Download presentation
Presentation is loading. Please wait.

2
TERTIARY PROCESS PRIMARY PROCESS SECONDARY PROCESS Wastewater Bar Rack/ Comminutor Grit Chamber Equalization Basin Primary Settling Biological Treatment Secondary Settling Advance Wastewater Treatment PRETREATMENT PROCESS e.g: Depth Filter, Membrane filter, adsorption, Ion exchange, gas stripping etc Refer Table 5-1: Typical physical unit operations

3
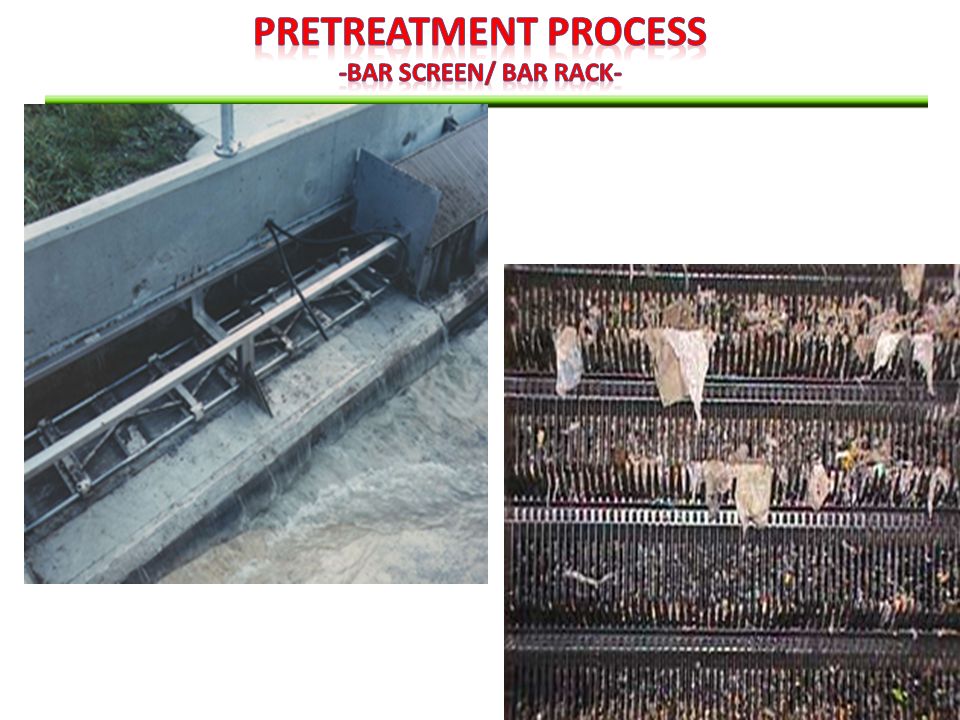
light Retain solid found in influent WW to the treatment plant Principle role Screening Coarse screen Remove coarse materials (e.g. sticks, rags, etc) from the flow stream that could : damage subsequent process equipment Reduce overall treatment process reliability & effectiveness Contaminate waterway Fine screen (used in place of/following coarse screen) Where greater removals of solids are required to remove coarse materials (e.g. sticks, rags, etc) from the flow stream that could Protect process equipment Eliminate materials that may inhibit the beneficial reuse of biosolid
 from the flow stream that could : damage subsequent process equipment Reduce overall treatment process reliability & effectiveness Contaminate waterway Fine screen (used in place of/following coarse screen) Where greater removals of solids are required to remove coarse materials (e.g. sticks, rags, etc) from the flow stream that could Protect process equipment Eliminate materials that may inhibit the beneficial reuse of biosolid.")
4
The bar screen may be manually cleaned or mechanically cleaned (performed frequently enough to prevent solids buildup and reduce flow into the plant) light The flow passes through the screen and the large solids are trapped on the bars for removal. Bar Screen/ Bar Rack May consists of parallel bars, rods or wires (coarse screen) perforated plate (fine screen) The bar screen may be coarse (6 – 150 mm/ 0.25 – 6 inch openings) or fine (< 6 mm/0.25 inch openings).
 perforated plate (fine screen) The bar screen may be coarse (6 – 150 mm/ 0.25 – 6 inch openings) or fine (< 6 mm/0.25 inch openings)..")
7
light Remove grit (sand, egg shells or other heavy solid materials) that tends to settle in corners, bends, reducing flow capacity and ultimately clogging pipes and channels. Grit chamber are provided to Grit Chamber Protect moving mechanical equipment from abrasion Reduce formation of heavy deposits in pipelines, channels & conduits Reduce the frequency of digester cleaning caused by exessive accumulation of grit Grit removal processes use gravity/velocity, aeration or centrifugal force to separate the solids from the wastewater. The most common method of grit disposal is transport to a landfill. In some large plants, grit is incinerated with solids

