Download presentation
Presentation is loading. Please wait.

1
Presentation of Example 3A: MC for verifying the performance of a HACCP system by the FBO Drafting team: Claus Heggum (IDF) Jorge J. Guerrero Vallejos (BO) Omar Bun Njie (GM) Abimbola Adegboye (NG
 Omar Bun Njie (GM) Abimbola Adegboye (NG.")
2
INTRODUCTION When is testing for microbial content needed? When microbial testing is useful to detect potential oversights –In the design of the food safety control system –In the daily operation of the food safety control system When does a food business need a MC? Whenever there is a need to sample for analytical testing of microbial content When information of microbial content is needed and not otherwise available –Foods of unknown/dubious quality or history –Documentation for a claimed safety status

3
INTRODUCTION The performance of a HACCP system depends on the effectiveness of PRPs & the degree of commitment Testing in a processing plant is carried out at various locations: –Incoming materials –Along the process –Processing environments –End of manufacture –Durability assessment Any testing procedure is normally governed by an MC

4
PURPOSE AND RESPONSIBILITIES Purpose: To verify the intended performance over time of a plant & product specific food safety control system managed by a HACCP system, through use of the moving window approach Establishment: The HACCP team of an FBO, who is responsible for the food safety control system in place. The rationale for the MC is provided by the hazard analysis. The design of the MC is based on acceptable levels, determined by the FBO and/or communicated by the CA. Application: The FBO that established the MC

