Download presentation
Presentation is loading. Please wait.

2
Reliability Engineering Richard C. Fries, PE, CRE Corporate Manager, Reliability Engineering Baxter Healthcare Round Lake, Illinois

3
Definition of Reliability The probability, at a desired confidence level, that a device will perform a specified function, without failure, under stated conditions, for a specified period of time

4
Customers Definition of Reliability A reliable product: One that does what the customer wants, when the customer wants to do it

5
Reliability Basics Reliability cannot be tested into a product It must be designed and manufactured into it Testing only indicates how much reliability is in the product

6
Purpose of the Reliability Group Determine the weaknesses in a design AND correct them before the device goes to the field

7
Areas Covered by Reliability zElectrical zMechanical zSoftware zSystem

8
Electrical Reliability

9
Mechanical Reliability

10
Theoretical Software Reliability

11
Practical Software Reliability

12
System Reliability

13
Set the Reliability Goal zBased on similar equipment zUsed as the basis for a reliability budget zListed as Mean Time Between Failures (MTBF) in hours or cycles zMTBF = the time at which 63% of the units in the field will have failed zMinimum goal is ten years with a 98% reliability
 in hours or cycles zMTBF = the time at which 63% of the units in the field will have failed zMinimum goal is ten years with a 98% reliability")
14
Parts Count Prediction zUses MIL-HDBK-217 zIndicates whether the design approximates the reliability goal zIndicates those areas of the design with high failure rates

15
Chemical Compatibility zTest plastics with typically used chemical agents (alcohol, anesthetic agents, cleaning agents) zCleaning agents are the worst
 zCleaning agents are the worst")
16
Force Puller

17
Component Testing zCycle/life testing of individual components zComparison of multiple vendors of components zDetermine applicability for the intended use

18
Philosophy of Testing zTest to have the units pass zTest with the addition of stresses to check the margins of functionality

19
Types of Tests zTime terminated, failed parts replaced zTime terminated, no replacement zFailure terminated, failed parts replaced zFailure terminated, no replacement zTest until first failure zTest until all samples fail

20
Determining Sample Size zUses Chi-Square table zSS = Chi-square Value(MTBF goal)/2 zChi-square value includes confidence level and degrees of freedom = 2f+2 zComponent testing – 90% confidence level zLife testing – 95% confidence level
/2 zChi-square value includes confidence level and degrees of freedom = 2f+2 zComponent testing – 90% confidence level zLife testing – 95% confidence level")
21
Sample Calculation zWant to test valves to be used for 2,000,000 cycles per year with a 10% failure rate after 10 years zReliability = e(-t/MTBF) zMTBF = -t/ln Reliability = -20,000,000/ln 0.90 = 389,914,514 cycles
 zMTBF = -t/ln Reliability = -20,000,000/ln 0.90 = 389,914,514 cycles")
22
Sample Calculation zMTBF = 389,914,514 cycles Number of SamplesNumber of Cyles 1089,777,817 50 17,955,563 100 8,977,782

23
Component Test Setup

26
Calculating Sample MTBF MTBF = (# of samples)(length of test) # of failures
(length of test) # of failures")
27
Calculating MTBF Where No Failures Occur zA sample MTBF cannot be calculated zA lower one-sided confidence limit is calculated and the MTBF stated to be greater than that number One-sided limit = 2(#units)(test time) Chi square value for the confidence limit and 2 degrees of freedom
(test time) Chi square value for the confidence limit and 2 degrees of freedom")
28
Sample Calculation for a No Failure Test z10 valves are tested for 10,000 cycles with no failures. Calculate using a 90% confidence level. One-sided limit = 2(10)(10,000) 4.605 = 43,431 cycles MTBF > 43,431 cycles
(10,000) = 43,431 cycles MTBF > 43,431 cycles.")
29
HALT zAcronym for Highly Accelerated Life Testing zUsed to find the weak links in the design and fabrication process zUsually performed during the design phase

30
HALT Testing zPossible stresses that can be applied: xrandom vibration xrapid temperature transitions xvoltage margining xfrequency margining zThe product is stressed far beyond its specifications zThe test can be set up to find the destruct limits