8
Once screened, the wastewater passes into two aerated grit chambers. Low- pressure air entering the grit chamber creates a rolling motion that causes grit and dense solids to settle to the tank bottom.

9
light used to intercept coarse solid & shred them in the screen channel The use of comminutor and macerator is adventageous in a pumping station to: Comminutors & Macerators Protect pump againts clogging by rags & large objects Eliminate the need to handle & dispose of screenings However, shredded solid (plastic bags, rags) tends to form ropelike strands & can clog pump impellers, sludge pipelines & heat exchangers). The solids are cut up into a smaller, more uniform size of for return to the flow stream for subsequent removal. Design consideration: may be preceded by grit chambers to prolong life Constructed with bypass arrangement

10
Macerators

11
To minimize fluctuations in WW characteristics in order to provide optimum conditions for subsequence process To provide adequate dampening of organic fluctuations in order to prevent shock loading to biological system Provide adequate pH control Provide cont. feed to biological system Provide capacity for controlled discharge To prevent high conc. of toxic materials from entering the biological treatment plants. Bar Screen / communitor Grit Removal Equalization Basin Primary Treatment Effluent for further treatment Q t Q t

12
In-line arrangement: all of the flow passes through the equalization basin Can be used to achieve considerable amount of constituent conc. and flowrate damping. Off-line arrangement: Only flow above predetermined flow limit is diverted to equalization basin Used to capture ‘first flush’ from combined collection system

13
Volume requirements for equalization tank Obtain from ‘Cumulative volume vs Time of day’ graph (refer textbook page 336) Volume = vertical distance from point of tangency to the straight line representing the average flowrate
 Volume = vertical distance from point of tangency to the straight line representing the average flowrate")
14
Objectives: Prepare WW for biological treatment (stabilize organic) Remove + 60% SS and 35% BOD 5 in sewage Important because the reduction of the suspended solids and BOD 5 1)lowers the O2 demand, 2)decreases the rate of energy consumption and 3)Reduces operational problem with downstream biological treatment 4)remove scum (grease, oil, plastics, and other floatable materials) and inert particulate matter which are not removed in grit chamber ( primary & secondary process handle MOST of the NON-TOXIC wastewater) Principle form of primary treatment: SEDIMENTATION Note: sedimentation tank = sedimentation basin, clarifier, settling basin, settling tank
 Remove + 60% SS and 35% BOD 5 in sewage Important because the reduction of the suspended solids and BOD 5 1)lowers the O2 demand, 2)decreases the rate of energy consumption and 3)Reduces operational problem with downstream biological treatment 4)remove scum (grease, oil, plastics, and other floatable materials) and inert particulate matter which are not removed in grit chamber ( primary & secondary process handle MOST of the NON-TOXIC wastewater) Principle form of primary treatment: SEDIMENTATION Note: sedimentation tank = sedimentation basin, clarifier, settling basin, settling tank")
15
Objectives: Speed up natural process of breaking down biodegradable organics Remove up to 85 % SS and BOD 5 Devices/structures: Activated sludge, extended aeration, rotating biological contacting (RBC), trickling filter, aerated lagoons, sequencing batch reactor etc Biological degradation of soluble organics. Mostly aerobically in an open aerated vessels @ lagoon Speed up natural processes of breaking down biodegradable organics Cannot remove N, P, heavy metals, pathogens, bacteria and viruses. After treatment, microorganism and other carried over solids are allowed to settle. A fraction of sludge is recycle Excess sludge along with sediment solids has to be disposed off.

