rayon) Softeners (Easters, Resins, Veg. Oils) Tackifiers Pigments (Colouring materials) Retarders Plasticizers oils / chemicals Anti Ozonants
 Accelerators (Sulfur Derivatives) Activators (Stearic Acid) Antioxidants (Phenolic Derivatives) Fillers (Carbon Black) Reinforcing Agents (Nylon, Rayon) Softeners (Easters, Resins, Veg. Oils) Tackifiers. Pigments (Colouring materials) Retarders. Plasticizers oils / chemicals. Anti Ozonants.")
65
FUNCTIONS OF RUBBER OIL
1.Process Oils: To improve processibility of rubber in milling, mixing and extruding. To improve physical properties of valcanizites To reduce production costs 2.Extender Oils Used in extended SBR aromatic / naphthenic oil use for desired finish They contain 20 to 50% of oils per 100 parts of Rubber. 3.Reclaiming Oils Aromatic oils are widely used. 5% of oil on the wt. of rubber is generally used 4.Secondary Plasticizers Used in PVC cloth manufacture Di-Octyl Phathalate (DOP) Di-Isooctyl Phathalate (DIOP) DI-Butly-Phthalate (DBP)
 Di-Isooctyl Phathalate (DIOP) DI-Butly-Phthalate (DBP)")
66
DESCRIPTION OF PETROLEUM OILS (AS PER ASTM)
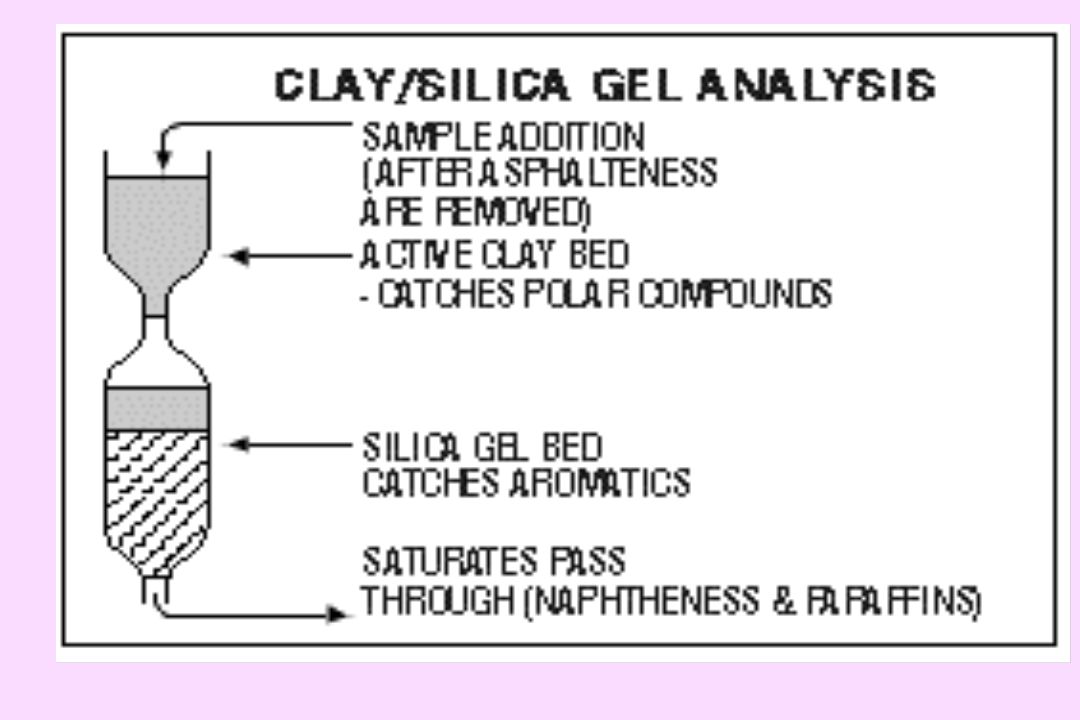
% Saturates % Polar % Asphaltenes Compounds Type 101 (Highly aromatic) 20 Max. 25 Max Max. Type 102 (Aromatic) Max. 0.5 Max. Type 103 (Naphthenic) Mix Max. Type 104 (Napthenic & Paraffinic) Min. 1 Max. 0.1 Max.
 20 Max. 25 Max Max. Type 102. (Aromatic) Max. 0.5 Max. Type 103. (Naphthenic) Mix. 0.3 Max. Type 104. (Napthenic & Paraffinic) 65.1 Min. 1 Max. 0.1 Max.")
67
HP RUBBER OILS ELASTO 215, 245 Elasto 215 Elasto 541 Naphthenic
Elasto 245 Paraffinic Elasto 215 Elasto 541 Naphthenic Elasto 590 Elasto 710 Aromatic Elasto 715 ELASTO 215, 245 Paraffinic Type High Flash Point Low Solvency Greatest use in butyl and EP DM rubbers Used for processing light coloured goods, white walled tyres, shoe soles, toys, sporting goods.

