Download presentation
Presentation is loading. Please wait.

1
Fundamental of Materials Forming
- Rolling of Metals 金属轧制

2
Rolling轧制 Rolling is the process of reducing the thickness (or changing the cross-section) of a long workpiece by compressive forces applied through a set of rolls (Fig. 13.1); 轧制是通过一些轧辊对一个长坯料进行加压使其厚度减薄或者界面形状发生变化的工艺。
 of a long workpiece by compressive forces applied through a set of rolls (Fig. 13.1); 轧制是通过一些轧辊对一个长坯料进行加压使其厚度减薄或者界面形状发生变化的工艺。")
3
The process is similar to the rolling of dough(面团) with a rolling pin(擀面杖) to reduce its thickness. Rolling, which accounts for about 90% of all metals produced by metalworking processes, was first developed in the late 1500s. The basic operation is flat rolling.扁平孔型轧制, or simply rolling, where the rolled products are flat plate and sheet.

4
The extrusion die is a steel disk with an opening, the size and shape of the intended cross-section of the final extruded product as indicated below. Sheets are generally less than 6 mm thick. They are used for automobile and aircraft bodies, appliances(仪表), food and beverages(饮料) containers, and kitchen and office equipment. appliances
, food and beverages(饮料) containers, and kitchen and office equipment. appliances.")
5
Flat- and Shape-Rolling Processes
Plates: t > 6mm Sheets: t< 6mm Slab钢板 Hot strip热轧带钢 Pickling酸洗 oiling润滑 skelp制管钢板 Pickling酸洗 oling润滑 bloom钢锭 rail 铁轨 Tube rounds The initial breakdown of cast ingots into blooms and billets is done using hot rolling.Bloom is the product of first break down of the ingot. Cross sectional area ~ 36 in2. Billet has a section typically 1.5"x1.5". Slab is a hot-rolled ingot of width about twice the thickness, & of area ~16 in2.Cold rolling produces sheet, strip and foil with good surface finish. Figure Schematic outline of various flat- and shape-rolling processes. Source: American Iron and Steel Institute.

6
MECHANICS OF ROLLING Vo Vf Vr t a R L hf ho S Dh/2 E = ln (h/ho) A N C
Width of sheet = w, and this does not change with deformation.

7
Flat-Rolling 扁平孔型轧制 Figure (a) Schematic illustration of the flat-rolling process. (b) Friction forces acting on strip surfaces. (c) The roll force, F, and the torque acting on the rolls. The width w of the strip usually increases during rolling, as is shown in Fig
 Schematic illustration of the flat-rolling process. (b) Friction forces acting on strip surfaces. (c) The roll force, F, and the torque acting on the rolls. The width w of the strip usually increases during rolling, as is shown in Fig")
8
The velocity of the strip is highest at the exit from the roll gap; we denote it as Vf there. Because the surface speed of the roll is constant, there is relative sliding between the roll and the strip along the arc of contact in the roll gap, L. At one point along the contact length, called the neutral point or no-slip point中性点, the velocity of the strip is the same as that of the roll. To the left of this point, the roll moves faster than the strip; to the right of this point, the strip moves faster than the roll. Hence, the frictional forces, which oppose motion, act on the strip as shown in Fig.13.2b.

9
Frictional Forces轧制力 The rolls pull the material into the roll gap through a net frictional force on the material. It can be seen that this net frictional force must be to the right in Fig. 13.2b; consequently, the frictional force to the left of the neutral point must be higher than the friction force to the right.