16
Objectives: Nutrients removal, chlorination and dechlorination Process added after biological treatment in order to remove specific group/ types of residual Can remove + 95% BOD 5, P, SS, bacteria and N Devices/structures: Filtration –removes SS Granular Activated Carbon – removes organics Chemical oxidation – removes oxidizable organics Expensive to process LARGE VOLUME of WW

17
of organic matter or by substance added to the WW. light Depends on the degree of treatment required to bring the quality of raw wastewater to a permissible level of treated wastewater (eg. Effluent from the treatment plant) This ensures that the final effluent is either safe for disposal or acceptable for specific reuse or recycling. Other significant factor that will influence the selection of a treatment system Selection of treatment process Ref: (Karia and Christian,2006) Availability of funds and land at the treatment site Non-availability of suitable mechanical equipment and skilled personnel for running and maintaining the plant. The topography of land at the treatment site
 This ensures that the final effluent is either safe for disposal or acceptable for specific reuse or recycling. Other significant factor that will influence the selection of a treatment system Selection of treatment process Ref: (Karia and Christian,2006) Availability of funds and land at the treatment site Non-availability of suitable mechanical equipment and skilled personnel for running and maintaining the plant. The topography of land at the treatment site.")
18
of organic matter or by substance added to the WW. light Reduction of inorganic material component of wastewater is much easier and cheaper than removal of organics contents of wastewater Removal of suspended solids from wastewater requires lesser time and efforts than of colloidal and dissolved solids In many countries, the Environmental Protection Act requires at least the secondary treatment system for all publicly owned treatment works such as municipal wastewater treatment plant, so that effluent requirements of 30mg/L for BOD and 100mg/L of SS are achieved. The points to keep in mind while selecting the treatment process Ref: (Karia and Christian,2006)
.")
19
Essential consideration Strength & characteristics of WW Flow rate and their fluctuations Mass loading Design criteria

20
of organic matter or by substance added to the WW. light The strength of wastewater is normally expressed in terms of pollution load, which is determined from the concentrations of significant physical, chemical and biological content of wastewater. Characteristics of WW depend on the quality of water used by the community, culture of population, type of industries present & treatment given by industries to their WW. The strength of WW measured as mass per unit volume of WW (Units: mg/L ) If characteristics of raw WW show the concentration of specific constituents like BOD & SS within the standard permissible limits, there is no need to treat the WW. Strength & characteristics of WW
 If characteristics of raw WW show the concentration of specific constituents like BOD & SS within the standard permissible limits, there is no need to treat the WW. Strength & characteristics of WW.")
21
of organic matter or by substance added to the WW. light Is the quantity or volume of wastewater in terms of rates It is the total quantity of wastewater generated daily and to be treated every day. The flow rate units:m 3 /day or m 3 /s or MLD (million Litres per Day) The volume of WW depend on the water consumption by the population for its various activities FLOW RATE & THEIR FLUCTUATIONS Normally a treatment plant is designed on the daily average flow basis which is known as plant capacity. Example: 1 MLD (Million Litres per Day) plant means = the plant designed for 1 – ML daily average flow of WW
 The volume of WW depend on the water consumption by the population for its various activities FLOW RATE & THEIR FLUCTUATIONS Normally a treatment plant is designed on the daily average flow basis which is known as plant capacity. Example: 1 MLD (Million Litres per Day) plant means = the plant designed for 1 – ML daily average flow of WW.")
22
of organic matter or by substance added to the WW. light The mass pollution load is defined as flow rate & strength of WW & is expressed as load per unit time Example: WW having 1000 m 3 /d flow & 200 mg/L (g/m 3 ) BOD has the mass pollution load of BOD equal to 200 kg/d (1000 m 3 /d X 200 g/m 3 X 10 -3 g/kg) In the case of treatment plant that receives flow of combined sewerage system, the seasonal variation in the rainy season will lower down the BOD & SS concentration due to the dilution because of the added amount of storm water. On the other hand, a higher concentration of BOD & SS may be observed during the dry weather period. MASS LOADING Therefore, in almost all cases, a flow-weighted average should be used because it is more accurate method of analysis
 BOD has the mass pollution load of BOD equal to 200 kg/d (1000 m 3 /d X 200 g/m 3 X g/kg) In the case of treatment plant that receives flow of combined sewerage system, the seasonal variation in the rainy season will lower down the BOD & SS concentration due to the dilution because of the added amount of storm water. On the other hand, a higher concentration of BOD & SS may be observed during the dry weather period. MASS LOADING Therefore, in almost all cases, a flow-weighted average should be used because it is more accurate method of analysis.")
23
Where, X W = flow –weighted average concentration on the constituent X i = average concentration of the constituent during the “i” time period Q i = average flow rate during “i” time period

