Download presentation
Presentation is loading. Please wait.

1
Changing requirement of Kraft paper properties for Automatic box plant
Presented by Ram Kumar Sunkara – Chairman – R & D Committee Federation of Corrugated Box Manufacturers of India. At IPPTA seminar – 10th and 11th Dec 2015

2
National Energy Map for India
Published in year 2006. Published by “Office of Principal Scientific Adviser to the Government of India” Technology Vision – 2030. Based on their findings for Paper Industry.

3
Projected Demand for Corrugated Boxes
Kraft paper demand in Million tons G D P growth rate Year 6.7 % 8.0 % 10.0 % 2016 4.29 5.66 7.42 2021 5.96 8.27 11.86 It is estimated that consumption will be 4.5 MT for year 2015 The projected demand based on 2003 business environment There is vast change in business environment in 2015 We can expect demand of around 8.5 MT by the year 2021

4
Mckinsey report Packaging has an annual global turnover of about $550 billion, and India’s share is about $16.5 billion per annum. There will be a ten-fold increase in India’s middle class population by 2025, This will further trigger the consumption of packaging materials. This will bring another growth spurt to packaging, The report also notes that the country needs more packaging professionals.

5
Thomas Schneider President of the World Packaging Organisation (WPO), says, In coming years the Indian packaging industry will see substantial growth. The increasing awareness regarding clean water, safe food, and pharmaceuticals will drive this growth. The rise of the Indian middle class, which is expected to go from today’s 50 million to 583 million in 2025

6
Thomas Schneider Also important is that the world’s multinational giants are taking rapid strides in India’s food, beverage, health and beauty, and pharmaceuticals sectors. This will also drive growth in packaging. These factors are forcing both packaging suppliers and end users to shift from bulk packaging to retail, unit-level, small-sized packaging.

7
Smithers Pira Smithers Pira expects the global packaging industry to grow to $820 billion by 2016, and The Indian packaging industry is growing at a rate of about 18 percent annually. Packaging of essential products like food, beverage, milk, vegetable, food grains, and pharma are the key driving segments because of the huge domestic consumption.

8
Changes in the corrugated box industry
The corrugated box requirement will increase from 4.5 million tons to 8.5 million tons by year 2021. There will be a need for additional capacity of 4 million tons of corrugated boxes. This additional capacity will created by installation of more and more automatic plants for box manufacturing.

9
Changes in the corrugated box industry
Corrugation machines speed’s increasing at fast pace. From 8 to 10 m/m two decades ago to current 250 m/m. BF no longer the only performance criteria. RCT came in about 5 years ago and is yet to be fully understood. New performance standards being introduced in corrugated boxes.

11
Changes in the corrugated box industry
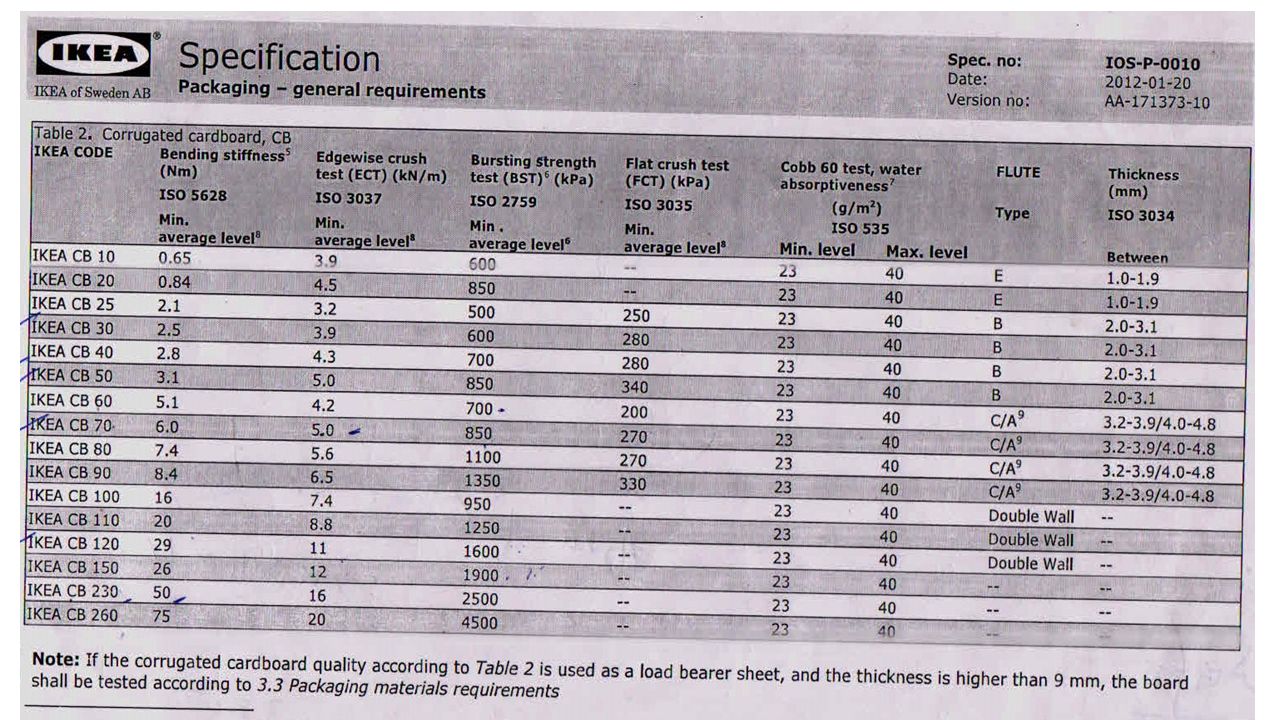
Flat crush test (FCT) of corrugated board which depends on Concora medium test (CMT) for fluting paper Bending stiffness of corrugated board which depends on tensile stiffness and bulk of paper. Heavy metals presence to be below 100 ppm. Customers insisting on certificates for the same.
 of corrugated board which depends on Concora medium test (CMT) for fluting paper. Bending stiffness of corrugated board which depends on tensile stiffness and bulk of paper. Heavy metals presence to be below 100 ppm. Customers insisting on certificates for the same.")
12
Changes in the corrugated box industry
Requirement of different properties in Kraft paper for Liners and medium. Corrugation industry was using same Kraft paper in liners as well as in fluting all these years. However with newer demands on box performance standards, it has become necessary to use paper with different properties in liners and medium.