10
The roll force in flat rolling can be estimated from the formula
Because the rolls apply pressure on the material in order to reduce its thickness, a force perpendicular to the arc of contact (Fig. 13.2c) is needed. The roll force in flat rolling can be estimated from the formula where L is the roll-strip contact length, w is the width of the strip, and Yang is the average true stress of the strip in the roll gap. Equation (13.2), ideally, is for a frictionless situation. 轧制力函数:
 is needed. The roll force in flat rolling can be estimated from the formula. where L is the roll-strip contact length, w is the width of the strip, and Yang is the average true stress of the strip in the roll gap. Equation (13.2), ideally, is for a frictionless situation. 轧制力函数:")
11
Reducing Roll Force. Roll forces can be reduced by any of the following means: a. reducing friction; 减小摩擦力; b. using smaller-diameter rolls, to reduce the contact area;用半径小的轧辊 c. taking smaller reductions per pass, to reduce the contact area;减小轧制时的压下量and d. rolling at elevated temperatures, to lower the strength of the material.提高轧制温度

12
Four-High Rolling Mill
Figure Schematic illustration of a four-high rolling-mill stand, showing its various features. The stiffnesses of the housing, the rolls, and the roll bearings are all important in controlling and maintaining the thickness of the rolled strip.

13
Geometric Considerations
Because of the forces acting on them, rolls undergo certain geometric changes. Just as a straight beam deflects (偏转)under a transverse(横向的) load, roll forces tend to bend the rolls elastically during rolling (Fig. 13.4a); the higher the elastic modulus of the roll material, the smaller the roll deflection.
under a transverse(横向的) load, roll forces tend to bend the rolls elastically during rolling (Fig. 13.4a); the higher the elastic modulus of the roll material, the smaller the roll deflection.")
14
Roll Bending Figure (a) Bending of straight cylindrical rolls, caused by the roll force. (b) Bending of rolls ground with camber, producing a strip with uniform thickness.
 Bending of straight cylindrical rolls, caused by the roll force. (b) Bending of rolls ground with camber, producing a strip with uniform thickness.")
15
Spreading展宽 of a Strip width-to-thickness ratios
Figure Increase in the width (spreading) of a strip in flat rolling (see also Fig. 13.2a). Similarly, spreading can be observed when dough is rolled with a rolling pin.
 of a strip in flat rolling (see also Fig. 13.2a). Similarly, spreading can be observed when dough is rolled with a rolling pin.")
16
FLAT-ROLLING PRACTICE
The product of the first hot-rolling operation is called a bloom钢锭 or slab厚平板 (Fig. 13.1). A bloom usually has a square cross-section, at least 150 mm (6 in.) on the side; a slab is usually rectangular in cross-section. Blooms are processed further, by shape rolling, into structural shapes, such as I-beams(工字钢) and railroad rails (Section 13.5). Slabs are rolled into plates and sheet.
. A bloom usually has a square cross-section, at least 150 mm (6 in.) on the side; a slab is usually rectangular in cross-section. Blooms are processed further, by shape rolling, into structural shapes, such as I-beams(工字钢) and railroad rails (Section 13.5). Slabs are rolled into plates and sheet.")
17
Cold rolling Cold rolling is carried out at room temperature (Section 1.7) and, compared to hot rolling, produces sheet and strip with much better surface finish (because of lack of scale),dimensional tolerances, and mechanical properties (because of strain hardening). 冷轧是在室温下对材料进行轧制。与热轧相比,冷轧产品尺寸精度高,表面光洁,机械强度高。冷轧变形抗力大,适于轧制塑性好,尺寸小的线材、薄板材等。
 and, compared to hot rolling, produces sheet and strip with much better surface finish (because of lack of scale),dimensional tolerances, and mechanical properties (because of strain hardening). 冷轧是在室温下对材料进行轧制。与热轧相比,冷轧产品尺寸精度高,表面光洁,机械强度高。冷轧变形抗力大,适于轧制塑性好,尺寸小的线材、薄板材等。")
19
Pack rolling(迭板轧制)is a flat-rolling operation in which two or more layers of metal are rolled together; this process improves productivity. Aluminum foil, for example, is pack rolled in two layers

20
Grain Structure During Hot Rolling
Figure Changes in the grain structure of cast or of large-grain wrought metals during hot rolling. Hot rolling is an effective way to reduce grain size in metals, for improved strength and ductility. Cast structures of ingots or continuous casting are converted to a wrought structure by hot working.