24
of organic matter or by substance added to the WW. The data determined through the research and laboratory scale model studies as well as those obtained from the operational experience of field and pilot scale WW treatment facility. The values of such guideline parameters are called design criteria and available in the literature. The most frequently assumed criteria for designing a conventional WW treatment plant (WWTP): Detention period or time Flow through velocity Settling velocity Surface loading rate @ over flow rate Weir loading rate Organic loading (BOD @ COD @ VSS loading) Food to Microorganism ratio, F/M Mean cell Residence Time Hydraulic Loading Volumetric Loading Basin geometry (L:B:D) length, breadth and depth ratio.
: Detention period or time Flow through velocity Settling velocity Surface loading over flow rate Weir loading rate Organic loading VSS loading) Food to Microorganism ratio, F/M Mean cell Residence Time Hydraulic Loading Volumetric Loading Basin geometry (L:B:D) length, breadth and depth ratio..")
25
Explain process that involves in a)Activated sludge b)Extended aeration c)Rotating biological contacting (RBC) d)Trickling filter e)Aerated lagoons f)Sequencing batch reactor (SBR) g)Granular activated carbon Please submit - 9/10/2014 (during class).
Activated sludge b)Extended aeration c)Rotating biological contacting (RBC) d)Trickling filter e)Aerated lagoons f)Sequencing batch reactor (SBR) g)Granular activated carbon Please submit - 9/10/2014 (during class).")
27
light Process of heavier solid particles in suspension, settle to the body of tank by gravity Removal of SS from WW Sedimentation Depends on Velocity of flow Size and shape of particles Viscosity of water Types of particles Discrete /non-flocculant particles Flocculant particles Size & velocity constant during the settling Size & velocity fluctuates during the settling LESS COSTLY than many other treatment processes Common operation & found almost in WWT plant

28
The settling of discrete particles can be analysed by means of the classic laws of sedimentation by Newton & Stokes. Gravitational force, Frictional drag force, Refer page 363 in text book

29
light In the design of sedimentation basin, the settling velocities of the particles MUST be KNOWN. sedimentation The knowledge of settling velocity of particle is used to determining the depth of a treatment unit to separate the suspended solids (particulate matter) by gravity settling and for checking the adequacy of length or diameter of a tank to remove particles before the effluent flows out of the basin. Where, v c = particle settling velocity Q = flowrate of WW A = surface of sedimentation tank
 by gravity settling and for checking the adequacy of length or diameter of a tank to remove particles before the effluent flows out of the basin. Where, v c = particle settling velocity Q = flowrate of WW A = surface of sedimentation tank.")
30
Idealized discrete particles settling in 3 different type of basins Inlet zone Outlet zone Sludge zone RECTANGULAR BASIN CIRCULAR BASIN UPFLOW BASIN Sludge zone Inlet zone Outlet zone Inlet zone Outlet zone Settling zone Settling zone Settling zone

31
Rectangular Basin Circular Basin

32
Classification of particles settling Type 1 Discrete Type 2 Flocculant Type 3 Zone

33
Particles DOES NOT change in size, shape & density during the settling process Particles settle discretely at a constant velocity Settle as individual particles & do not flocculate Occurs during: Presedimentation for sand removal Grit Chamber

34
Flocculate during sedimentation Particles size constantly changing Settling velocity is changing increase with depth & extent of flocculation Occurs during: Alum or iron coagulation Primary sedimentation basins

35
The floc particles adhere together & the mass settle as a blanket (layer) Distinct clear zone & sludge zone present Concentration HIGH (greater than 500 mg/L) Occurs during: Activated sludge sedimentation Sludge thickeners Solid settle water
 Distinct clear zone & sludge zone present Concentration HIGH (greater than 500 mg/L) Occurs during: Activated sludge sedimentation Sludge thickeners Solid settle water")
36
Initially, all the sludge is at uniform concentration A A settling proceeds, the collapsed solid on the bottom of the settling unit (D) build up at constant rate. C is zone of transition through which the settling velocity decreases Through the transition zone C, the settling velocity will decrease due to the increasing density & viscosity of the suspension surrounding the particles. When the rising layer of settle solid reaches the interface, a compression zone occur. Transition zone Dense solid A B A D C C A D B B D High of sludge liq interface Settling properties of flocculated sludge Settling Zone Transition Zone Compression Zone