31
HALT Chamber

32
Goal of HALT Testing zOverstress the product zQuickly induce failures zBy applying the stresses in a controlled, stepped fashion, while continuing monitoring for failures, the testing results in the exposure of the weakest points in the design zThis test, if successful, will expose weak points in the design

33
Environmental Testing zOperating temperature/humidity zStorage temperature/humidity zEMC ySurges/transients yBrown-outs yElectrocautery yCell phones zESD zAltitude

34
Environmental Testing zAutoclave zShock zVibration zShipping zTip testing zThreshold testing

35
Temperature Chamber

36
Walk-In Temperature Chamber

37
Autoclave Testing

38
Customer Misuse zExcess weight on tabletop zFluid spillage zCross connection of wires zPulling unit by non-pulling parts zWrong order of pressing keys zKnowing how to operate the unit without reading the manual

39
Making a Design Foolproof The biggest mistake engineers make when trying to make a design completely foolproof is underestimating the ingenuity of complete fools

40
Failure Analysis zFailure: device does not operate according to its specification zDetermine root cause of the failure zSuggest methods to address the failure

41
Prototype Front Panel

42
Plastic Structure

44
Autoclave Testing

45
Manifold Port

46
Prototype Port

47
Life Testing zOperate the device in its typical environment and application zUse appropriate on/off cycles zCan be used to verify the reliability goal or a specific period of time, such as the warranty period

48
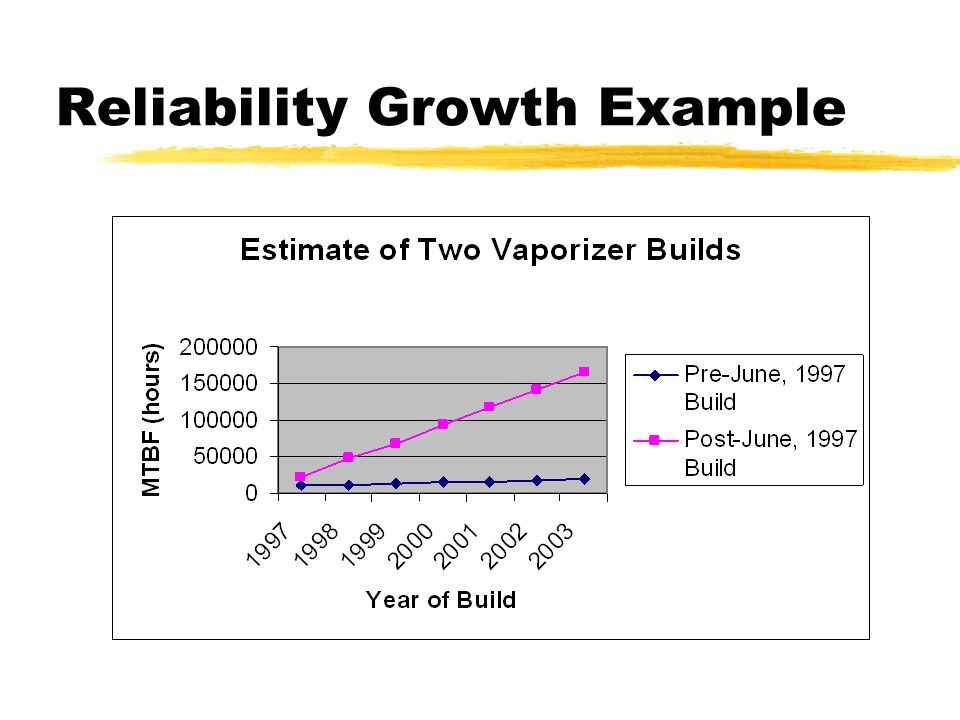
Tracking Reliability Growth in the Field zCollect manufacturing data on how many units were manufactured by month zCollect field failure data, by month zDevelop a reliability growth chart

49
Reliability Growth Example

52
The Reliability Group You make it, Well break it

Similar presentations





 Failures do not happen at fixed times. They occur randomly based on a distribution. Probabilty Density.>")












 Helping to reduce time to market and improve.>")