21
矫直 A rolled sheet may not be sufficiently flat as it leaves the roll gap, because of varia- tions in the material or in the processing parameters during rolling. To improve flatness, the rolled strip is passed through a series of leveling rolls. Several different roller arrangements are used, one of which is shown in Fig Figure A method of roller leveling to flatten rolled sheets. See also Fig

22
Defects in Rolled Plates and Sheets
Wavy edges波浪边on sheets (Fig. 13.8a) are the result of roll bending. The strip is thinner along its edges than at its center (see Fig. 13.3a); because the edges elongate(伸长) more than the center, they buckle, because they are restrained from expanding freely in the longitudinal(纵向) (rolling) direction. The cracks shown in Figs. 13.8b and c are usually the result of poor material ductility at the rolling temperature.
 are the result of roll bending. The strip is thinner along its edges than at its center (see Fig. 13.3a); because the edges elongate(伸长) more than the center, they buckle, because they are restrained from expanding freely in the longitudinal(纵向) (rolling) direction. The cracks shown in Figs. 13.8b and c are usually the result of poor material ductility at the rolling temperature.")
23
Figure Schematic illustration of typical defects in flat rolling: (a) wavy edges; (b) zipper拉链 cracks in the center of the strip; (c) edge cracks; and (d) alligatoring龟裂.
 wavy edges; (b) zipper拉链 cracks in the center of the strip; (c) edge cracks; and (d) alligatoring龟裂.")
24
Rolling Mill轧钢机 Several types of rolling mills and equipment are built; they use diverse roll arrangements. Although the equipment tot hot and cold rolling is essentially the same, there are differences in the roll materials, process parameters, lubricants, and cooling systems. The width of rolled products may range up to 5 m (200 in.) and be as thin as mm( in.). Rolling speeds may range up to 25 m/s (about a mile a minute) for cold rolling, or even higher in highly automated and computer-controlled facilities.
 and be as thin as mm( in.). Rolling speeds may range up to 25 m/s (about a mile a minute) for cold rolling, or even higher in highly automated and computer-controlled facilities.")
25
Figure 13.10 A general view of a rolling mill. Source: Inland Steel.

26
Two-high(两辊) or three-high rolling mills (Figs. 13
Two-high(两辊) or three-high rolling mills (Figs la and b) are used for hot rolling in initial breakdown passes (primary roughing or cogging mills) on cast ingots(铸锭) or in continuous casting, with roll diameters ranging from 0.6 m to 1.4 m (24 in. to 55 in.). 轧机有不同的轧辊配置,如:二辊式、三辊式、四辊式、多辊式和串连式等,可以对材料施加前张紧力或后张紧力,以提高工艺可行性或减小轧制力。
 or three-high rolling mills (Figs la and b) are used for hot rolling in initial breakdown passes (primary roughing or cogging mills) on cast ingots(铸锭) or in continuous casting, with roll diameters ranging from 0.6 m to 1.4 m (24 in. to 55 in.). 轧机有不同的轧辊配置,如:二辊式、三辊式、四辊式、多辊式和串连式等,可以对材料施加前张紧力或后张紧力,以提高工艺可行性或减小轧制力。")
27
Backing Roll Arrangements
Figure Schematic illustration of various roll arrangements: (a) two-high; (b) three- high; (c) four-high; (d) cluster (Sendzimir) mill.
 two-high; (b) three- high; (c) four-high; (d) cluster (Sendzimir) mill.")
28
Tandem Rolling连轧 Figure A tandem rolling operation.