37
The following design criteria are generally assumed to design a Primary Settling Tank / Sedimentation A) GENERAL No. of Tanks2 or more (usually) Types of tanksCircular or rectangular Removal of Sludge and ScumMechanical (usually) Tank bottom slope60-150 mm/m Speed of sludge scraper0.02 – 0.05 rpm Refer Table 5-20 in textbook
 Types of tanksCircular or rectangular Removal of Sludge and ScumMechanical (usually) Tank bottom slope mm/m Speed of sludge scraper0.02 – 0.05 rpm Refer Table 5-20 in textbook.")
38
B) DIMENSIONS RangeTypical Rectangular Tank Length (m)15-10030 Width (m)3-3010 Depth2.5-54 Circular TankDiameter (m)3-6030 Depth (m)3-54 Bottom slope, (mm/mm) 0.02 – 0.050.03 RangeTypical Detention Time, t (hr)1.0 – 4.02.0 Flow Through velocity (m/min)0.6 – 3.60.9 SLR (m3/m2/hr) at average flow1.2 – 2.51.6 Peak Hourly Flow2.0 – 5.04.2 WLR (m3/m/d)125 - 500250 C) TECHNICAL
 DIMENSIONS RangeTypical Rectangular Tank Length (m) Width (m) Depth Circular TankDiameter (m) Depth (m)3-54 Bottom slope, (mm/mm) 0.02 – RangeTypical Detention Time, t (hr)1.0 – Flow Through velocity (m/min)0.6 – SLR (m3/m2/hr) at average flow1.2 – Peak Hourly Flow2.0 – WLR (m3/m/d) C) TECHNICAL")
39
light Clarifiers Types Overflow rate (surface loading rate) Primarily used in WWT to separate solids from liquids in effluent streams. Criteria for sizing clarifier (settling tank) Tank depth at the side wall Detention time Scour velocity
 Tank depth at the side wall Detention time Scour velocity.")
40
Clarifiers Definition: The average daily flow rate divided by the surface area of the tank. overflow rate @ surface settling rate (m 3 /m 2 d) Average daily flowrate (m 3 /day) Total surface area of the tank (m 2 )
 Average daily flowrate (m 3 /day) Total surface area of the tank (m 2 ).")
41
Depth of tank The water depth at the side wall measuring from the tank bottom to the top of the overflow weir. Exclude the additional depth resulting from slightly sloping bottom that is provided in both circular and rectangular clarifiers. Influent Occupied with sludge Influent Effluent weir H Effluent weir loading (typical= 250 m 3 /m.d) is equal to quantity of WW flowing divided by the total weir length, L w Average daily flowrate (m 3 /day) Total weir length (m)
 is equal to quantity of WW flowing divided by the total weir length, L w Average daily flowrate (m 3 /day) Total weir length (m).")
42
Tank volume (m 3 ) Detention time = (day) Average daily flowrate (m 3 /day) Detention time length of time a particle or a unit volume of WW remains in a reactor
 Detention time = (day) Average daily flowrate (m 3 /day) Detention time length of time a particle or a unit volume of WW remains in a reactor")
43
Scour Velocity horizontal velocity through the tank to avoid resuspension of settled particles Where: V H = horizontal velocity that will just produce scour (m/s) k = cohesion constant that depends on type of material being scoured (unitless) s=specific gravity of particles g=acceleration due to gravity (9.81 m/s 2 ) d=diameter of particles f=Darcy-Weisbach friction factor (unitless)
 k = cohesion constant that depends on type of material being scoured (unitless) s=specific gravity of particles g=acceleration due to gravity (9.81 m/s 2 ) d=diameter of particles f=Darcy-Weisbach friction factor (unitless)")
44
of organic matter or by substance added to the WW. light Used for the removal of lighter SS, oil & grease. Also used to concentrate biological sludge and to separate both the fine solid and a liquid particles from the liquid phase Introducing fine gas (air) bubbles into the liquid phase. Bubbles will attach to the particulate matter, thus increase the buoyant force, cause the particle to rise to the WW surface. Floated particles are collected by skimming operation. Thus, the operation is just the opposite of that of gravity sedimentation where particles get removed at the bottom of the tank. Flotation Advantage: Removal of smaller particles in a shorter time and more complete. Degree of particle removal can be enhanced by addition of chemical additives
 bubbles into the liquid phase. Bubbles will attach to the particulate matter, thus increase the buoyant force, cause the particle to rise to the WW surface. Floated particles are collected by skimming operation. Thus, the operation is just the opposite of that of gravity sedimentation where particles get removed at the bottom of the tank. Flotation Advantage: Removal of smaller particles in a shorter time and more complete. Degree of particle removal can be enhanced by addition of chemical additives.")
45
Example of Flotation System