68
ELASTO 541, 590 ELASTO 710, 715 Good colour stability
Naphthenic type Good colour stability Solvency better than Elasto 245 Used as general purpose rubber oil, tyres, mats, footwear, moulded and extruded goods ELASTO 710, 715 Aromatic type Dark colour Compatible with most rubber polymers Automobile tyres, beltings, battery cases For oil extended rubber For rubber reclaiming

69
TESTING OF THE PROPERTIES OF EXTENDER AND RUBBER OILS
Specific Gravity Viscosity Flash Points Volatality Pour Point Aniline Point Neutralization Number Refractive Index & Refractive Intercept Viscosity Gravity Constant U.V. Absorptivity

70
REFRACTIVITY INTERCEPT
The refractivity intercept of an oil is equal to refractive 20 0 C ½ density 2 0 C. VISCOSITY GRAVITY CONSTANT VGC = (G ) LOG (V ) 0.755 G = Sp F V1 = F GENERAL INTERPRETATION OF VGC VGC Range Oil Type Paraffinic Naphthenic 0.90 and above Aromatic
 LOG (V ) G = Sp F. V1 = F. GENERAL INTERPRETATION OF VGC. VGC Range Oil Type Paraffinic Naphthenic and above Aromatic.")
73
RUBBER OILS : NOMENCLATURE
Brand ELASTO First Digit : Indicative of aromatic content. First digit multiplied by 10 gives approx. % aromatics. Second and Third Digits :Indicative viscosity Second and Third digits together show approx. 100 OC When product viscosity is more than 210 0F Last two digits Multiplied by 10 give products 100 OC.

74
RUBBER OILS Properties Elasto 245 541 710
Viscosity 40 OC @ 100 0C Flash Point, COC OC Aniline Point, COC OC Pour Point OC Molecular Analysis ASTM D 2007 Asphltenes Wt % Nil Nil Nil Polar Compounds wt % Aromatics wt % Saturates wt %

75
HEAT TRANSFER OILS

76
Heat transfer fluids or heat carriers are defined as fluids which absorb thermal energy delivered from a source and then by cooling, or change of phase surrender to a place of utilization called a sink.

77
TYPES OF HEAT TRANSFER MEDIA
Grases - Air Vapours - Steam Liquids - Mineral Oil

78
HEAT TRANSFER FLUID Major Advantage of Liquid heat transfer fluid
Lower cost installation Large diameter piping Safety Valves Capital Cost Reduction Steam Traps Water treatment facilities Lower Operating Cost Low Maintenance Requirement Reduced Make Up

79
PETROLEUM HEAT TRANSFER FLUID
Meet the exacting requirement of the customer. Manufactured under special refining process. Contribute an unusual versatility that improves operating characteristics in a number of important respects.