29
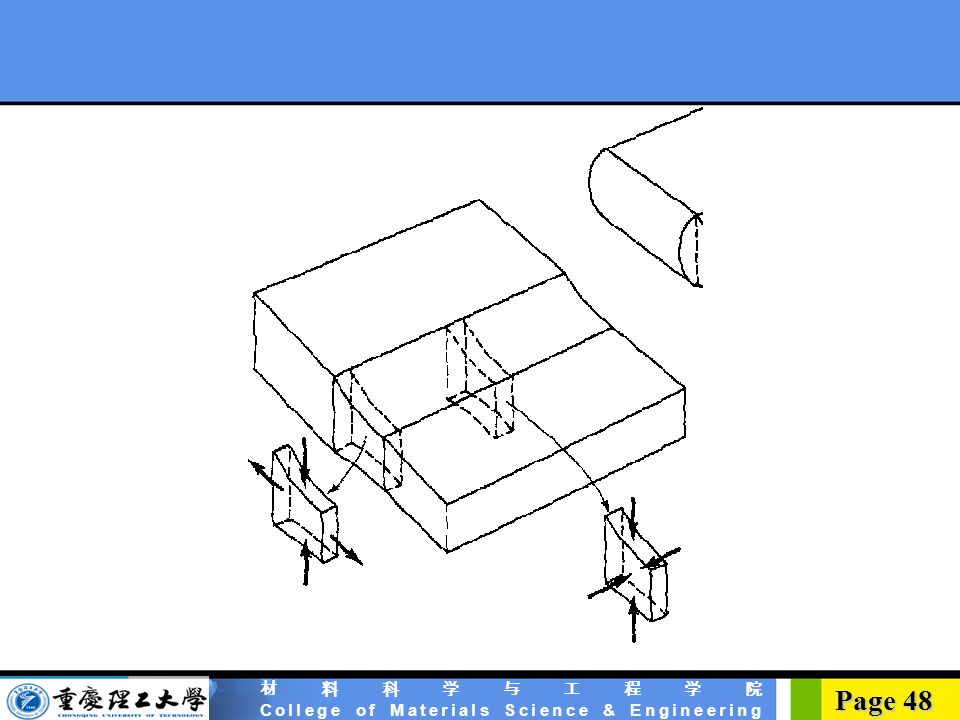
Shape Rolling型钢轧制 Figure Stages in the shape rolling of an H-section part. Various other structural sections, such as channels and I-beams, are also rolled by this kind of process.