46
Flotation system Systems Based on Formation of Air Bubbles Dispersed-Air flotation Vacuum flotation Dissolved-Air flotation Systems based on recirculation of effluent Effluent is recirculation Effluent is not recycled Frequently used in industrial WW treatment Frequently used in Municipal WW treatment

47
Systems Based on Formation of Air Bubbles Dispersed-Air flotation Vacuum flotation Dissolved-air flotation air bubbles are formed by introducing the air in the form of gas phase directly into the liquid phase either by a revolving impeller or through air diffusers at the atm pressure. WW is first saturated with air either directly in the aeration tank or by introducing air at the pump side (at P atm ) Then partial vacuum is applied. This results in generation of small air bubbles which attached themselves to the particles and make them rise, forming a scum blanket. Typically a cylindrical tank maintain under vacuum is applied and continuously fed with WW Flotation is achieved first by dissolving the air in the WW or in a portion of treated effluent (liquid) under high pressure in the pressurizing or retention tank and then reducing the pressure of the WW through a pressure-reducing valve to atmospheric level during feeding it to the flotation tank to form the rising air bubbles.
 Then partial vacuum is applied. This results in generation of small air bubbles which attached themselves to the particles and make them rise, forming a scum blanket. Typically a cylindrical tank maintain under vacuum is applied and continuously fed with WW Flotation is achieved first by dissolving the air in the WW or in a portion of treated effluent (liquid) under high pressure in the pressurizing or retention tank and then reducing the pressure of the WW through a pressure-reducing valve to atmospheric level during feeding it to the flotation tank to form the rising air bubbles..")
48
A predetermine fraction of effluent from the flotation unit is taken to the pressurized tank where it is pressurized, and the air is dissolved below the saturation level. The flow is then mixed with the influent entering the flotation unit through a pressure-reducing valve so that air bubbles come out from the recycled flow and get attached with the particles of incoming raw wastewater that are to be removed by flotation. Systems based on recirculation of effluent In large treatment plants, normally 15-20% of the effluent is recycled Small treatment plants operate without recycling the effluent. Example: Dissolved-air Flotation (DAF) Effluent is recirculated Effluent is not recycled Wastewater influent is first retained for some time in the pressure tank where pressure of wastewater is increased to as high as 275- 350kPa and air is dissolved in it. Then the flow is fed to the flotation unit through a pipeline having a pressure- reducing valve. As the pressure is released from wastewater, the dissolved air comes out of the solution as fine bubbles which are used for particle separation by flotation.
 Effluent is recirculated Effluent is not recycled Wastewater influent is first retained for some time in the pressure tank where pressure of wastewater is increased to as high as kPa and air is dissolved in it. Then the flow is fed to the flotation unit through a pipeline having a pressure- reducing valve. As the pressure is released from wastewater, the dissolved air comes out of the solution as fine bubbles which are used for particle separation by flotation..")
49
Dispersed-Air Flotation

50
Dissolved-Air Flotation (no recycle) Please refer diagram in your textbook
 Please refer diagram in your textbook")
51
Dissolved-Air Flotation (with recycle) Please refer diagram in your textbook pg 420
 Please refer diagram in your textbook pg 420")
52
Design consideration Concentration of particles to be removed Particle rise velocity or buoyant force Air/solid ratio Solids loading rate Quantity of air required for formation of air bubbles