5
SAMPLING APPROACH Sampling material: Food Target organisms: To be determined by hazard analysis, and may be: Pathogens that the HACCP system has been designed to control (significant hazards) Indicators for a hazard (e.g. Listeria spp., S. aureus) Hygiene indicators (e.g. Enterobacteriacea, TPC, etc) Point of application: End of manufacture (point of release)
 Hygiene indicators (e.g. Enterobacteriacea, TPC, etc) Point of application: End of manufacture (point of release).")
6
SAMPLING PLAN Moving window: A specified number of units taken at a specified frequency over a specified time period Individual or pooled Defined by “n” + frequency Systematic (routine) Factors impacting frequency considerations: Number of processing lines Production frequency Distribution of the target organism in the food Probability of detection
 Factors impacting frequency considerations: Number of processing lines Production frequency Distribution of the target organism in the food Probability of detection")
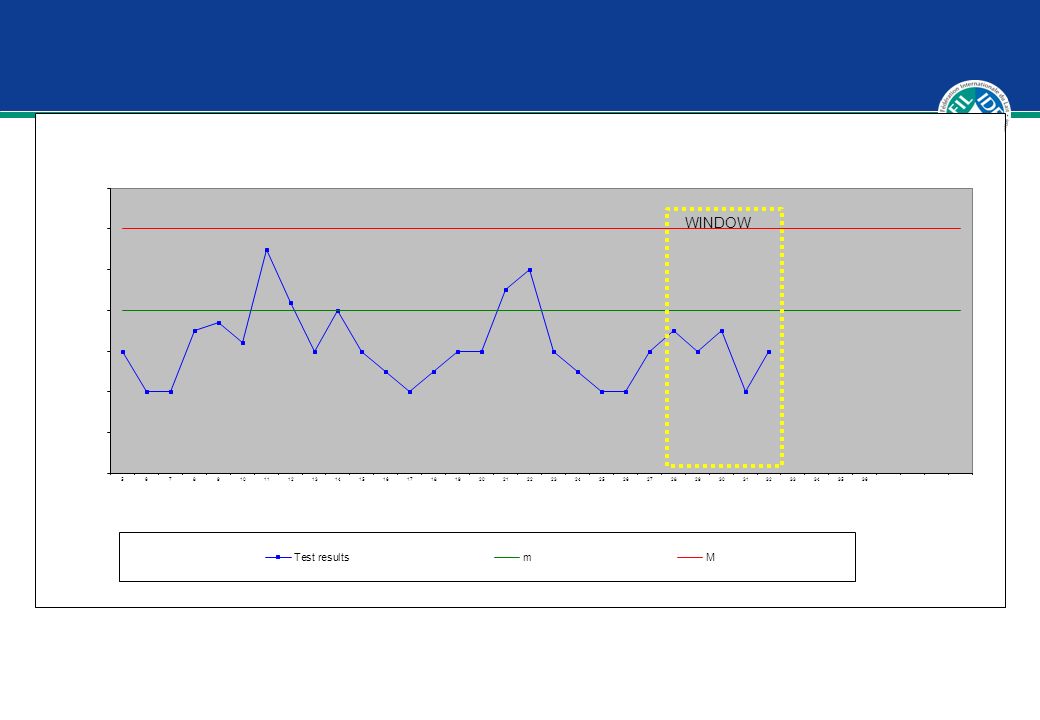
8
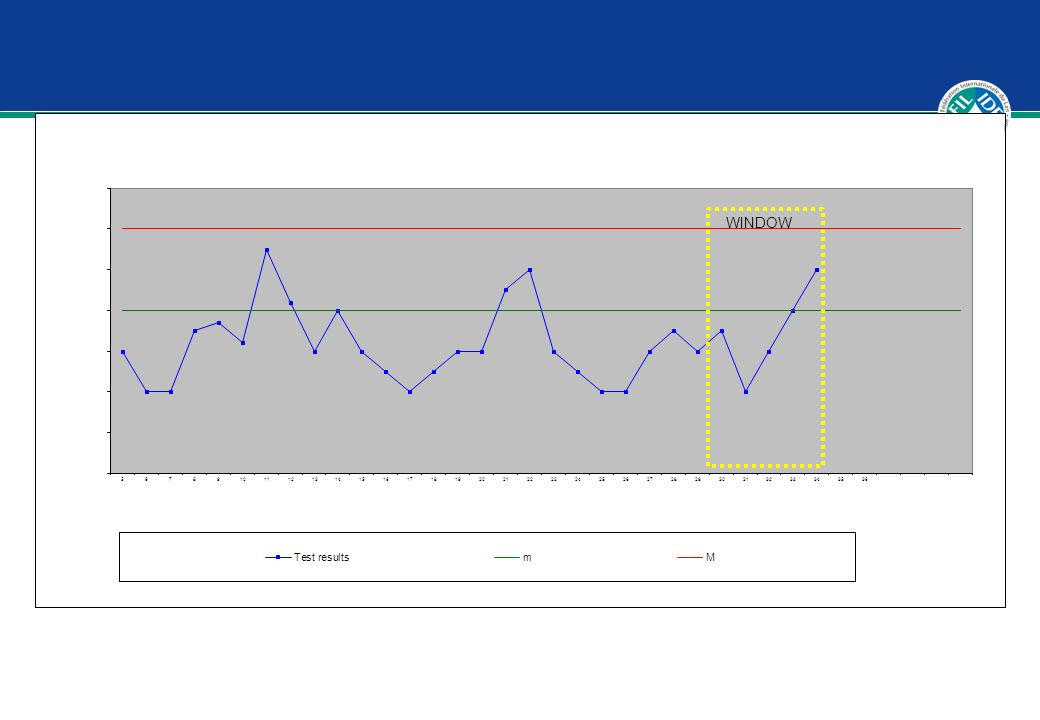
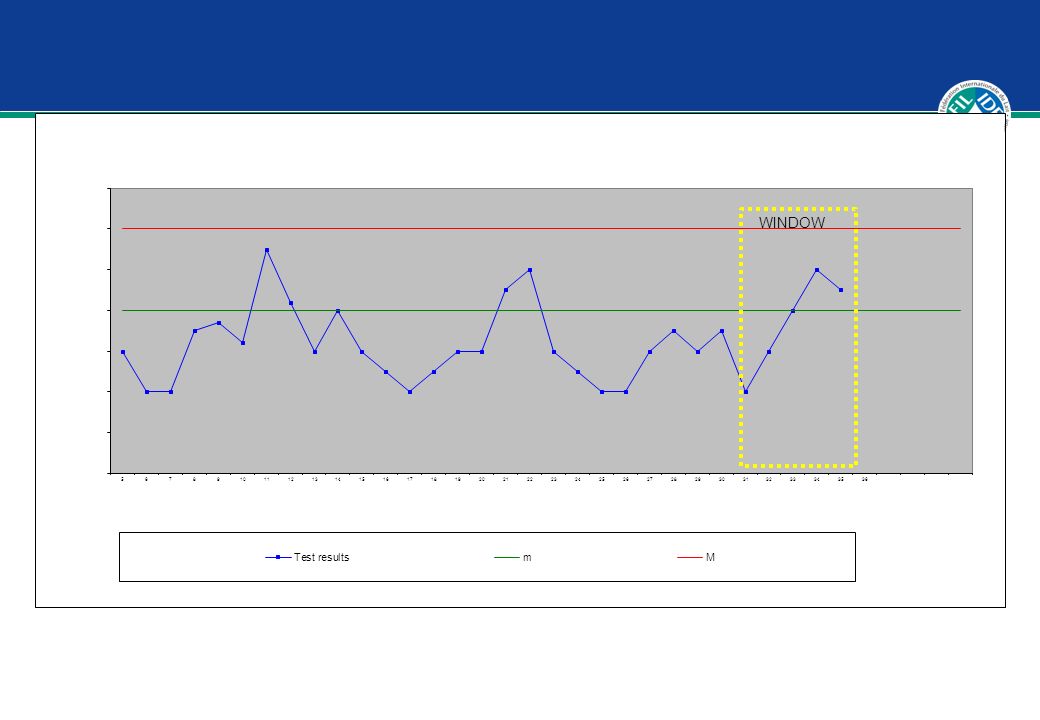
WINDOW