13
What is Liner and medium?
Double face Liner Medium Liner

14
Liner and Medium properties
For smooth running of corrugators, certain properties are very important. These other than the usual ones we normally concentrate on like BF, RCT, and GSM. Let us quick look at these properties.

15
Paper Quality Issues – Reel Finishing
Reel joints. Moon cuts. Peel offs. Reel hardness. Reel tension. S. S. Consultants

16
Paper Quality Issues- Reel Finishing
Run 1 Run 2 Run 3 Boxes Prod. in Nos. 1600 2008 1840 Set up time in min. 15 22 Run time in Hrs 1h 15m 2h 35 2h 10m Paper Qty used Kgs 4788 6349 4687 Mill: Top liner Imp L Mill: Medium 2 plies R+R K+K Mill: Liners 2 plies K+R K+A S. S. Consultants

17
Paper Quality Issues – Reel Finishing
Run 1 Run 2 Run 3 Board wt in Kgs 4622 6009 4302 Wastage in Kgs 166 340 385 Prod. Rate Kg/min 63.84 40.96 36.05 Wastage in % 3.46 5.35 8.22 Down time in min. nil 36 45 Reasons Paper defects S. S. Consultants

18
Down time due to bad paper
Month Aug 15 Sept 15 Oct 15 Total Down time (min) 3594 3963 3738 Down time due to paper defect (min.) 2269 2535 1964 No of times 388 333 346 % of total time 63.1% 63.9% 52.5%
 Down time due to paper defect (min.) No of times % of total time. 63.1% 63.9% 52.5%")
19
Standardization of GSM and BF
If we are talking about optimizing corrugator speeds, then must also look at optimizing paper machine operations. One of the biggest issue in optimizing paper machine is too many GSM’s and in optimizing pulp mill is too many BF’s We suggest that there should be standardization of GSM and BF so that both can benefit. We are suggesting some standard’s as starting point for further discussions between both.

20
Test Liner 1 Cobb: 30 to 35 Moisture: 6.5% to 7% G S M 125 150 175 200
225 250 300 Caliper Microns 170 235 270 335 400 B. F 33 31 29 28 RCT (CD) kN/m 1.3 1.6 1.8 2.1 2.4 2.7 3.3 Porosity Sec 30 35 40 Ram Kumar
 kN/m Porosity. Sec Ram Kumar.")
21
Test Liner 2 Cobb: 30 to 35 Moisture: 6.5% to 7% G S M 125 150 175 200
225 250 Caliper Microns 210 245 280 315 350 B. F 28 26 24 RCT (CD) kN/m 1.20 1.45 1.70 1.95 2.25 2.50 Porosity Sec 30 35 40 Ram Kumar
 kN/m Porosity. Sec Ram Kumar.")
22
Test Liner 3 Cobb: 30 to 35 Moisture: 6.5% to 7% G S M 100 125 150 175
200 225 Caliper Microns 145 180 215 250 290 325 B. F 24 22 21 RCT (CD) kN/m 0.85 1.10 1.35 1.50 1.70 1.90 Porosity Sec 30 35 40 Ram Kumar
 kN/m Porosity. Sec Ram Kumar.")
23
Test Liner 4 Cobb: 30 to 35 Moisture: 6.5% to 7% G S M 100 120 140 160
180 Caliper Microns 150 210 240 270 B. F 20 18 16 RCT (CD) kN/m 0.75 0.90 1.00 1.10 1.20 Porosity Sec 30 35 Ram Kumar
 kN/m Porosity. Sec Ram Kumar.")
24
Media Cobb: 50 to 70 Moisture: 9.0% to 10.0% G S M 105 115 125 140 160
Caliper Microns 180 195 215 250 CMT-30 Newton’s 200 220 240 270 RCT (CD) kN /m 0.75 0.90 1.00 1.10 1.20 Porosity Sec 30 35 Ram Kumar
 kN /m Porosity. Sec Ram Kumar.")
25
Changing Requirements
These environmental pressures are changing the requirements of raw materials. In paper – Switching back from white top to brown top Source reduction in form of down gauging. Lowering Liner and fluting GSM, yet maintain the quality parameters. High ring crush liner High CMT medium. Ram Kumar Sunkara - S S Consultants

26
What is the box industry looking for?
Consistency of total moisture Moisture profile CD caliper Odor and cleanliness Transport Protection Labeling to include linear meterage. Providing test certificates. Larger roll diameter.

27
Thank you – Have a nice day
Phone: Web site:

Similar presentations








 World Bank Currency: Renminbi Gross domestic product:>")