80
1. Design Properties (Heat transfer and Transport properties).
SELECTION CRITERIA 1. Design Properties (Heat transfer and Transport properties). Density specific gravity expansion coefficient. Heat capacity (Specific heat). Heat content (Enthalpy). Heat conductivity. Viscosity. 2. Construction Properties (Limited Properties) Physical stability. Chemical stability. Thermal stability. Cost 3. Operation Properties (Handling Properties) Surface tension. Corrosion. Flammability. Physiological effects
. Density specific gravity expansion coefficient. Heat capacity (Specific heat). Heat content (Enthalpy). Heat conductivity. Viscosity. 2. Construction Properties (Limited Properties) Physical stability. Chemical stability. Thermal stability. Cost. 3. Operation Properties (Handling Properties) Surface tension. Corrosion. Flammability. Physiological effects.")
81
PROPERTIES OF THERMIC FLUID
Reasonably low pour point. Specific heat - heat transfer properties are reasonably well maintained. Thermally stable. Stability to oxidation. Not too viscous at ambient temperature (Cold start problem) Should not loose viscosity too much at high temperature - (High VI) Low vapour pressure - Fairly high Boiling Point Free from water & insoluble materials. Free from acidic reaction.
 Should not loose viscosity too much at high temperature - (High VI) Low vapour pressure - Fairly high Boiling Point. Free from water & insoluble materials. Free from acidic reaction.")
82
HP HEAT TRANSFER FLUIDS
HYTHERM 400 HYTHERM 500 HYTHERM 600

83
TYPICAL INSPECTION OF THERMIC FLUIDS
CHARACTERISTICS HYTHERM HYTHERM600 Viscosity Kin. 40 0C Flash Point, COC, 0 C Pour Point, 0 C 0 Neut No, mg KOH/gm Specific C Thermal C

85
DRAWING COMPOUNDS

86
METAL FORMING PROCESS PRESSING STAMPING FORGING DEEP DRAWING
WIRE DRAWING TUBE DRAWING

87
TYPES OF DRAWING HOT DRAWING COLD DRAWING

88
TYPES OF DRAWING COMPOUNDS
WATER BASED OIL BASED SOLID LUBRICANTS

89
HP DRAWING COMPOUNDS DRAWMET 15 DRAWMET 22 DRAWMET 44 DRAWMET 66

90
SELECTION OF DRAWING COMPOUNDS
TYPE OF DRAWING OPERATION METAL BEING DRAWN SEVERITY OF DRAWING

91
AUTOMOTIVE SPECIALTIES
HP KOOLGARD SHOCK ABSORBER OIL SUPER DUTY BRAKE FLUID-DOT3

92
HP SHOCK ABSORBER OILS:
HP SHOCK ABSORBER OIL LIGHT HP SHOCK ABSORBER OIL HEAVY HP SHOCK ABSORBER OIL AW HP SHOCK ABSORBER OIL TELE

93
SHOCK ABSORBER OILS SHOCK ABSORBER DAMPING EFFECT INCREASES COMFORT
SHOCK ABSORBER HYDRULIC TYPE PNEUMATIC TYPE BOTH THESE TYPES OF SHOCK ABSORBERS NEED TO BE OIL FILLED,SEALED FOR LIFE. SHOCK ABSORBER ASSEMBLY HAS RUBBER COMPONENTS TO SEAL OIL LEAKAGE WHICH COMES IN CONTACT WITH OIL. MINERAL OIL AFFECTS RUBBER.HENCE DUE IMPORTANCE IS GIVEN WHILE FORMULATING SHOCK ABSORBER OILS. THUS ANNILINE POINT SPECIFICATION BECOMES IMPORTANT.

94
IMPORTANT MANUFACTURERS OF SHOCK ABSORBERS
STALLION SHOX HYDRAULICS LTD. INTERNATIONAL INSTRUMENTS GABRIEL INDIA LTD. D.H.WOODHEAD SACHS ARMSTRONG MUNJAL SHOVA(HERO HONDA- REAR) ESCORTS TELE
 ESCORTS TELE.")
95
SPECIFICATIONS CHARACTERISTIC HP SHOCK ABSORBER OIL TELE AW
KINEMATIC VISCOSITY 40 oC 100 oC POUR POINT, oC FLASH POINT, oC ANNILINE POINT, oC RUBBER SWELLING TEST CHANGE IN VOL%MAX

96
SPECIFICATIONS CHARACTERISTIC HP SHOCK ABSORBER OIL LIGHT HEAVY
KINEMATIC VISCOSITY 40 oC 100 oC AVG MIN. POUR POINT, oC FLASH POINT, oC ANNILINE POINT, oC SAP VALUE,MG.KOH/gm COPPER STRIP CORROSION 3 100 oC MAX. FOAM STABILITY /0/ /0/0 2 INC MIN

97
SIGNIFICANCE OF THE CHARACTERISTICS
ANILINE POINT LOWER THE ANNILINE POINT GREATER THE SWELLING TENDENCY. POUR POINT LOWER POUR POINT MAKES THESE OILS SUITABLE FOR YEAR ROUND SERVICE IN ALL WEATHER CONDITIONS.