53
Dissolved air flotation units are usually designed on the basis of the air to solid ratio, A/S, using the following equations: For system with recycle For system without recycle Where, A = volume of air (ml) S = mass of solids (mg) 1.3 = weight of 1ml of air (mg) sa = solubility of air in (ml/L) (temp depended funct) Refer page 422-423 f = fraction of air dissolved at pressure P (atm) P = operating pressure (atm) Sa = influent suspended solids or sludge solids (mg/L) R = pressurized recycled flow (m 3 /d) Q = mixed liquor flow (m 3 /d)
 S = mass of solids (mg) 1.3 = weight of 1ml of air (mg) sa = solubility of air in (ml/L) (temp depended funct) Refer page f = fraction of air dissolved at pressure P (atm) P = operating pressure (atm) Sa = influent suspended solids or sludge solids (mg/L) R = pressurized recycled flow (m 3 /d) Q = mixed liquor flow (m 3 /d)")
54
Typical Design Criteria Hydraulic retention time, HRT 20-30min (for efficient primary clarification) Rising rate or surface loading rate 0.06 – 1.63 m 3 /min-m 2 Rising velocity of air-solid mix when no flocculants are used 2.56 – 12.7 cm/min when flocculants are used 20 – 60 cm/min
 Rising rate or surface loading rate 0.06 – 1.63 m 3 /min-m 2 Rising velocity of air-solid mix when no flocculants are used 2.56 – 12.7 cm/min when flocculants are used 20 – 60 cm/min")
55
light Employ for the removal of SS, following coagulation in physical-chemical treatment or as tertiary treatment following the biological WW treatment process SS are removed using granular filter medium (depth filter) principally by straining mechanism, consists of surface removal and depth removal Filtration The efficiency of filtration process is depends on character of media character of SS temperature flow rate bed depth time (throughput volume) Primary design/operating parameters Quality (SS conc.) of effluent Headloss through the filter & accesories Note: Headloss is the reduction of total head or pressure drop of a liquid as it moves through a system.
 principally by straining mechanism, consists of surface removal and depth removal Filtration The efficiency of filtration process is depends on character of media character of SS temperature flow rate bed depth time (throughput volume) Primary design/operating parameters Quality (SS conc.) of effluent Headloss through the filter & accesories Note: Headloss is the reduction of total head or pressure drop of a liquid as it moves through a system.")
56
The filter run terminates when: Filtration the total head loss reaches maximum point (high enough) excess SS or turbidity appears in the effluent. Filtration rate will effect : The build up of head loss the effluent quality attainable The head loss through the filter can be described by D’Archy’s Law Where, V = superficial approach velocity (ft/min). K p = coefficient of permeability (ft/min). This will change with time h f = frictional head loss (ft) L = depth of filter (ft).
. K p = coefficient of permeability (ft/min). This will change with time h f = frictional head loss (ft) L = depth of filter (ft)..")
57
MaterialShapeRelative Density Porosity (%) Effective Size (mm) Silica sandRounded2.65420.4-1.0 Silica sandAngular2.65530.4-1.0 Ottawa sand Spherical2.65400.4-1.0 Silica gravel Rounded2.65401.0-5.0 anthraciteAngular1.5-1.7550.4-1.4 garnetangular3.1-4.3460.2-0.4 The selection of medium filters is depends on the type of filter and operation. See example in Table 11-6, 11-8, 11-9