30
Ring-Rolling 环轧 Figure (a) Schematic illustration of a ring-rolling operation. Thickness reduction results in an increase in the part diameter. (b) Examples of cross-sections that can be formed by ring rolling.
 Schematic illustration of a ring-rolling operation. Thickness reduction results in an increase in the part diameter. (b) Examples of cross-sections that can be formed by ring rolling.")
31
Thread-Rolling 螺纹滚压 Figure Thread-rolling processes: (a) and (c) reciprocating flat dies; (b) two-roller dies. Threaded fasteners, such as bolts, are made economically by these processes, at high rates of production. Figure (a) Features of a machined or rolled thread. (b) Grain flow in machined and rolled threads. Unlike machining, which cuts through the grains of the metal, the rolling of threads causes improved strength, because of cold working and favorable grain flow.
 and (c) reciprocating flat dies; (b) two-roller dies. Threaded fasteners, such as bolts, are made economically by these processes, at high rates of production. Figure (a) Features of a machined or rolled thread. (b) Grain flow in machined and rolled threads. Unlike machining, which cuts through the grains of the metal, the rolling of threads causes improved strength, because of cold working and favorable grain flow.")
32
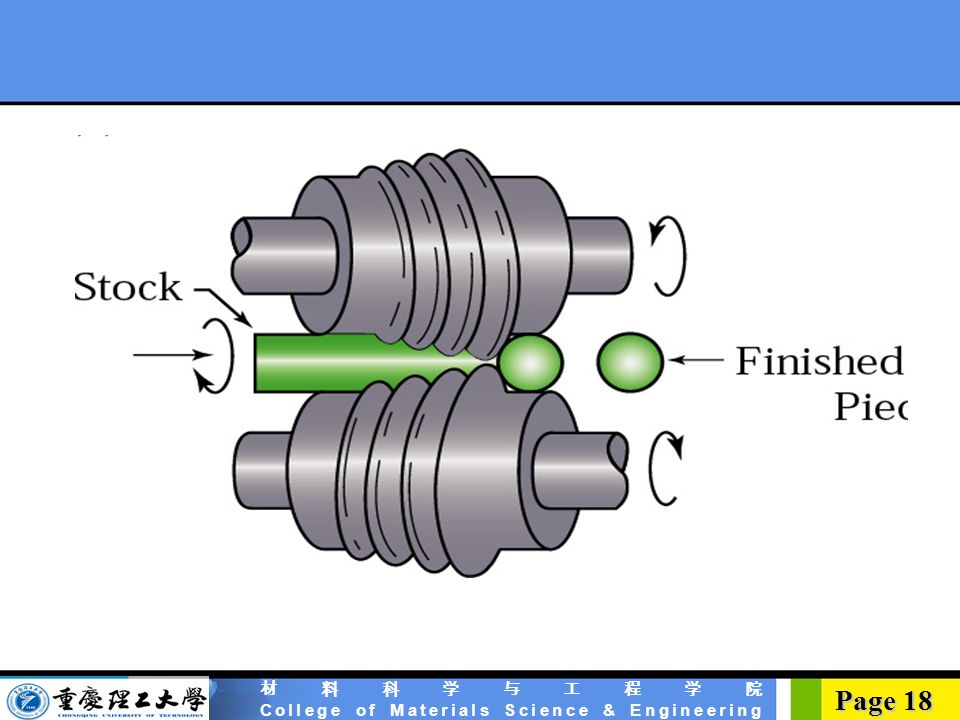
PRODUCIION OF SEAMLESS PIPE AND TUBING
Rotary tube piercing is a hot-working process for making long, thick-walled seamless pipe and tubing (Fig ). It is based on the principle that when a round bar is subjected to radial compressive forces, tensile stresses develop at the center of the bar. (See Fig ) When it is subsequently subjected to cyclic compressive stresses (Fig b), a cavity begins to form at the center of the bar. This phenomenon can be demonstrated with a short piece of round eraser, by rolling it back and forth on a hard flat surface, as shown in Fig b.
. It is based on the principle that when a round bar is subjected to radial compressive forces, tensile stresses develop at the center of the bar. (See Fig ) When it is subsequently subjected to cyclic compressive stresses (Fig b), a cavity begins to form at the center of the bar. This phenomenon can be demonstrated with a short piece of round eraser, by rolling it back and forth on a hard flat surface, as shown in Fig b.")
33
Mannesmann Process Figure Cavity formation in a solid round bar and its utilization in the rotary tube piercing process for making seamless pipe and tubing. (The Mannesmann mill was developed in the 1880s.)
")
35
Tube-Rolling Figure Schematic illustration of various tube-rolling processes: (a) with fixed mandrel; (b) with moving mandrel; (c) without mandrel; and (d) pilger rolling over a mandrel and a pair of shaped rolls. Tube diameters and thicknesses can also be changed by other processes, such as drawing, extrusion, and spinning.
 with fixed mandrel; (b) with moving mandrel; (c) without mandrel; and (d) pilger rolling over a mandrel and a pair of shaped rolls. Tube diameters and thicknesses can also be changed by other processes, such as drawing, extrusion, and spinning.")
36
MECHANICS OF ROLLING Vo Vf Vr t a R L hf ho S Dh/2 SLAB APPROXIMATION
One can look upon the workpiece in contact as shown: Plane strain compression of this piece (since w does not change) E D
 E. D.")
37
MECHANICS OF ROLLING L R S Dh/2 m.p F Slab Approximation: Similar to forging with friction p 2a=L Friction Hill pav=Y'{1+ma/h} a=L/2 h=(ho+hf)/2 F=pavLw
/2. F=pavLw.")
38
MECHANICS OF ROLLING More accurately: R Vr a t ho hf Vo Vf sx+dsx p mp
h+dh Entry zone sx mp h h+dh sx+dsx Exit Zone p sx