14
INTERPRETATION OF RESULTS The moving window concept is a distinct combination of sampling approaches (n, c, m, M) and interpretation of results: A 3-class plan based on n, c, m and M A 2-class plan based on n, c and m, where “m” is the average result of n samples. 3-class with n= 5, c= 2

15
INTERPRETATION OF RESULTS The moving window concept is a distinct combination of sampling approaches (n, c, m, M) and interpretation of results: A 3-class plan based on n, c, m and M A 2-class plan based on n, c and m, where “m” is the average result of n samples.
 and interpretation of results: A 3-class plan based on n, c, m and M A 2-class plan based on n, c and m, where m is the average result of n samples.")
16
ACTIONS IN CASE OF NON-COMPLIANCE When? For 3-class plans, actions when: ”M” is exceeded (individual results) ”c” is exceeded (within the period defined by ”n”) For 2-class plans, actions when: “m” is exceeded (individual or average results) What? (apart from reviewing data, source tracking & cause analysis) ImplementationDesignAffected lot, if required Restore control of control measures RevalidationLot testing (a different MC) Improve PRPsContainment & recall Improve monitoringChange in intended level of control (CCPs) Alternate use
 c is exceeded (within the period defined by n ) For 2-class plans, actions when: m is exceeded (individual or average results) What. (apart from reviewing data, source tracking & cause analysis) ImplementationDesignAffected lot, if required Restore control of control measures RevalidationLot testing (a different MC) Improve PRPsContainment & recall Improve monitoringChange in intended level of control (CCPs) Alternate use.")
17
Hypothetical example MC for S. aureus: n=10; c=3; m=0; M=100 Cause analysis: Problem relates only to Process line #1 = contamination during cheese manufacture and/or packaging. Low levels = biofilm and not e.g. loss of temperature or time control. Action: Increase of cleaning frequency to avoid biofilm building.

18
Hypothetical example MC for S. aureus: n=10; c=3; m=0; M=100 Cause analysis: Systematic pattern (every Monday) - all three lines = steps prior to cheese manufacture that took place during weekends. Potential causes could be as follows: biofilm in the regenerator of the pasteurizer different staff operating procedures different storage or collection procedures Action: Reinforcing instructions and procedures during weekends. Reinforcing instructions on correct storage conditions at farms
 - all three lines = steps prior to cheese manufacture that took place during weekends. Potential causes could be as follows: biofilm in the regenerator of the pasteurizer different staff operating procedures different storage or collection procedures Action: Reinforcing instructions and procedures during weekends. Reinforcing instructions on correct storage conditions at farms.")
19
Hypothetical example MC for S. aureus: n=10; c=3; m=0; M=100 Cause analysis: Non-compliance only in this process line = contamination during cheese manufacture and/or packaging. The development indicates a source of severe contamination, such as a defective valve or gasket. Action: Check and replacement as needed, of all joints and gaskets. Testing of all batches manufactured by Line 3 on days 19 and 20 for content of staphylococcal enterotoxins. If detected, withdrawal/recall of affected batches that have left the control of the plant.

20
RELATIONSHIP WITH MAIN DOCUMENT General understanding of context MC is only one among several means of verifying HACCP/GHP systems Testing against an MC is not appropriate for monitoring CCPs Use of MC for verification of individual elements of a system (e.g. cleaning, CCPs, etc) versus the whole system as such The moving window approach Consists of a distinct combination of sampling approaches (n, c, m, M) and interpretation of results A new concept to many, and the principles of its application should be incorporated, e.g. it requires frequent (daily) processing Clear distinction between the moving window approach and trend analysis
 versus the whole system as such The moving window approach Consists of a distinct combination of sampling approaches (n, c, m, M) and interpretation of results A new concept to many, and the principles of its application should be incorporated, e.g. it requires frequent (daily) processing Clear distinction between the moving window approach and trend analysis.")
Similar presentations






>")

 HAZARD ANALYSIS AND CRITICAL CONTROL POINT (HACCP) SYSTEM Munira Mohamed Nazari School.>")









>")

>")