58
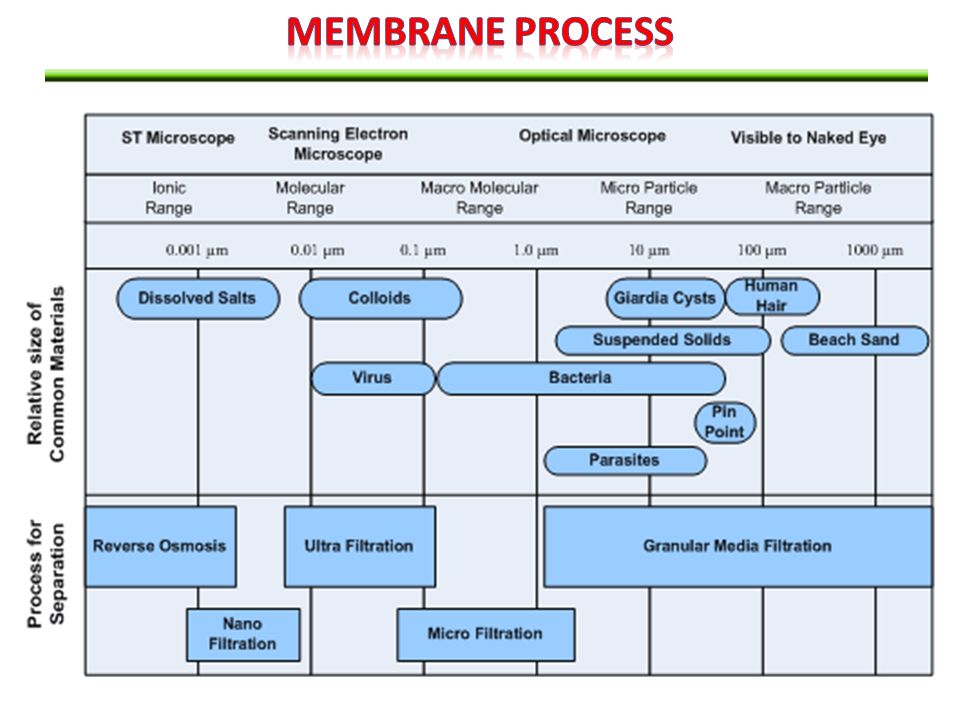
Use to separate dissolved and colloidal constituents from WW Membrane Process Components in water are driven through a membrane under the driving force of: pressure electrical potential The size of the opening in the membrane are a major determinant of species that can pass because the opening present a physical barrier to any substances that are larger than openings. concentration gradient A semi permeable membrane is SELECTIVE to the species it passes. Semi permeable membrane Permeate Retentate The liquid passing through the membrane The fraction not passing through the membrane.

59
separation mechanism nature of driving force Membrane process classification (Refer Table 11-17 in textbook) membrane’s material size of separation Thickness=0.2- 0.25μm,supported by porous substrate Flat sheets,fine hollow fiber,or tubular form For WW treatment,typically organic membrane. E.g:polypropylene, cellulose acetate, aromatic polyamides and TFC Hydrostatic pressure difference (MF, UF, NF, RO) concentration difference (dialysis) MF, UF = straining NF = straining & diffusion RO= diffusion Macropores= >50 nm Mesopores=2-50 nm Micropores= <2 nm For RO = very fine pores, known as dense
 concentration difference (dialysis) MF, UF = straining NF = straining & diffusion RO= diffusion Macropores= >50 nm Mesopores=2-50 nm Micropores= <2 nm For RO = very fine pores, known as dense.")
61
Membrane Operation in MF and UF : Cross flow 2 types: a) without reservoir b) with reservoir Feed water is pumped with cross flow tangential to the membrane. Water that does not pass through the membrane is recirculated after blending with additional feed water Cross flow with resorvoir-water that does not pass through membrane is recirculated to storage tank. Direct feed or dead-end No cross flow All water applied to membrane passes through the membrane Refer page 1112, Figure 11-37.

62
REVERSE OSMOSIS (RO) –if a pressure gradient opposite in direction and greater than osmotic pressure, flow from the more concentrated to the less concentrated region will occur OSMOTIC PRESSURE – balancing pressure difference between pressure and chemical potential, occur when two solutions having different solute conc. are separated by semipermeable membrane.

63
Where, Fw = flux of water (mass/area.time) A= area of the membrane k w = water mass transfer coefficient ∆Pa = average imposed pressure gradient ∆π=osmotic pressure gradient Qp = permeate stream flow The flux of water through the membrane (Eq 11-43);
 A= area of the membrane k w = water mass transfer coefficient ∆Pa = average imposed pressure gradient ∆π=osmotic pressure gradient Qp = permeate stream flow The flux of water through the membrane (Eq 11-43);")
64
The flux of solute depends on the concentration gradient and resistance parameter. Membrane Process Measurement of the ability of membrane to reject the passage of a species i, Rate of Rejection = Where, Fi= flux of solute, kg/m 2 s ki = solute mass transfer coefficient, m/s ΔCi = solute concentration gradient, kg/m 3 Cp = conc of solute in the permeate,kg/m 3 Qp = permeate stream flow, m 3 /s A = membrane area, m2 Where, Ri = rejection rate Cif = conc of species i in the feed Cp = conc of species i in permeate

65
light Fouling of a membrane increase resistance to flow and reduces the flux of water through a membrane Backwashing or chemical treatment may be applied to remove foulants. Membrane Process Irreversible fouling of membranes is the most serious problems. Oxidizing agents such as chlorine or ozone attack membranes and change their structures.

Similar presentations









>")