39
MECHANICS OF ROLLING p f y mp h sx+dsx x h+dh Entry zone f=a at entry
Plane strain compression and yielding (i.e. seff=Y) leads to p - sx=Y'
 leads to. p - sx=Y")
40
MECHANICS OF ROLLING fn : location of neutral point

41
TORQUE AND POWER Free body of Roll R pav=Y'{1+ma/h} F Tapplied a=L/2 F
S Dh/2 m.p F Free body of workpiece Tapplied L/2 F R pav=Y'{1+ma/h} a=L/2 h=(ho+hf)/2 F=pavLw ho hf We assume that the resultant vertical force acts through the middle of L/2. w is the length of the workpiece. Power =T.2pN/60 where N is in rev per min Sum of T = 0 implies Tapplied=F.L/2, where L=(RDh)1/2
/2. F=pavLw. ho. hf. We assume that the resultant vertical force acts through the middle of L/2. w is the length of the workpiece. Power =T.2pN/60 where N is in rev per min. Sum of T = 0 implies. Tapplied=F.L/2, where L=(RDh)1/2.")
42
EFFECTIVE Y' IN WORK HARDENING MATERIAL
(Applicable In Forging, Rolling, Extrusion Operations) When the material has work hardening, then one can use an average Y that represents the total strain imposed on the material. Yav. e experienced by workpiece, e.g., e=ln(ho/hf)
 When the material has work hardening, then one can use an average Y that represents the total strain imposed on the material. Yav. e experienced by workpiece, e.g., e=ln(ho/hf)")
43
STRAIN-RATE IN ROLLING
Strain, e = ln (ho/hf) Time, t = L/Vr, where Vr =2pNR/60, is the surface velocity of roll, N is revolution per minute Therefore, The rate is important, since ductility and flow stress of the material depends on the strain rate. Typically, one must select an appropriate window of strain and strain-rate per pass, so that the highest production rate can be maintained without creating unwanted microstructures or defects and cracks in the material.
 Time, t = L/Vr, where Vr =2pNR/60, is the surface velocity of roll, N is revolution per minute. Therefore, The rate is important, since ductility and flow stress of the material depends on the strain rate. Typically, one must select an appropriate window of strain and strain-rate per pass, so that the highest production rate can be maintained without creating unwanted microstructures or defects and cracks in the material.")
44
MAXIMUM POSSIBLE DRAFT, ho-hf
It can be shown that: ho - hf = 2R(1-Cosa) ~ Ra2 The maximum value of a is limited by the friction coefficient, i.e., amax = m Hence, ho - hf =Dh = m2R In hot rolling, the friction coefficient is high (0.2 to 0.7), and even sticking conditions are obtained. Hence large thickness reductions are possible during hot rolling. Thin sheets are most often rolled using cold rolling. The value of R is kept low to reduce load requirement. m typically varies between 0.02 and Thus, the maximum draft is more important during cold rolling.
 ~ Ra2. The maximum value of a is limited by the friction coefficient, i.e., amax = m. Hence, ho - hf =Dh = m2R. In hot rolling, the friction coefficient is high (0.2 to 0.7), and even sticking conditions are obtained. Hence large thickness reductions are possible during hot rolling. Thin sheets are most often rolled using cold rolling. The value of R is kept low to reduce load requirement. m typically varies between 0.02 and 0.3. Thus, the maximum draft is more important during cold rolling.")
45
FRONT AND BACK TENSION R a t hf ho Front Tension, sf Back Tension, sb
Front or back tension are applied to reduce the load for rolling. Particularly important during cold rolling. It can be shown that: The tensions move the neutral point; to the right by sb and to the left by sf.