98
AUTOMOTIVE BRAKE FLUIDS
MINERAL OIL AFFECTS ALL TYPES OF RUBBER HENCE BRAKE FLUID IS NOT MADE WITH USE OF MINERAL OIL. SIMILARLY VEGETABLE OILS DETERIORATE FASTER AT HIGH TEMPERATURE AND CAUSE SAFETY RISK. HENCE NOT USED IN MODERN VEHICLES. MIXTURE OF CASTOR OIL AND ALCOHOL, GLYCOLS AND POLYGLYCOLS ARE USED TO PRODUCE DIFFERENT TYPES OF BRAKE FLUIDS.

99
BRAKE FLUIDS ISI HAS WITHDRAWN IS: FOR MODERATE DUTY BRAKE FLUID HP STANDARD BRAKE FLUID NO LONGER MARKETED. WE MARKET TWO TYPES OF BRAKE FLUIDS- - HP HEAVY DUTY BRAKE FLUID MEETS IS: (AMENDMENT-1) SPECS. SUITABLE FOR USE IN MOST AUTOMOTIVE VEHICLES AND CARRIES THEIR APPROVAL. - HP SUPER DUTY BRAKE FLUID (DOT 3) MEETS - FMVSS 16 DOT 3 OF USE\A SAE JAN. 80 IS :
 SPECS. SUITABLE FOR USE IN MOST AUTOMOTIVE VEHICLES AND CARRIES THEIR APPROVAL. - HP SUPER DUTY BRAKE FLUID (DOT 3) MEETS - FMVSS. 16 DOT 3 OF USE\A. SAE JAN. 80. IS :")
100
BRAKE FLUIDS SPECIFICATION HP SUPER DUTY BRAKE FLUID Dot-4 Dot 3
KINEMATIC VISCOSITY 0 C MIN MIN C MAX MAX MAX BOILING POINT 0 C SIGNIFICANCE OF TESTS: REFLUXE BOILING POINT - HIGH REFLUXE BOILING POINT AVOIDS VAPOUR LOCK AT HIGH SERVICE TEMPERATURE

101
AUTOMOTIVE BRAKE FLUIDS
MINERAL OIL AFFECTS ALL THESE TYPES OF RUBBER HENCE BRAKE FLUID IS NOT MADE WITH USE OF MINERAL OIL. SIMILARLY VEGETABLE OILS DETERIORATE FASTER AT HIGH TEMPERATURE AND CAUSE SAFETY RISK. HENCE NOT USED IN MODERN VEHICLES. MIXTURE OF CASTOR OIL AND ALCOHOL, GLYCOLS AND POLYGLYCOLS ARE USED TO PRODUCE DIFFERENT TYPES OF BRAKE FLUIDS.

102
HP KOOLGARD EFFECTIVE COOLANT FREEZE PROTECTION COOLING SYSTEM PROTECTION

103
HP KOOLGARD MEETS JIS-2234 SPECIFICATIONS MEETS ASTM PERFORMANCE CONCENTRATIONS RECOMMENDED 33% IN WATER FOR AMBIENT TEMPERATURES UP TO (-) 15 OC 50% IN WATER FOR AMBIENT TEMPERATURES UP TO (-) 34 OC
 15 OC. 50% IN WATER FOR AMBIENT TEMPERATURES UP TO (-) 34 OC.")
Similar presentations


















 LTD TECHNICAL TRAINING - OFFSET INKS 08.09.06 & 09.09.06 VENUE : UNITECH - I COUNTRY CLUB, GURGAON TOPIC.>")




 B.Sc (ENGINEERING) LEVEL 2 (Semester 2)>")