46
CAMBERING OF ROLLS

47
EFFECTS OF OVER CAMBERING

49
DEFECTS IN ROLLING Waviness at edges often caused by bending of rolls, such that the edge regions are thinner and longer. Edge cracking is caused by low ductility. In the center region, ey is zero, and |ex|= |ez|. At the edges, |ey|>0, and so |ex|<|ez|. Hence, a tension stress is generated at the edges, to make the length at the edge equal to that at the center. This causes edge cracking, specially if ductility is low. Alligatoring occurs by a complex process. Aided by defects in the original casting. x y z

50
RESIDUAL STRESSES Smaller rolls tend to work the metal at the surfaces. The metal extends on the surface. As the material comes out of the rolls, the central bulk region puts the extended surface in compression. This is similar to what occurs during shot peening. Large diameter rolls (often used in hot rolling) tend to work the central region more than the bulk. This is because of higher friction at the surfaces. Consequently, the material is longer in the bulk than the surface, and a tension stress is generated at the surface.
 tend to work the central region more than the bulk. This is because of higher friction at the surfaces. Consequently, the material is longer in the bulk than the surface, and a tension stress is generated at the surface.")
51
FLAT ROLLING PRACTICE Use of Flattening Rolls
Various Roll Arrangements Sendzimir Mill for Cold Rolling of Thin Sheets of High Strength Materials

52
SHAPE ROLLING

53
RING ROLLING

54
THREAD ROLLING

55
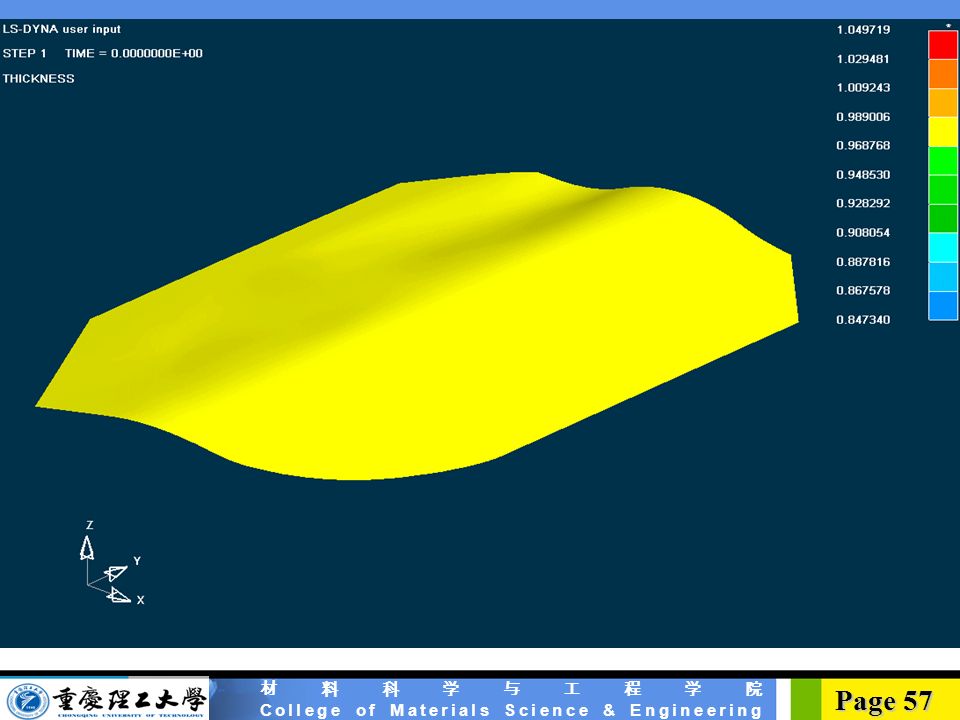
计算机在塑性成形加工中的应用

Similar presentations













 B.Sc (ENGINEERING) LEVEL 2 (Semester 2)>")






